Данное изобретение относится к устройствам для обработки древесины под давлением. Это устройство содержит пространство для обработки в виде камеры давления, которая в ходе обработки под давлением содержит одну или более деталей из дерева и среду, в которой создают давление, для переноса давления на деревянные детали, причем эта среда окружает деревянные детали более чем с одной стороны.
Это устройство особенно пригодно для обработки плоских удлиненных деталей из древесины, таких как доски, а также листы и пластины, с целью их упрочнения.
Известно, что свойства изделий из древесины изменяются при обработке под давлением. В SE 446702 описан способ упрочнения и стабилизации древесины. Этот способ включает нагрев древесины до температуры 75 - 160oC и обработку ее механическим прессованием при давлении 5- 100 МПа (50-1000 бар) в течение 0,1-60 с. Для проведения такой обработки используют каландр. Однако было доказано, что этот способ дает неравномерную обработку. Изменение прочности обработанной древесины заметно меняется от точки к точке на обработанной поверхности. Этот неудовлетворительный результат обработки связан прежде всего с недостатками каландра. В процессе каландрирования давление прилагается вдоль линии на поверхности обрабатываемой детали. Каландрирование подразумевает, что небольшие естественные изменения в толщине и плотности необработанной деревянной детали приводят к различным локальным давлениям прокатки. Таким образом, и результаты обработки локально изменяются. Кроме того, каландрирование приводит к тому, что давление прилагается только в одном направлении. Таким образом, в процессе каландрирования обрабатываемая деталь имеет тенденцию выдавливаться по ширине и по длине. Это приводит, помимо прочего, к тому, что кромки детали становятся неравномерными. Однако еще хуже то, что наложение давления в одном направлении вносит вклад в локально изменяющиеся результаты обработки. Материал в тех частях детали, которые расположены вдоль кромок детали, легко выдавливается и испытывает только вертикальное сжатие. С другой стороны, в тех частях, которые не расположены на кромке, внутреннее трение древесины предохраняет материал от выдавливания. Таким образом, материал в этих частях испытывает также некоторое, изменяющееся в значительных пределах, внутреннее горизонтальное противодавление, которое приводит к тому, что эти части становятся тверже, чем кромки детали. В первую очередь этот результат по локально изменяющейся прочности делает каландрирование непригодным для обработки под давлением деревянных деталей.
В шведской заявке 7805483-0 описан способ прессования шпона. Согласно тексту описания известно прессование шпона при умеренных давлениях порядка 1-5 МПа, а также доказана возможность применять при прессовании шпона из сосны давление около 150-350 МПа. В соответствии с этим текстом это давление должно быть приложено с помощью гидравлического пресса по всей поверхности шпона одновременно. По-видимому, для специалиста такие утверждения должны представляться бессмысленными. Создание таких высоких давлений на таких больших поверхностях при существующей технике если и возможно, то по меньшей мере недостижимо в промышленных условиях. Более вероятно, что давления, упоминаемые в описании, должны быть приведены в барах, то есть действительные давления составляют одну десятую от значений, приведенных в описании в МПа.
При такой интерпретации текст описания становится более осмысленным, и он имеет отношение к проблеме, которая связана с прессованием шпона. В нем описано, как сосновый шпон, обработанный под давлением в механическом поверхностном прессе или каландре, имеет тенденцию измельчаться и крошиться, если поверхностное давление превышает 35 МПа (350 бар). Это явление, конечно нежелательное, является следствием того обстоятельства, что давление приложено лишь в одном направлении.
SE 432903 также относится к способу упрочнения древесины путем обработки под давлением плоских деревянных деталей. При реализации этого способа деревянную деталь помещают в пространство, где осуществляют обработку, между двумя прессующими устройствами, которые установлены подвижно относительно друг друга. Между этой деревянной деталью и одним из прессующих устройств дополнительно помещают слой эластичного материала, который представляет собой пластик или резину. Во время обработки деревянную деталь подвергают сжатию за одну стадию обработки путем перемещения прессующих устройств друг относительно друга до установления желаемого расстояния между ними, с последующим удалением их друг от друга. Во время этого сжатия твердые сучки выходят за пределы деревянной детали в слой эластичного материала, который противодействует расщеплению этих сучков. В результате этой обработки должно произойти однородное сжатие деревянной детали без раздавливания сучков, что снижало бы качество обрабатываемой детали.
Однако было показано, что этот способ приводит также к неоднородному возрастанию прочности различных частей обрабатываемой детали. Допускается, что устройство для осуществления этого способа содержит, кроме двух устройств для прессования, еще две ограничительные полосы, расположенные в продольном направлении. Задачей этих полос, вероятно, является предохранить деревянную деталь от перемещения в боковом направлении при обработке. Кроме того, возможно, что эти полосы до некоторой степени предохраняют деревянную деталь от расширения при обработке давлением. Но все-таки остается тот факт, что и это устройство для прессования способно создавать давление лишь в одном направлении. Как указано в SE 432903, это влечет за собой ограничения, так как давление обработки в соответствии с этим документом не должно превышать 50 МПа, или 500 бар. При обработке сосны давление не должно превышать 40 МПа (400 бар), что в основном связано с проблемой, упомянутой в 7805483-0, то есть сосновый шпон имеет тенденцию крошиться, если давление обработки превышает 350 бар.
Таким образом, все описанные выше устройства для обработки древесины под давлением имеют два серьезных недостатка. С одной стороны, при обработке под давлением посредством этих устройств результаты обработки изменяются по поверхности обрабатываемой детали, а с другой стороны, эти устройства имеют ограничения, связанные с относительно низким максимальным давлением, которое можно использовать, не повреждая обрабатываемую древесину.
Последнее ограничение является особенно серьезным, так как недавно было обнаружено, что более высокие давления обработки, если они не разрушают древесину, приводят к гораздо лучшим результатам обработки с точки зрения упрочнения и стабильности при сжатии.
В GB 100792 описан способ обработки древесины под давлением, где обрабатываемую древесину помещают в среду, в которой создают давление, и подвергают многостороннему сжатию, передаваемому древесине через среду, в которой создается давление. Приложенное во многих направлениях давление снижает риск разрушения пор в древесине во время обработки. Для осуществления этого способа необходимо, чтобы никакие газы или жидкости, которые могут находиться в среде, где создается давление, не имели возможности проникать в древесину в ходе обработки. По этой причине данный способ осуществляют с помощью особо вязкой среды, в которой совершенно не содержится газов. В другом варианте подлежащую обработке древесину можно заключить в эластичный материал, полностью непроницаемый для газа. Еще одним условием для осуществления данного способа является проведение обработки под давлением при повышенной температуре, превышающей 90oC. С этой целью вокруг камеры повышенного давления устанавливают нагревательные элементы.
Хотя способ, описанный в GB 100792, связан с меньшим риском разрушения пор в процессе обработки, он также имеет ряд недостатков. Например, этот способ позволяет обрабатывать древесину только при давлениях примерно 20 МПа (200 бар). Кроме того, необходимо, чтобы обработка под давлением происходила в течение значительного времени, около 2-3 часов. Помимо этого, способ предъявляет особые требования к используемой среде, так как она должна быть полностью свободной от газа или жидкости, которые могут проникать в древесину. Возможно, еще более серьезным ограничением описанного способа является то, что он требует специальных нагревательных устройств, так как обработку под давлением нельзя проводить при нормальной комнатной температуре.
Задачей данного изобретения, таким образом, является создание устройства для обработки древесины под давлением, посредством которого обработку древесины под давлением можно провести с удовлетворительным результатом и в значительно более короткие сроки, и древесину можно обработать давлением при нормальной комнатной температуре и давлении более 80 МПа (800 бар).
В соответствии с данным изобретением эта задача решается при использовании устройства, указанного во вводной части описания вида, которое отличается тем, что в камеру повышенного давления по меньшей мере перед созданием давления подают также вторичную среду в форме текучей среды, и с помощью средств регулирования количества вторичной среды, проникающего в древесину в процессе создания давления.
Путем регулирования количества вторичной среды, которое проникает в древесину во время создания давления, возможно, кроме всего прочего, локально регулировать температуру среды, в которой создается давление, и температуру древесины. В тех случаях, когда вторичная среда состоит из сжимаемого газа или жидкости, температура среды повышается в процессе сжатия, при этом регулирование количества проникающей в древесину среды можно использовать для точного регулирования температуры. Это регулирование температуры особенно полезно для осуществления некоторых химических изменений в древесине и воздействия на них в процессе обработки. Таким образом, это устройство дает возможность точного регулирования температуры, не требуя специальных средств для нагревания и охлаждения. Это полностью исключает стоимость таких средств. Одновременно снижаются эксплуатационные затраты при использовании предложенного устройства, так как нет необходимости в особой тепловой энергии для нагревания. Средства регулирования проникающего в древесину количества вторичной среды также можно использовать для полного исключения проникновения вторичной среды в процессе обработки под давлением. Таким образом, можно использовать одно и то же устройство как в случаях, когда проникновение среды в древесину необходимо, так и в случаях, когда проникновение среды нежелательно.
Это устройство также позволяет осуществлять импрегнирование древесины во время обработки под давлением. Вторичная среда может содержать консервирующие и импрегнирующие агенты. Таким образом, на одной и той же стадии обработки можно подвергать сжатию и упрочнять, а также импрегнировать обрабатываемую древесину.
Так как среда, в которой создается давление, окружает деталь более чем с одной стороны, эту деревянную деталь можно подвергнуть многостороннему воздействию давления. Среда, в которой создается давление, передает одно и то же давление ко всем сторонам детали, которые окружены этой средой. Таким образом, можно предохранить материал от выдавливания в каком-либо направлении. Кроме того, каждая часть детали, независимо от толщины и плотности, будет подвергнута воздействию одного и того же давления, в результате чего деталь в целом претерпевает одинаковое изменение свойств, например, в виде упрочнения. Кроме того, преимущество многостороннего давления заключается в возможности использовать значительно более высокое давление, чем при использовании прессов ранее применяемого типа. Испытания показали, что древесину сосны можно обрабатывать при давлении, превышающем 100 МПа (1000 бар), без крошения или иного разрушения древесины.
Средства для контроля количества проникающей вторичной среды могут включать один или более клапанов для откачивания вторичной среды из камеры давления. Эти средства дают возможность поместить деревянные детали в камеру при атмосферном давлении, так, например, чтобы при начале обработки давлением в камере находился воздух из окружающей среды. В ходе подъема давления в камере эти клапаны открыты, и газ откачивают. Когда в камере остается лишь заданное остаточное количество газа, клапан закрывают, после чего обработка давлением может быть завершена, при этом газ проникает в древесину. Во время снижения давления клапаны опять могут быть открыты, при этом газ впускают в камеру, чтобы избежать нарастания вакуума.
Средства регулирования проникновения вторичной среды могут также представлять собой оболочку, которая окружает каждую деревянную деталь и является непроницаемой для вторичной среды. Эта оболочка состоит, например, из пластикового мешка, в который помещают деревянные детали перед обработкой. Перед обработкой мешок герметизируют, например, сваркой или термической усадкой. Герметизированные таким путем деревянные детали могут затем быть подвергнуты обработке давлением в камере, даже если камера содержит газ или жидкость такого рода и в таком количестве, что их проникновение в детали при обработке нежелательно. Путем подачи некоторого количества газа или жидкости в оболочку при герметизации мешка можно регулировать количество газа или жидкости, проникающих в деревянную деталь. Возможно также сочетание клапанов и окружающей оболочки.
Устройство по данному изобретению может быть сконструировано таким образом, чтобы среда, в которой создается давление, окружала деревянную деталь со всех сторон. Эта среда во время повышения давления может затем передавать одно и то же высокое давление на все стороны детали. Таким образом, деревянная деталь подвергается полностью изостатическому давлению, то есть давлению, которое равно для всех направлений в пространстве. Обработка древесины давлением при полностью изостатическом давлении имеет преимущества с нескольких точек зрения. Во-первых, изостатическая обработка приводит к тому, что сжатие деревянной детали становится одинаковым со всех сторон. Если, например, доску с прямоугольным сечением, которая имеет определенное соотношение между различными сторонами сечения, подвергают обработке изостатическим давлением, то соотношение между сторонами после обработки будет тем же самым, в то время как площадь сечения в целом уменьшится. На длину доски обработка давлением не влияет в такой же степени. Дополнительным преимуществом полностью изостатической обработки по сравнению с другими способами многостороннего сжатия, а особенно по сравнению с односторонним сжатием, является то, что можно поддерживать значительно более высокое максимальное давление обработки без разрушения древесины. Высокое давление при обработке часто является желательным, так как было обнаружено, что результат обработки, например, упрочнение или изменение упругости древесины, улучшается при повышенном давлении.
Кроме того, предложенное в изобретении устройство может включать одну или более направляющих поверхностей, с которыми деревянные детали контактируют в процессе обработки. При полностью изостатической обработке, например удлиненных деревянных деталей, эти детали иногда имеют тенденцию подвергаться некоторому скручиванию. Даже если поперечное сечение сжимается однородно, обработка давлением может привести к нежелательной деформации по продольной оси детали. При контакте одной из длинных сторон детали с направляющей поверхностью этого скручивания можно избежать.
Эти направляющие поверхности могут быть сконструированы различными способами. Например, дно камеры может представлять собой общую направляющую поверхность для ряда деревянных деталей, расположенных рядом друг с другом. Направляющие поверхности также могут состоять из ряда жестких балок, расположенных рядом друг с другом или одна над другой. Кроме того, направляющие поверхности могут иметь форму, позволяющую создать рельефное изображение на той стороне деревянной детали, которая находится в контакте с этой направляющей поверхностью. Таким образом, эти направляющие поверхности не обязательно должны быть плоскими, а могут иметь различные профили и геометрию.
Кроме того, в устройстве по данному изобретению направляющие поверхности могут быть покрыты слоем, изменяющим силу трения. Если деревянная деталь во время обработки давлением находится в контакте с направляющей поверхностью, то контактирующая сторона детали имеет тенденцию сжиматься в меньшей степени, чем стороны, окруженные средой, в которой создается давление. Таким образом, сжатие деревянной детали будет неоднородным, так что поперечное сечение детали, которое сначала было прямоугольным, после обработки принимает форму трапеции или, более конкретно, усеченного треугольника, где сторона, находящаяся в контакте с направляющей поверхностью, длиннее, чем сторона, ей противоположная. Это явление, которое в некоторых случаях является нежелательным, возникает вследствие силы трения между деревянной деталью и направляющей поверхностью. При нанесении на направляющую поверхность слоя, снижающего силу трения, можно снизить эту силу трения таким образом, чтобы соотношение между различными сторонами поперечного сечения оставалось практически постоянным при сжатии. И наоборот, можно также нанести на направляющие поверхности слой, повышающий силу трения, чтобы увеличить эффект неоднородности при сжатии, если это желательно. Таким образом, путем выбора различных изменяющих силу трения слоев можно регулировать неоднородность изменения поперечного сечения деревянной детали при сжатии при ее контакте с направляющей поверхностью в ходе обработки давлением.
В предложенном устройстве среда, в которой создается давление, может состоять из эластичного материала, предпочтительно резины, который в камере высокого давления отделен от рабочей жидкости диафрагмой. Чтобы избежать проникновения среды, в которой создается давление, в древесину во время обработки, эта среда не должна иметь слишком низкую вязкость. В то же время внутреннее трение среды, в которой создается давление, не должно быть слишком высоким, чтобы эта среда могла создавать изостатическое давление в камере. Таким образом, среда может быть эластичной, и было показано, что особенно подходящей является резина. Эта резина обычно состоит из ряда элементов соответствующего размера и формы. Для передачи давления от создающего давление устройства обычно используют текучую среду в форме жидкости или газа. В этой рабочей жидкости можно относительно просто, обычным образом создать давление с помощью насоса, гидравлического устройства, усилителя давления или каким-либо иным образом. Кроме того, чтобы предохранить рабочую жидкость от смешения со средой, в которой создается давление, и избежать риска ее проникновения в деревянную деталь, разделяют рабочую жидкость и среду, в которой создается давление, посредством эластичной диафрагмы. Эту диафрагму устанавливают в камере давления, и в процессе создания давления она разделяет эту камеру на первичную камеру, которая содержит рабочую жидкость, и вторичную камеру, которая содержит деревянную деталь и среду, в которой создается давление. Эластичность диафрагмы гарантирует, что среда, в которой создается давление, может окружать деревянную деталь со всех желаемых сторон.
В другом варианте предложенного устройства среда, в которой создается давление, может представлять собой жидкость. Поскольку в жидкости можно легко создать давление с помощью описанных выше средств создания давления, в этом варианте выполнения нет необходимости использовать отдельную рабочую жидкость. Также нет необходимости в диафрагме для разделения камеры на первичную и вторичную камеры. Во избежание проникновения в древесину жидкой среды, создающей давление, в этом варианте выполнения деревянные детали могут быть окружены оболочкой для предотвращения контакта между жидкостью и древесиной. Эта оболочка используется также для того, чтобы заключить в нее то количество газа, которое, если это необходимо, должно проникнуть в древесину во время обработки давлением. Такая оболочка, например, может быть сделана в виде непроницаемого для жидкости мешка или из термоусаженной и/или сваренной упаковочной фольги. Возможно изготовление этой оболочки из какого-либо пластика.
Это устройство соответственно приспособлено для проведения обработки давлением при температурах между 0 и 50oC, предпочтительно между 10 и 40oC. Таким образом, можно использовать это устройство при нормальной комнатной температуре или даже на открытом воздухе без необходимости использования специальных нагревающих устройств. В тех случаях, когда обработка давлением требует некоторой минимальной локальной температуры в древесине в процессе обработки, эту температуру создают и контролируют путем контроля за количеством вторичной среды, в форме сжимаемой среды, которая проникает в древесину в процессе обработки давлением.
Кроме того, это устройство предназначено для проведения обработки давлением при давлениях от 50 до 500 МПа (от 500 до 5000 бар), предпочтительно от 80 до 150 МПа (от 800 до 1500 бар). Вследствие применения многостороннего давления и контролируемого проникновения вторичного материала можно обрабатывать древесину при таких относительно высоких давлениях без ее повреждения. В ходе опытов было показано, что указанные выше интервалы давления обеспечивают хорошие результаты при обработке различных видов древесины.
Примеры выполнения данного изобретения будут описаны ниже со ссылкой на приведенные рисунки.
Фиг. 1 - схематический разрез устройства для обработки давлением древесины согласно одному варианту выполнения данного изобретения.
Фиг. 2 - схематический разрез устройства согласно другому варианту выполнения данного изобретения.
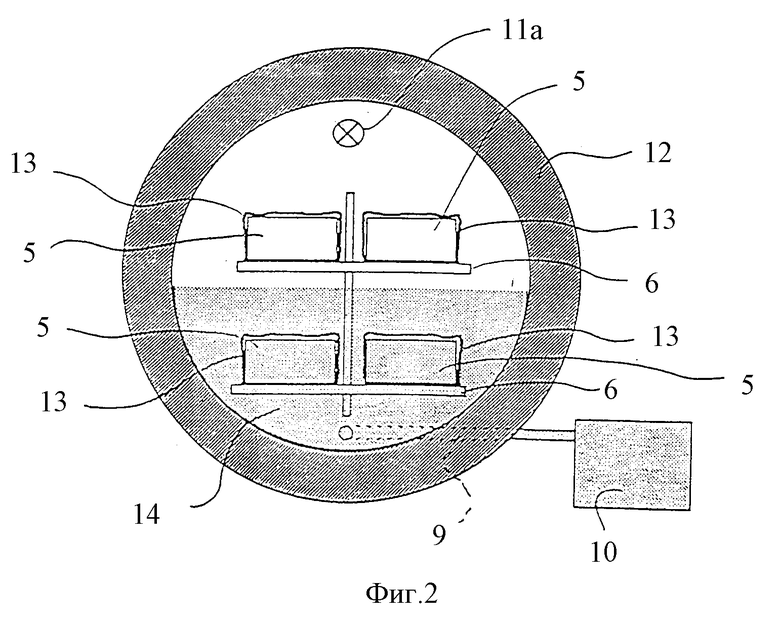
Устройство для обработки древесины давлением, показанное на фиг. 1, включает камеру 1, ограниченную верхней частью 2 и нижней частью 3. При разделении частей 1 и 2 камеру открывают, что обеспечивает возможность помещать в нее и извлекать из нее обрабатываемые деревянные детали. В камере давления 1 установлена эластичная диафрагма 4. Диафрагма 4 прикреплена к верхней части 2 таким образом, что она зафиксирована между верхней частью 2 и нижней частью 3, если камера давления 1 закрыта, и таким образом, что нижняя часть 3 камеры давления доступна, когда камера открыта. Когда камера давления 1 закрыта, диафрагма разделяет камеру давления на первичное отделение 1а и одно или более (на рисунке три) вторичных отделений 1b. Диафрагма 4 показана в форме резинового полотна, но возможно применение и других материалов.
Камера давления 1 содержит три удлиненных деревянных детали 5a, 5b, 5c. Первая деревянная деталь 5a помещена на дно камеры давления и соприкасается своей нижней длинной стороной с нижней частью 3 камеры давления, так что нижняя часть камеры образует плоскую направляющую поверхность 6а для первого элемента 5a. Вторая деревянная деталь 5b помещена на отдельную направляющую поверхность 6b, которая образована на брусе 7. Кроме того, брус 7 является инструментом для создания рельефа - его сечение имеет некоторый профиль, так что направляющая поверхность 6b не является плоской, но имеет углубления, соответствующие желаемой форме сечения деревянной детали 5b после обработки. Третья деревянная деталь 5c помещена в газонепроницаемую пластиковую оболочку 11b. Эта оболочка 11b, которая представляет собой пластиковый рукав, надетый на деревянную деталь 5c и запаянный на концах, предохраняет от проникновения любого оставшегося в камере давления газа в деревянную деталь во время обработки давлением. Возможно также заварить пластиковый рукав, оставив в нем некоторое определенное количество газа. Таким образом контролируют количество газа, которое проникает в деревянную деталь при обработке давлением. Третья деревянная деталь 5c не имеет контакта с какой-либо направляющей поверхностью, но свободно погружена в среду 8, создающую давление. Две другие деревянные детали, 5a и 5b, также погружены в среду 8, создающую давление, так что эта среда окружает детали со всех сторон за исключением тех, которые находятся в контакте с направляющими поверхностями 6a и 6b соответственно. Создающая давление среда 8 состоит из нескольких подобранных резиновых деталей. Эти детали могут иметь различную форму, например, форму шаров, удлиненных полос, кубов или разнообразных тел большего или меньшего размера.
Трубка подачи давления 9 открывается в камеру давления 1 над диафрагмой 4 и соединяет создающий давление гидравлический узел 10 с первичным отсеком 1а камеры давления 1. Через эту трубку находящуюся под давлением рабочую текучую среду, представляющую собой гидравлическое масло, можно подавать в первичный отсек 1а камеры давления. Конечно, в качестве рабочей среды можно использовать и другие виды текучей среды, например воду или газ.
Кроме того, в нижней части 3 камеры давления имеются три клапана 11а для откачивания. Эти клапаны можно регулировать по давлению или каким-либо другим образом.
Если деревянные детали 5a, 5b, 5c должны быть обработаны под давлением, камеру давления сначала открывают путем разделения двух частей 2 и 3. Диафрагма 4, которая на этой стадии относительно натянута, отходит с верхней частью. Таким образом, нижняя часть 2 камеры 1 остается открытой, и можно поместить первую 5a и вторую 5b деревянные детали на их направляющие поверхности 6а и 6b соответственно. Третью деревянную деталь помещают на небольшое скопление материала среды 8, в которой создается давление. После этого деревянные детали 5a, 5b, 5c покрывают средой 8, в которой создается давление, так, что они оказываются полностью покрыты. Верхнюю часть камеры давления возвращают на место и соединяют с нижней частью 3 так, что камера 1 становится герметичной. В то же время диафрагму 4 зажимают между верхней 2 и нижней 3 частями.
После того как камера давления 1 герметично закрыта, можно создавать давление. Гидравлический узел 10 накачивает масло через трубку 9 в первичный отсек 1а камеры давления 1. При постепенном заполнении этого отсека маслом диафрагма 4 растягивается все больше и больше. Это вызывает уменьшение объема вторичного отсека 1b, расположенного ниже диафрагмы. По мере того как диафрагма 4 растягивается и располагается вокруг среды 8, которая создает давление, во вторичном отсеке 1b, остаточный воздух удаляют из вторичного отсека 1b через клапаны 11а. Таким образом предотвращают проникновение воздуха, находящегося во вторичном отсеке 1b, в деревянные детали 5a, 5b. Путем регулировки клапанов можно специально оставить некоторое количество воздуха во вторичном отсеке. Для некоторых областей применения может быть желательно, чтобы некоторое количество воздуха проникало в древесину в ходе обработки давлением. Так как температура газа при сжатии повышается, это количество остаточного газа можно использовать для контроля за изменением температуры, происходящим в деревянных деталях, а также в среде, создающей давление, в ходе обработки давлением. В некоторых случаях применения может быть желательно повышение температуры, например, если требуется осуществить некоторые химические реакции в древесине в ходе обработки или повлиять на них. В качестве примера можно упомянуть, что на вещество лигнин, содержащееся в древесине, положительно влияет повышение давления и температуры. Кроме того, клапаны также можно использовать для подачи других веществ, таких как импрегнирующие газы или жидкости, во вторичный отсек перед обработкой или в ходе обработки давлением. Эти газы или жидкости можно затем оставить во вторичном отсеке 1b камеры давления путем закрытия клапанов 11a, и осуществить их проникновение в древесину при увеличении давления в камере давления.
Когда диафрагма 4 замыкается вокруг среды, создающей давление, начинается фактическое сжатие этой среды. Гидравлический узел 10 при этом подает дополнительное количество гидравлического масла в первичный отсек 1а. Это приводит к повышению давления в камере давления, которое одинаково в первичном и во вторичном отсеках. Давление в камере давления является, по существу, изостатическим, или гидростатическим, то есть в каждой точке камеры давление является в значительной степени одинаковым для всех направлений в пространстве. Давление рабочей жидкости передается среде 8, создающей давление, которая, в свою очередь, передает его на все стороны деревянных деталей 5a, 5b, 5c. В устройстве согласно данному изобретению деревянные детали можно обрабатывать при давлениях до 1500 МПа (15000 бар). В ходе экспериментов было показано, что давления между 100 и 500 МПа (1000 и 5000 бар) дают некоторые интересные результаты. Однако нормальные давления, например при обработке древесины сосны, составляют от 80 до 150 МПа (от 800 до 1500 бар), в частности от 100 до 120 МПа (от 1000 до 1200 бар).
На фиг.1 показано устройство с деревянными деталями, когда в камере давления 1 преобладает максимальное давление обработки. Во время обработки давлением все деревянные детали находятся при постоянном давлении с соответственным увеличением плотности и прочности. Однако различные деревянные детали реагируют по-разному в зависимости от их взаимного расположения и укладки. Первая деревянная деталь 5a подвергается не вполне однородному сжатию. В зависимости от трения между направляющей поверхностью 6а и нижней контактирующей с ней поверхностью детали верхняя часть поперечного сечения сжимается несколько больше, чем та часть, которая контактирует с направляющей поверхностью 6а. Это является следствием того факта, что трение препятствует движению материала нижней поверхности детали по направлению к центру нижней стороны. Путем снижения трения между направляющей поверхностью и деревянной деталью можно уменьшить степень неоднородности сжатия. Трение можно снизить, например, путем нанесения на направляющую поверхность 6а слоя, снижающего трение, например, полимеров, таких как тефлон, или жидких смазок, таких как различные масла. Можно также оказывать воздействие на трение путем изготовления направляющей поверхности из хорошо отполированного материала, или с помощью снижающей трение обработки деревянной детали.
Вторая деревянная деталь 5b также подвергается постоянному сжатию во время обработки давлением. Кроме того, эта деталь будет вдавливаться в углубления, нанесенные на направляющую поверхность 6b этой детали. Это приводит к тому, что на деревянную деталь 5b наносится рельеф, ей придается некоторый профиль, и в то же время материал становится более прочным. Такое нанесение рельефа обычно используют, например, при изготовлении формованных полос, облицовки и плинтусов. Такая формовка рельефа дает значительную экономию с точки зрения средств и времени, так как дальнейшее фрезерование или строгание часто не является необходимым. Направляющая поверхность этой детали также может иметь слой, снижающий трение, для улучшения результатов формовки.
Третья деталь 5c во время обработки давлением полностью окружена средой 8, создающей давление. Эта деталь подвергается, по существу, однородному сжатию, так что площадь ее сечения уменьшается, в то время как соотношение между сторонами сечения сохраняется. Выбирая среду, создающую давление, с различной вязкостью и внутренним трением, можно контролировать степень изостатического давления и, следовательно, влиять на однородность сжатия. При этом на различные стороны деревянной детали помещают различные виды создающей давление среды, обладающие различной вязкостью и внутренним трением.
Следует отметить, что на чертеже лишь схематически показано устройство по данному изобретению. На практике различные типы направляющих поверхностей и укладки смешивают редко.
После того как давление обработки было достигнуто и выдержано в течение определенного времени выдержки, давление на деревянные детали снижают. Время выдержки может изменяться от одной или нескольких десятых секунды до нескольких минут. Обычно бывает достаточно выдержки в течение 0,1-10 секунд. Во время декомпрессии рабочую жидкость откачивают из первичного отсека 1а камеры давления 1. Во избежание создания вакуума во вторичном отсеке 1b клапаны 11a снова открывают, впуская воздух из окружающей среды. Когда над диафрагмой остается достаточно малое количество рабочей жидкости, верхнюю и нижнюю части камеры давления можно разделить и извлечь из устройства обработанные деревянные детали.
На фиг. 2 показано другое исполнение устройства согласно данному изобретению. Это устройство включает цилиндрическую камеру давления 1. Она окружена цилиндрическим элементом 12, который на каждом конце герметизирован концевым элементом (не показаны). Камера давления 1 может быть открыта путем удаления одного или обоих концевых элементов. Камера давления соединена посредством трубки 9 с создающим давление узлом 10. Кроме того, в концевом элементе 12 имеется клапан для откачивания 11a. В камере давления 1 две жестких направляющих поверхности 6 расположены одна над другой. Каждая из этих направляющих поверхностей предназначена для поддержки двух деревянных деталей 5. Эти деревянные детали 5 представляют собой удлиненные доски, имеющие, по существу, прямоугольное сечение. Кроме того, каждая деревянная деталь окружена непроницаемой оболочкой 13. Оболочка 13 имеет форму, например, пластикового мешка, который перед загрузкой деталей в камеру давления 1 надевают на эти детали и герметизируют сваркой. В тех случаях, когда желательно некоторое проникновение газа или жидкости в древесину, в оболочку перед герметизацией подают соответствующее количество газа или жидкости.
Детали 5 загружают в камеру давления 1 через открытый концевой элемент, когда в камере давления 1 отсутствует среда, создающая давление. После того как камера давления 1 герметизирована, из узла 10 по трубе 9 в эту камеру 1 накачивают среду 14, создающую давление. Эта среда представляет собой жидкость, такую как гидравлическое масло или вода. В другом варианте жидкость может быть заменена газом. В то время как создающую давление среду накачивают в камеру давления 1, клапан 11a открыт для удаления воздуха. На фиг.2 показано устройство на стадии, когда создающую давление среду закачивают внутрь. Когда эта среда заполняет камеру давления 1, клапан 11a закрывают, после чего повышение давления осуществляют с помощью узла 10. В ходе обработки давлением, когда деревянные детали 5 находятся ниже поверхности жидкости, дерево защищено непроницаемой оболочкой 13 от контакта с жидкостью. Как и в вышеприведенном примере, на однородность сжатия деталей можно влиять путем воздействия на силу трения между деревянными деталями 5 и направляющими поверхностями 6. Например, непроницаемые оболочки 13 могут быть изготовлены из материала с оптимальными антифрикционными свойствами.
Обработку давлением проводят практически при тех же давлениях и временах выдержки, которые указаны выше. После достижения указанного времени выдержки снижают давление на среду 14 и детали 5. Когда давление достаточно снижено, клапан 11a открывают, чтобы избежать нарастания вакуума при откачивании среды, создающей давление. Когда камера давления освобождена от среды, создающей давление, камеру открывают, после чего обработанные деревянные детали удаляют из камеры давления и освобождают от их оболочек 13.
Конечно, данное изобретение не ограничено описанными выше исполнениями, но может изменяться в объеме притязаний формулы изобретения.
Например, средой, передающей давление на деревянные детали, может служить диафрагма. Это исполнение означает, что приведенная на фиг. 1 среда 8, создающая давление, в форме набора резиновых элементов, исключается. В этом случае давление передается от гидравлического устройства через рабочую жидкость и диафрагму непосредственно на деревянные детали. Эта диафрагма, следовательно, столь эластична, что при увеличении давления она способна окружать деревянные детали и приходить в тесный контакт с несколькими их сторонами.
Изобретение относится к устройствам для обработки древесины под давлением. Устройство для обработки деревянных деталей под давлением включает камеру давления для помещения в нее деревянных деталей, которые подлежат обработке. Камера давления содержит также среду, в которой создается давление и которая окружает деревянные детали более чем с одной стороны, и, по меньшей мере перед подачей давления, вторичную среду в виде текучей среды. Когда среду, в которой создается давление, подвергают действию давления, деревянные детали подвергаются многостороннему давлению, при этом осуществляют их однородное сжатие. Камера давления снабжена средствами регулировки количества вторичной среды, которое проникает в древесину во время обработки. Эти средства могут состоять из клапанов для откачивания или из оболочек, которые окружают деревянные детали и являются непроницаемыми для вторичной среды. Изобретение позволяет уменьшить время обработки древесины под давлением. 7 з.п.ф-лы, 2 ил.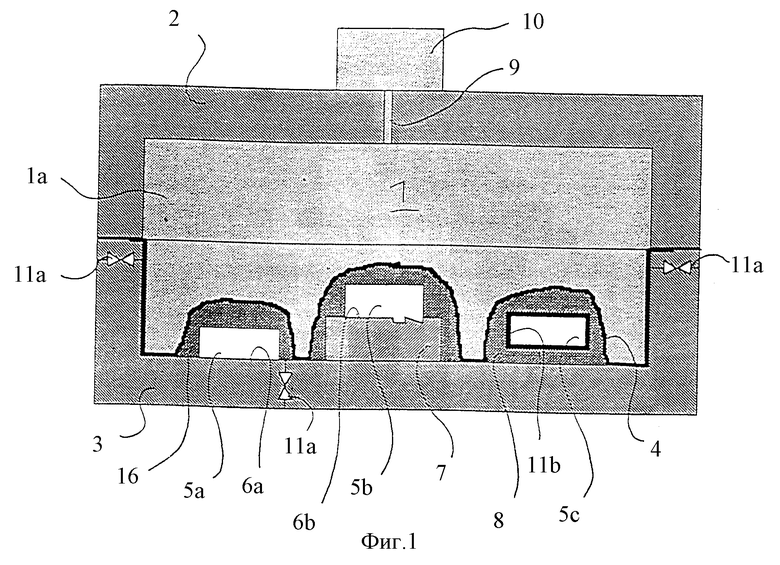
| Обратный клапан | 1973 |
|
SU446702A1 |
| Клещевой захват-кантователь для штучных грузов | 1972 |
|
SU460235A1 |
| US 3621897 А, 27.02.1970. | |||

