Область техники
Изобретение относится к металлургии, в частности к химико-термической обработке изделий из металлов, преимущественно сталей, и их сплавов.
Предшествующий уровень техники
Известны способы улучшения механических свойств изделий из металлов и сплавов упрочнением их поверхностных слоев, например, нанесением нитридных покрытий путем азотирования в атмосфере аммиака или газовой смеси при высокой температуре и давлении. Увеличения твердости и глубины упрочняемого слоя достигают предварительной обработкой поверхностей, например, путем легирования их нитридообразующими элементами посредством электронно-лучевых технологий (SU, 1707997, С23С 14/48, 1997 г.) или с помощью лазерного нагрева (RU, 2148676 C1, С23С 8/26, 2000 г.) с последующим после проведения азотирования отжигом. Упрочнения достигают благодаря формированию в поверхностном слое деталей структуры, содержащей мелкодисперсные нитриды легирующих элементов. Твердость и глубина упрочняемого слоя определяются скоростью процесса выделения нитридов, что, в свою очередь, зависит от точности поддержания температуры отжига и длительности этого процесса.
Известен способ (RU, 2133299 С1, кл. C23F 17/00, 1999 г.), в основе которого лежит предварительная горячая обработка детали давлением, охлаждение на воздухе и азотирование при температуре, исключающей рекристаллизацию структуры детали, при направлении диффузного потока перпендикулярно направлению деформации. В материале с наличием текстуры горячей деформации и при направлении диффузионного потока перпендикулярно направлению деформации интенсивнее диффундирует азот и образующиеся нитриды распределяются более равномерно и плотно. Однако этот способ эффективен преимущественно для азотирования изделий из низкоуглеродистых мартенситных сталей и не подходит для малопластичных материалов.
Известны способы упрочнения изделий из металлов и сплавов, путем газового азотирования в присутствии катализаторов - веществ и соединений, изменяющих кинетику химической реакции. Состав катализаторов, так же как и механизмы их воздействия могут быть различными.
Например, в способе по патенту RU, 2208659С1, С23С 8/30, 2003 г. высокотемпературный катализатор сферической формы использован для принудительной циркуляции газовоздушной насыщающей смеси в рабочем пространстве с целью обработки азотируемой поверхности («пескоструйный» эффект) для ускорения изотермических и диффузионных процессов.
В способах по патентам ЕР, 0408168, С23С 8/02, 1991 г.; DE, 19652125, С23С 8/24, 1998 г. интенсификации процесса азотирования при получении глубоких упрочненных слоев достигают применением в качестве катализаторов веществ, вступающих во взаимодействие с поверхностными оксидами, эффективно очищающих поверхность обрабатываемого изделия и способствующих ее пластифицированию.
Известны способы, в которых аммиакосодержащие газовые потоки предварительно подвергаются каталитической обработке (RU, 2109080, С23С 8/24, 1998 г.) различными по своему химическому составу катализаторами, например, на основе оксидов алюминия, оксидов кремния или из металлов и их сплавов, содержащих в своем составе каталитически активные элементы из ряда металлоплатиновой группы. Газосодержащая атмосфера, подвергнутая каталитической обработке упомянутыми элементами и соединениями, приобретает особую активность в отношении азотирующего воздействия на изделия из сталей и сплавов, поскольку, по мнению авторов изобретения, активными компонентами в газосодержащей среде являются лабильные, высокоактивные в химическом отношении образования (азот-, водород-, кислородсодержащие радикалы, ионы, ионорадикалы), проникающие в твердую металлическую матрицу и реагирующие с ней. Введение в процессе азотирования каталитического фактора, воздействующего особым образом на превращения газовых реагентов, позволяет целенаправленно и селективно управлять всем спектром образующихся в этом процессе конечных и промежуточных продуктов. Упомянутый способ позволяет усовершенствовать процесс низкотемпературной химико-термической обработки сталей и сплавов на их основе (устранить ряд проблем, возникающих в процессе НТХТО), так как обеспечивает протекание процесса насыщения металла азотом в условиях, максимально приближенных к бинарной диаграмме железо-азот, при этом возможности катализаторов как активаторов процесса азотирования реализуются в ограниченном температурном диапазоне.
Раскрытие изобретения
Задачей настоящего изобретения является улучшение механических свойств, в частности, повышение твердости и ударной вязкости изделий из металлов, преимущественно сталей, и сплавов на их основе.
Техническим результатом является увеличение глубины и равномерности высокопрочных, но вязких слоев путем интенсификации процесса газового азотирования. Интенсификацию обеспечивают созданием принципиально нового механизма воздействия на материал изделия, обеспечивающего проникновение ионов азота на глубину, более чем на несколько порядков больше обычной.
Дополнительным результатом является возможность промышленной обработки изделий из тугоплавких и малопластичных материалов, а также крупногабаритных изделий и изделий сложной формы.
Задача решается тем, что в способе улучшения механических свойств изделий из металлов, преимущественно сталей, и сплавов на их основе, включающем азотирование в содержащей азот и/или его соединения газовой атмосфере в присутствии катализатора, одновременно с азотированием изделие и катализатор совместно подвергают горячему изостатическому прессованию с соблюдением условий барометрического и температурного воздействия, обеспечивающих достижение плотности дислокаций в объеме изделия, отвечающей условиям перехода части вещества изделия в позитронное состояния материи Дирака. Катализатор применяют с возможностью образования в упомянутой газовой атмосфере высокоактивных веществ и/или соединений, инициирующих в объеме изделия возникновение переходных фаз с образованием позитрония. Горячее изостатическое прессование производят в газостате, а азотирование полых изделий осуществляют со стороны их внутренней поверхности, причем горячее изостатическое прессование ведут при барометрическом воздействии от 100 до 300 МПа и температуре до 2500°С. В качестве катализатора используют элементы I группы Периодической системы. При азотировании изделий полой формы катализатор помещают внутрь изделия, а горячее изостатическое прессование ведут с использованием элементов конструкции изделия.
Сущность способа может быть пояснена следующим образом.
Установлено, что при стабильном фазовом состоянии как обрабатываемого материала, так и насыщающей атмосферы азотирование малоэффективно из-за низкой диффузии азота, обусловленной малой пластичностью и большим сопротивлением деформации металла, а наиболее интенсивное насыщение твердой металлической матрицы азотом происходит в условиях фазовых превращений. Азот при этом диффундирует интенсивнее, а образующиеся нитриды распределяются более равномерно и плотно.
Создание условий нестабильности фазового состояния материала изделия обеспечивают, воздействуя на изделие и присутствующий при этом катализатор горячим изостатическим прессованием (далее по тексту ГИП). Особенность ГИП заключается в том, что этот процесс позволяет задавать большие пластические деформации без изменения формы образца.
При пластической деформации возрастает плотность дислокаций - важнейшего вида дефектов кристаллической структуры, источника внутренних напряжений в кристалле. Линия дислокации - места максимального искажения кристаллической решетки. Собственно пластическая деформация и происходит за счет движения и размножения дислокаций. Пластичность и вязкость металла - следствие достаточности дислокаций и плоскостей, по которым они скользят, а деформационное упрочнение обусловлено плотностью дислокаций и усилением их взаимодействия.
Атомы вблизи дислокаций смещены из своих положений равновесия и перевод их в новые положения в искаженном кристалле требует меньше затрат энергии, чем для атомов в неискаженном. Дислокации не могут зародиться только в результате теплового движения. Для их зарождения и для увеличения протяженности, пути скольжения уже возникших в процессе образования кристалла дислокаций нужна его высокотемпературная деформация. В условиях высокотемпературной деформации увеличивается не только плотность дислокаций, но и скорость диффузии в кристалле и уменьшается химическая стойкость последнего. Энергетический барьер для смещения дислокаций, определяемый энергией межатомных связей, тем меньше, чем больше зона искажений в окрестности дислокаций, при этом возле линии дислокации структура кристалла деформируется с затуханием искажения обратно пропорционально расстоянию от этой линии. Деформация реального кристалла начинается, когда внешнее напряжение достигает значения, необходимого для начала движения дислокаций, то есть разрыва межатомных связей рядом с дислокацией.
Известно также, что только под воздействием внешнего напряжения возникают дислокации с симметрией, имеющей отличную от нуля кривизну, среди которых наиболее перспективной с точки зрения энергетики для задач, решаемых настоящим изобретением, являются осесимметричные винтовые спирали.
Винтовая дислокация соответствует оси спиральной структуры в кристалле, характеризуемом искажением, вместе с нормальными параллельными плоскостями формирующим непрерывную винтовую наклонную плоскость, вращающуюся относительно дислокации.
Горячее изостатическое прессование, в основе которого лежит известный закон Паскаля, предполагает помещение изделия в газообразную (или жидкую) среду, на которую действует определенное давление, в итоге распределяющееся равномерно по поверхности изделия, подвергая его сжатию по многим направлениям. Основная задача ГИП - повышение плотности изделий, обладающих закрытыми дефектами. Эта технология позволяет придавать материалам изделия высокие прочностные и пластические характеристики, во многих случаях значительно превышающие уровни, достигаемые, например, при горячей деформации. В результате горячего изостатического воздействия на изделие в его объеме создаются напряжения, вызывающие нарушения периодичности двумерного типа в кристаллической решетке (вызывающие изменение плотности дислокаций), вдоль которых и происходит диффузия насыщающего вещества в объем. Атомам внедрения выгодно перемещаться в область растянутой (искаженной) кристаллической решетки. Каналы искажения являются каналами облегченной диффузии.
Для математического описания процессов деформации металлов используются различные модели упругопластического поведения материала. Важной составляющей модели является зависимость упругих констант, а в случае изотропных материалов (какими являются металлы) модуля сдвига G от термодинамических параметров состояния - давления и температуры. Существует модель Стейнберга (Guinan M.W., and Steinberg D.J. Pressure and temperature of the isotropic policristalline shear modulus for 65 elements. J.Phys.Chem.Solids, 1974, vol. 35, pp. 1501-1512) [1], в которой зависимость модуля сдвига от температуры и давления принимается в следующем виде:
G (P, J)=G0 [l+АР/δ1/3-В (Т-Т0)],
где G - модуль сдвига,
G0 - значение модуля сдвига при нормальных условиях Р=0, Т=Т0=300 К,
А, В - константы, зависящие от свойств вещества изделия и полученные в результате анализа экспериментальной информации, представленной в Steinberg D.J., Cohran S.G., Guinan M.W. A constitutive model for metals at high-strain rate. J. Appl. Phys., 1980, vol. 51 (3), pp. 1498-1504 b d Steinberg D.J. Equation of state and strength properties of selected materials. LLNL report No. URCL-MA-106439, 1966 [2],
δ=ρ/ρ0 - соотношение плотности материала изделия при нормальных и текущих условиях термодинамического состояния.
Приходящаяся на единицу длины энергия дислокаций определяется работой, необходимой для создания дислокаций.
Для винтовой дислокации:

где: G - модуль сдвига,
b - вектор Бюргерса,
r0, r1 - сферические координаты точки в окрестности дислокационной линии.
Итак, величина внутренней энергии дислокации пропорциональна длине дислокации и квадрату вектора Бюргерса. Энергия всего дислокационного ансамбля (энергия деформации кристаллической решетки) определяется общей длиной дислокаций и междислокационными расстояниями, а следовательно, плотностью дислокаций.
UΣ=UвинтVη, где η - плотность дислокаций.
Отсюда очевидна зависимость плотности винтовых дислокаций в материале изделия от термодинамических параметров внешнего воздействия.
Воздействие осуществляют для достижения так называемой «критической» плотности винтовых дислокаций, то есть плотности, отвечающей условиям плотности дислокаций в субстрате, находящемся в позитронном состоянии материи Дирака (или иначе - в пятом состоянии вещества). Процесс перехода малой части упомянутого вещества (при соблюдении определенных условий осуществления квантово-механического резонанса) в пятое состояние сопровождается выделением значительного количества энергии, способствующей увеличению скорости и глубины диффузии насыщающего вещества в объем изделия. Это утверждение основано на понимании сущности позитронного состояния материи Дирака, изложенной в монографии "The Principles of Quantum Mechanics" by P.A.M.Dirac. Second Edition. Oxford, 1935 [3], и процессов, протекающих в материале изделия при введении его в квантово-механический резонанс с пятым состоянием вещества, в труде А.И. Ахиезер, В.В. Берестецкий "Квантовая электродинамика", Наука, Москва, 1969 г. [4].
Условия создания квантово-механического резонанса в микрообъеме вещества основаны на законе сохранения энергии и момента импульса. В качестве инициирующего воздействия с целью введения в упомянутое состояние необходимо создать определенную плотность энергии на единицу объема вещества, а также необходимую плотность импульса либо его момента, что вызывает поляризационные процессы в позитронном состоянии материи Дирака, сопровождающийся возбуждением частиц и античастиц, причем античастица позитрон аннагилирует с веществом изделия, выделяя необходимую дополнительную энергию. Аннигиляция сопровождается образованием единичных γ-фотонов, регистрация которых известными доступными средствами позволяет судить о достижении плотности дислокаций в веществе изделия критического значения.
С учетом вышеизложенного можно определить барометрический и температурный режим горячего изостатического прессования, обеспечивающий введение малой части вещества в квантово-механический резонанс с позитронным состоянием материи Дирака. Экспериментально подтвержден расчетный интервал значений рабочих режимов ГИП, при поддержании которых задачи настоящего изобретения решаются наилучшим образом:
Р=100…300 МПа,
Т=1500…2500°С.
Повышение по сравнению с атмосферным давления насыщающей атмосферы способствует также и интенсификации абсорбционных процессов на поверхности обрабатываемых изделий, на которой происходит более интенсивное возрастание концентрации насыщающего элемента, что приводит к увеличению градиента концентрации и, соответственно, ускорению диффузионных процессов. Кроме того (закон Сивертса), при повышении давления насыщающей среды увеличивается растворимость азота в металле, что предотвращает образование хрупких нитридных фаз на поверхности упрочняемых изделий.
Усиление эффекта интенсификации диффузии азота в толщу материала изделия достигают применением катализаторов - веществ, образующих с азотом высокоактивные соединения, не преобразующиеся в ε-фазу. Свойство катализаторов изменять кинетику реакции азотирования, а именно увеличивать скорость протекания реакции, способствовать расщеплению молекул азота на атомы, увеличивать концентрацию положительно заряженных частиц-ионов, в том числе азота и самого катализатора, препятствует быстрому отверждению образованных соединений в приповерхностном слое изделия и тем самым повышает градиент диффузии азота в его объем, что ведет к повышению концентрации насыщающего вещества (азота) в изделии.
Наибольший эффект достигается при подборе состава катализаторов, обеспечивающего при взаимодействии с насыщающей атмосферой в условиях горячего изостатического прессования образование веществ и соединений, инициирующих в объеме изделия фазовые переходы с возникновением позитрония, являющегося активным восстановителем. Как известно, реакции подобного типа (реакции восстановления) сопровождаются выделением значительного количества энергии. Это обстоятельство, а также определенные изменения в кристаллической решетке, связанные с образованием позитрония, усиливают эффект, наступающий в материале изделия под воздействием горячего изостатического прессования.
В качестве катализатора, способного обеспечить вышеописанные процессы, могут быть применены элементы I группы Периодической системы элементов, как обладающие следующими свойствами:
- имеющие самый малый ионный радиус (легко диффундирующие),
- имеющие водородоподобный спектр,
- имеющие близкие квантовые числа, обеспечивающие необходимые магнитные и орбитальные моменты,
- имеющие ядерное строение, способствующее образованию позитрония,
- содержащие энергетические уровни, расстояние между которыми соответствует энергии гамма-кванта (2m0c2, где m0 - масса электрона, с - скорость света в вакууме).
Вариант осуществления изобретения
Процесс горячего изостатического прессования может быть осуществлен в газостате - устройстве для газостатической обработки, в котором рабочим телом, передающим всестороннее воздействие, является азотсодержащий газ. Конструкция газостата, а именно входящий в его состав сосуд высокого давления, обеспечивает необходимые для наиболее эффективной реализации способа условия барометрического (до 300 МПа) и температурного (до 2500°С) воздействия. Этим требованиям отвечает ряд установок, например, разработанных и сконструированных в США (в институте Баттера). Вместе с обрабатываемым изделием в газостат загружают катализатор. Азотирование полых изделий целесообразно вести воздействием на их внутреннюю поверхность. В этом случае для обработки крупногабаритных полых изделий возможно использование их конструкции в качестве элементов устройства газостатирования. Например, внутренняя полость достаточно протяженного отрезка толстостенной трубы, надлежащим образом герметизированная с торцов, может служить резервуаром высокого давления (по аналогии с газостатом) и заполняться азотсодержащим газом и катализатором. По окончании процесса азотирования производят дегазацию изделия и очищение его от примесей путем отжига.
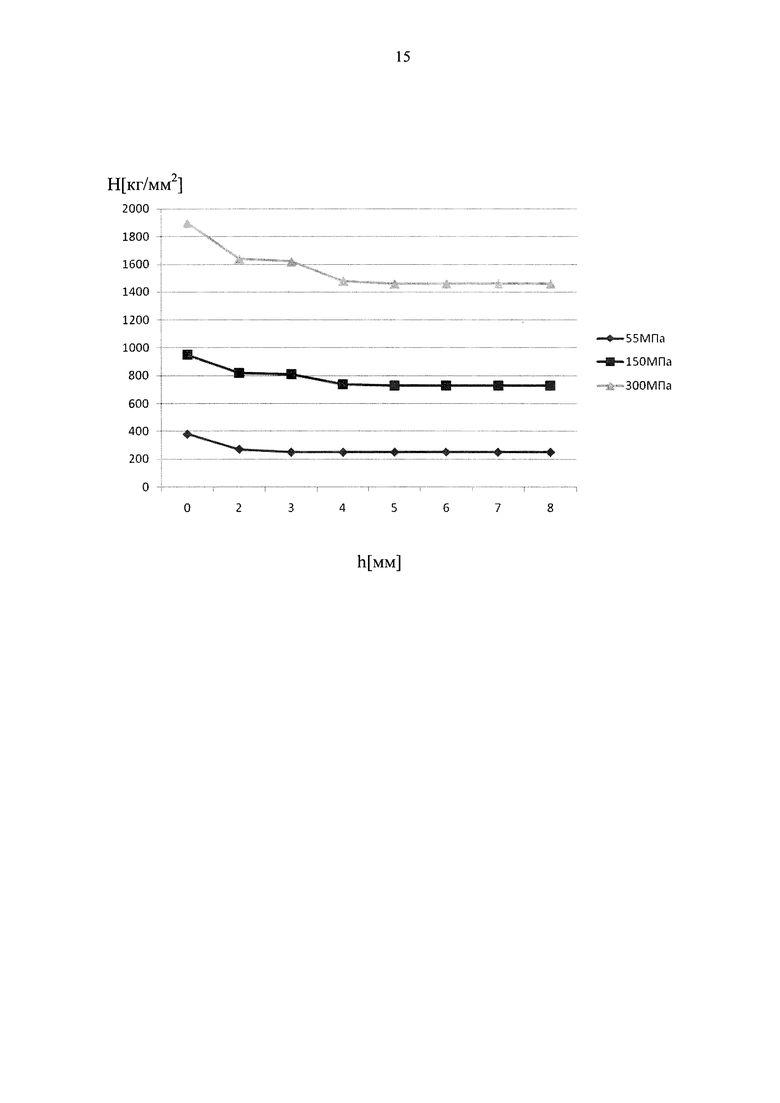
В результате проведенных многочисленных экспериментов по упрочнению изделий из сталей различного состава достигнута высокая микротвердость материала при значительной глубине диффузионного слоя, следствием чего явилось повышение износостойкости изделий в 2…10 раз. Экспериментальные данные о распределении микротвердости по глубине слоя материала образцов изделия иллюстрируются чертежом. Данные получены в условиях воздействия на образцы азотосодержащей атмосферы температурой Т=1050°С и давлением 55, 150 и 300 МПа соответственно.
Промышленная применимость
Изобретение используется для упрочнения изделий из металлов и сплавов с целью повышения их эксплуатационной стойкости и может найти применение в металлургической, нефтедобывающей, машиностроительной и других отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения объемных изделий из высокоэнтропийного сплава, легированного азотом, методом селективного лазерного плавления | 2023 |
|
RU2821178C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2625864C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2023 |
|
RU2795620C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2787278C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДНОЙ МАТРИЦЫ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2686831C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2351685C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2777058C1 |
| Способ ионного азотирования детали из алюминиевого сплава | 2023 |
|
RU2812924C1 |
| СПОСОБ ЦИКЛИЧЕСКОГО ГАЗОВОГО АЗОТИРОВАНИЯ ШТАМПОВ ИЗ СТАЛЕЙ ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ | 2012 |
|
RU2519356C2 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2023 |
|
RU2812940C1 |
Изобретение относится к металлургии, а именно к химико-термической обработке изделий из металлов и их сплавов, преимущественно сталей, и может быть использовано для упрочения изделий и повышения их эксплуатационной стойкости. Способ включает азотирование изделий в содержащей азот и/или его соединения газовой атмосфере в присутствии катализатора. Изделие и катализатор одновременно подвергают горячему изостатическому прессованию при барометрическом воздействии 100-300 МПа и температуре 1500-2500°С с обеспечением достижения критической плотности дислокаций в объеме изделия, отвечающей условиям перехода части вещества изделия в позитронное состояние материи Дирака. Достигается повышение твердости и ударной вязкости изделий. 5 з.п. ф-лы, 1 ил.
1. Способ химико-термической обработки изделий из металлов и их сплавов, преимущественно сталей, включающий азотирование изделия в содержащей азот и/или его соединения газовой атмосфере в присутствии катализатора, отличающийся тем, что изделие и катализатор одновременно подвергают горячему изостатическому прессованию при барометрическом воздействии 100-300 МПа и температуре 1500-2500°С с обеспечением достижения критической плотности дислокаций в объеме изделия, отвечающей условиям перехода части вещества изделия в позитронное состояние материи Дирака.
2. Способ по п. 1, отличающийся тем, что используют катализатор, обеспечивающий образование в газовой атмосфере высокоактивных веществ и/или соединений, инициирующих в объеме изделия возникновение переходных фаз с образованием позитрония.
3. Способ по п. 1, отличающийся тем, что азотирование изделий осуществляют в газостате.
4. Способ по п. 1, отличающийся тем, что обработке подвергают полые изделия, при этом азотирование осуществляют со стороны их внутренней поверхности.
5. Способ по п. 2, отличающийся тем, что в качестве катализатора используют элементы I группы Периодической системы.
6. Способ по п. 4, отличающийся тем, что катализатор помещают во внутреннюю полость изделия, а условия для горячего изостатического прессования создают с использованием элементов конструкции изделия.
| US 4511411 A1, 16.04.1985 | |||
| RU 2003732 C1, 30.11.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ДЕТАЛИ | 1996 |
|
RU2109081C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

