Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве гофрированных листовых профилей.
Известен профилегибочный стан, см. пат. РФ N 2029645, В 21 D 5/06, 1993 г., содержащий раму, установленную на ней станину, выполненную общей под все узлы рабочих валков в виде двух параллельно расположенных щек, в пазах которых установлены корпуса подшипниковых опор валов, несущих дисковые калибры рабочих клетей. Привод выполнен в виде электродвигателя, редуктора, соединенного через муфту с приводным концом вала средней пары рабочих валов, несущих звездочки цепного механизма.
Недостатком данной конструкции профилегибочного стана является то, что станина выполнена в виде двух параллельно расположенных щек и является общей под все узлы рабочих валков. Поэтому, чтобы произвести смену дисковых калибров при переходе на прокатку другого профиля необходимо освободить подушки всех рабочих валков, вынуть их из станины, а на их место вставить валы с другими калибрами, закрепить подушки и произвести настройку стана. Эти работы занимают значительное время и приводят к большим простоям стана.
Из известных профилегибочных станов наиболее близким по технической сущности является профилегибочный стан, описанный в пат. США N 3251210, 72-181, 1963 г.
Этот профилегибочный стан содержит раму, закрепленные на ней секции, в каждой из которых установлены валы с подшипниковыми опорами, средство крепления секций, расположенное на внешней стороне рамы, и привод вращения рабочих валков с редуктором.
Недостатком известной конструкции профилегибочного тана является то, что секции, в которых установлены валы с подшипниковыми опорами, имеют только средства для крепления секций. Поэтому каждый раз после установки секций на раму необходимо производить настройку относительно продольной оси стана, что приводит к значительным простоям стана.
Задача настоящего изобретения состоит в создании профилегибочного стана, позволяющего сократить время замены калибров при переходе с одного сортамента на другой с одновременным обеспечением точности установки калибров.
Поставленная задача достигается тем, что в профилегибочном стане, включающем раму, установленные на ней своими подошвами секции, в каждой из которых расположены валы с подшипниковыми опорами, средства крепления секций, расположенные на внешней стороне рамы, и привод вращения рабочих валков с редуктором, согласно изобретению каждая секция снабжена двумя центрирующими средствами, каждое из которых выполнено в виде кронштейна с опорной площадкой, с нижней стороны которой приварен платик, в которых жестко закреплен штырь, а на подошве каждой секции расположена контактирующая с опорной площадкой рамы дополнительная площадка с отверстием под штырь и закрепленное на ней кольцо под центрирующую шайбу.
Такое конструктивное выполнение профилегибочного стана позволяет сократить время замены калибров при переходе с одного сортамента на другой с одновременным обеспечением точности установки калибров.
Это достигается за счет точной настройки секций относительно продольной оси стана благодаря центрирующим средствам каждой секции.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображен общий вид профилегибочного стана;
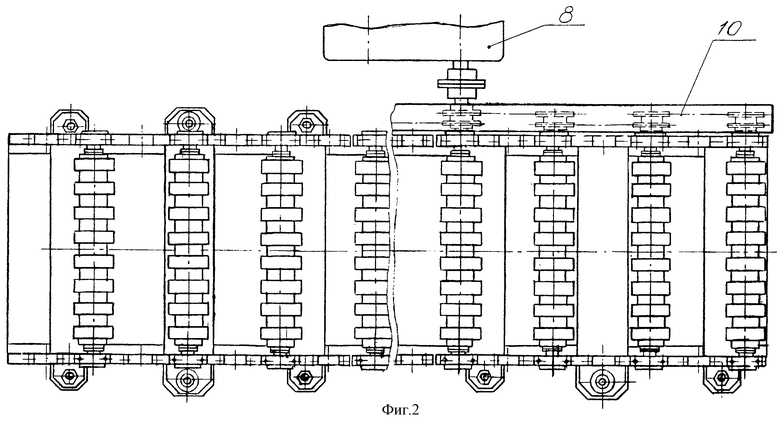
на фиг.2 - то же, вид сверху;
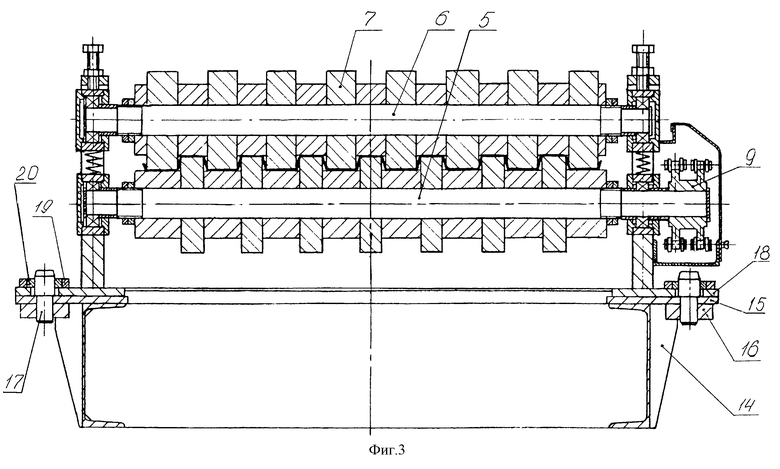
на фиг.3 - разрез А-А на фиг.1;
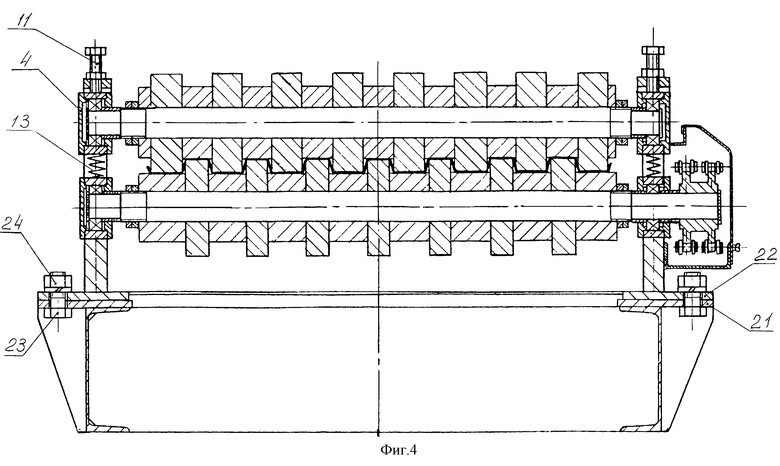
на фиг.4 - разрез Б-Б на фиг.1.
Профилегибочный стан содержит раму 1, на которой установлены своими подошвами съемные секции 2, в окнах 3 секций установлены корпуса 4 подшипниковых опор валов 5, 6 с калибрами 7 и привод 8 вращения валов. На нижних валах 5 установлены звездочки 9, соединенные между собой цепями 10. Корпуса 4 подшипниковых опор верхних валов 6 прижаты нажимными винтами 11, которые ввернуты в крышки 12, закрывающие окна 3. Между корпусами 4 размещены упругие элементы 13 для уравновешивания верхнего вала 6 с калибрами 7.
Для центрирования секций относительно рамы каждая секция снабжена двумя центрирующими средствами. Каждое средство выполнено в виде кронштейна 14, опорной площадки рамы 15 и платика 16, приваренного на нижней стороне опорной площадки 15, в которых жестко закреплен штырь 17. На подошве каждой секции расположена контактирующая с опорной площадкой 15 дополнительная опорная площадка 18 с отверстием под штырь 17 и закрепленное на ней кольцо 19 под центрирующую шайбу 20.
Средство для крепления секций к раме выполнено в виде опорных площадок 21, 22 на раме и на секции, соединенных болтом 23 с гайкой 24.
Профилегибочный стан работает следующим образом.
До начала работы стана необходимо установить секции с необходимым набором калибров на валах на раму и выставить их в продольном и поперечном направлении для настройки калибров. Для этого каждую секцию без колец 19 и центрирующих шайб 20 надевают на штыри 17, расположенные в раме. При этом внутренний диаметр отверстия в опорной площадке 18 выполнен больше наружного диаметра штыря для свободного перемещения секции относительно рамы при ее центрировании. После этого производят выставку секций относительно продольной оси стана как в продольном, так и в поперечном направлении. Когда секции будут выставлены, на штыри 17 надевают кольца 19 с центрирующими шайбами 20 и кольца 19 приваривают к дополнительным опорным площадкам 18 каждой секции.
Затем секции закрепляют на раме, соединяя опорные площадки 22 секции с опорными площадками 21 рамы болтами 23 с гайками 24.
После этого к одному из валов подсоединяют привод 8, а крайние нижние валы 5 соседних секций соединяют цепью 10 через звездочки 9, и стан готов к прокатке.
Гладкий лист задается в первую пару дисковых калибров, размещенных на валах, тянущим усилием, которое создается между верхними и нижними калибрами, лист перемещается через весь стан, где осуществляется его формовка.
Для прокатки изделий другого типоразмера необходимо отсоединить привод 8, разъединить крайние валы соседних секций, снять существующие секции и установить другие с новыми калибрами, выставив их таким же образом, как предыдущие.
При этом зазор между внутренним диаметром центрирующей шайбы и наружным диаметром штыря минимален, не влияет на настройку стана и позволяет при повторной установке секций точно устанавливать их относительно продольной оси стана, уже не производя настройку стана.
Предложенный профилегибочный стан по сравнению с известными позволяет сократить время замены калибров при переходе с одного сортамента на другой с одновременным обеспечением точности установки калибров.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1993 |
|
RU2029645C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2138350C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2102200C1 |
| СБОРНЫЙ ВАЛОК ПИЛЬГЕРСТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2056958C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ УСТАНОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2203153C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2308329C2 |
Изобретение может быть использовано при производстве гофрированных листовых профилей. Профилегибочный стан содержит раму, на которой установлены съемные секции, в каждой из которых расположены валы с подшипниковыми опорами, средства крепления секций и привод вращения рабочих валков с редуктором. Каждая секция имеет два центрирующих средства, каждое из которых выполнено в виде кронштейна, опорной площадки, с нижней стороны которой приварен платик, и жестко закрепленного штыря. На подошве каждой секции расположена контактирующая с опорной площадкой рамы дополнительная площадка с отверстием под штырь и закрепленное на ней кольцо под центрирующую шайбу. Сокращает время замены калибров при переходе с одного сортамента на другой с одновременным обеспечением точности установки калибров. 4 ил.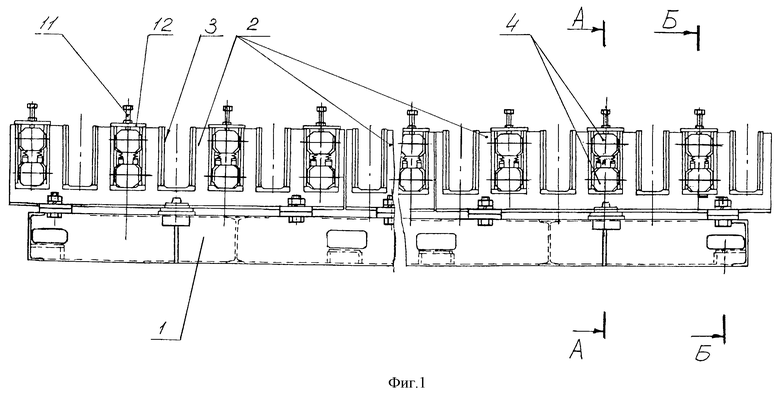
Профилегибочный стан, включающий раму, установленные на ней своими подошвами секции, в каждой из которых расположены валы с подшипниковыми опорами, средства крепления секций, расположенные на внешней стороне рамы, и привод вращения рабочих валков с редуктором, отличающийся тем, что он снабжен двумя центрирующими средствами для каждой секции, каждое из которых выполнено в виде кронштейна, опорной площадки рамы, платика, приваренного к ее нижней стороне, жестко закрепленного в них штыря и расположенной на подошве каждой секции, контактирующей с упомянутой опорной площадкой рамы, дополнительной площадки с отверстием под штырь и с закрепленным на ней кольцом под центрирующую шайбу.
| US 3251210, 17.05.1966 | |||
| Узел боковых роликов профилегибочного стана | 1977 |
|
SU743753A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1993 |
|
RU2029645C1 |
| US 4176539, 04.12.1979 | |||

