Изобретение относится к обработке металлов давлением и может быть использовано при производствеизделий переменного сечения.
Известна рабочая клеть стана поперечновинтовой прокатки, содержащая станину с выполненными в ней радиальными расточками, профильные валки, установленные на барабанах, механизмы крепления барабанов в расточках станины и механизмы разворота валков вокруг своей оси по числу валков.
Недостатком известной клети является сложность ее конструкции и недостаточная жесткость.
Повышение жесткости предлагаемой клети и упрощение ее конструкции обеспечиваются за счет того, что каждый механизм установки барабанов выполнен в виде гайки, связанной резьбовым соединением с барабаном, и взаимодействующего с ней стакана с пазами, размещенного в расточке станины, механизм разворота валков размещен в этих пазах стакана, а станина выполнена разъемной в плоскости, перпендикулярной оси прокатки и проходящей через оси расточек.
Механизм разворота валков может быть выполнен в виде червячной пары.
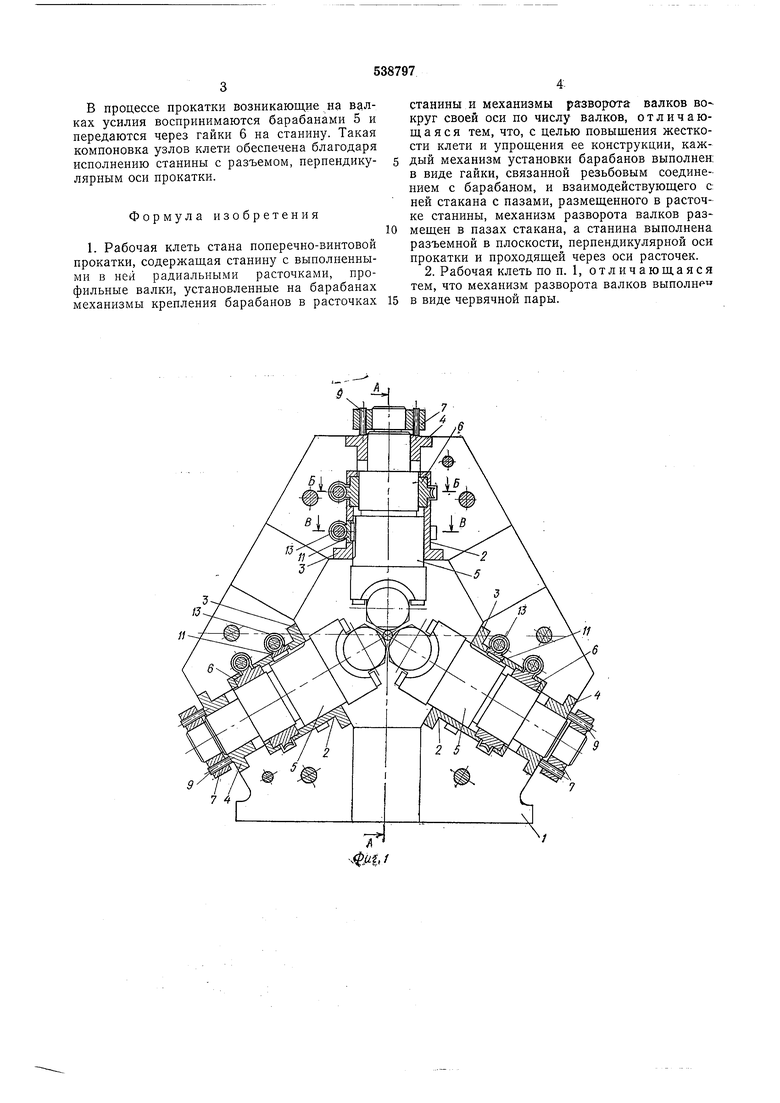
На фиг. 1 изображена предлагаемая рабочая клеть стана поперечно-винтовой прокатки (одна половина снята); на фиг. 2 - то же.
разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1.
Рабочая клеть состоит из станины 1, выполненной с разъемом в плоскости, перпендикулярной оси прокатки и проходящей через оси радиальных расточек 2. В расточках 2 размещены внутренние 3 и наружные 4 стаканы. В стаканах установлены барабаны 5 с гайками 6 и 7. Гайки 6, взаимодействуя с выступами 8 в расточках 2, передают усилия прокатки на станину.
С помощью гаек 7 и предусмотренных в них болтов 9 осуществляются выборка люфтов в резьбе и предварительное напряжение в стыке гаек 6 с кольцевыми выступами 8.
Внутренние стаканы 3 (фиг. 4) снабжены секторными вырезами 10, в которых размещены червячные секторы 11, установленные на барабанах 5 с возможностью относительного перемещения и соединенные шпонками 12. Червячные секторы зацеплены с червяками 13. Профильные валки 14 с опорами 15 размещены в расточках барабанов.
Настройку валков на требуемый размер проката осуществляют вращением гаек 6 с помощью червяков 16, а установку угла разворота валков - вращением червячных секторов 11с помощью червяка 13.
В процессе прокатки возникающие на валках усилия воспринимаются барабанами 5 и передаются через гайки 6 на станину. Такая компоновка узлов клети обеспечена благодаря исполнению станины с разъемом, перпендикулярным оси прокатки.
Формула изобретения
1. Рабочая клеть стана поперечно-винтовой прокатки, содержащая станину с выполненными в ней радиальными расточками, профильные валки, установленные на барабанах механизмы крепления барабанов в расточках
станины и механизмы разворота валков во круг своей оси по числу валков, отличающаяся тем, что, с целью повышения жесткости клети и упрощения ее конструкции, каждый механизм установки барабанов выполнен в виде гайки, связанной резьбовым соединением с барабаном, и взаимодействующего с ней стакана с пазами, размещенного в расточке станины, механизм разворота валков размещен в пазах стакана, а станина выполнена разъемной в плоскости, перпендикулярной оси прокатки и проходящей через оси расточек.
2. Рабочая клеть по п. 1, отличающаяся тем, что механизм разворота валков выполни в виде червячной пары.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана поперечной прокатки | 1988 |
|
SU1622069A1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Прокатная клеть | 1988 |
|
SU1554999A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |

/J
//
//
