Область техники, к которой относится изобретение
Изобретение относится к машине для тиснения и ламинирования, включающей в себя первый тиснильный цилиндр с поверхностью, на которой размещена первая группа выступов, второй тиснильный цилиндр с поверхностью, на которой расположена вторая группа выступов, причем указанные два тиснильных цилиндра образуют зону сжатия между собой, а также первый и второй нажимные валки, взаимодействующие соответственно с первым и вторым тиснильными цилиндрами; и в которой выступы из указанных первой и второй групп выполнены таким образом, что в указанной зоне сжатия часть выступов первой группы совпадает с некоторыми выступами второй группы, в то время как другие выступы первой группы находятся не в фазе с соответствующими выступами второй группы.
Существующий уровень техники
Машины для тиснения применяются обычно для обработки бумажных слоев с тем, чтобы получить полуфабрикат, предназначенный для производства рулонов туалетной бумаги, рулонов кухонных полотенец, бумажных носовых платков, бумажных салфеток и т.д.
Устройство и известный способ его применения описаны, например, в Европейской заявке 0370972.
Эти устройства обычно снабжают двумя симметричными тиснильными цилиндрами одинакового диаметра, так что в области максимального сближения двух цилиндров, где они практически соприкасаются друг с другом и где два слоя материала соединяются с помощью сжатия и склеивания для получения многослойного полосового материала, наблюдается точное соответствие между выступами на одном цилиндре и выступами на другом цилиндре. По существу выступы одного цилиндра располагаются по правосторонней спирали, а выступы другого цилиндра располагаются по левосторонней спирали, причем спирали имеют равный и противоположный наклон относительно осей соответствующих цилиндров. Таким образом получается полосовой продукт, в котором выступы на одном слое совпадают с выступами на другом слое и сцепляются с ними после прижима выступов друг к другу и после нанесения клея на выступы одного из этих слоев.
Для преодоления проблем, возникающих при использовании цилиндров с очень мелкими и тесно расположенными выступами, предложено (Европейская заявка 0426548), чтобы два слоя подверглись тиснению различными рисунками, иными словами, рисунками, на которых по меньшей мере в одном направлении размещения выступы одного слоя имеют иной интервал размещения, чем выступы, размещенные в том же направлении на другом слое. Таким образом получается полоса, в которой слои соединяются между собой на ограниченных участках, а не по всей площади полосы. Таким образом достигается преимущество, заключающееся в том, что два тиснильных цилиндра находятся не вполне в одной фазе для достижения точного совмещения всех точек, что особенно трудно при уменьшении размеров точек.
На практике только некоторые выступы одного тиснильного цилиндра совпадают с выступами другого цилиндра в зоне сжатия между двумя тиснильными цилиндрами, через которую пропускаются два бумажных слоя, предназначенные для соединения и ламинирования c целью изготовления полосы бумаги. Таким образом, на обоих тиснильных цилиндрах имеются небольшие участки, на которых выступы подвергаются механическим напряжениям (где соединяются два слоя), и большие участки, на которых выступы не подвергаются напряжениям (где отсутствует взаимное соответствие между выступами двух цилиндров).
Давление, приложенное к двум слоям в процессе ламинирования между тиснильными цилиндрами, является значительным. Когда, как в случае Европейской заявке N 0426548, площади контакта уменьшаются, возникает концентрация напряжений, увеличение удельного давления и в результате постепенное и концентрированное разрушение материала, образующего выступы на участках контакта.
В действительности было обнаружено, что тиcнильные цилиндры, изготовленные для производства полосового материала так, как описано в Европейской заявке 0426548, изнашиваются гораздо быстрее, чем обычные тиснильные цилиндры, предназначенные для работы с точным совпадением всех выступов другого цилиндра на участке ламинирования, и связанным с этим распределением напряжений по большой площади поверхности.
Описание изобретения
Целью настоящего изобретения является создание машины для тиснения и ламинирования, не требующей точного совмещения тиснильных цилиндров при одновременном устранении недостатка, заключающегося в постоянной концентрации разрушающего действия на одних и тех же выступах цилиндров.
Эта цель в машине для тиснения и ламинирования, включающей в себя первый тиснильный цилиндр c поверхностью, на которой размещена первая группа выступов, второй тиснильный цилиндр c поверхностью, на которой размещена вторая группа выступов, причем указанные два тиснильных цилиндра образуют зону сжатия между собой, а также первый и второй нажимные валки, взаимодействующие с первым и вторым тиснильными цилиндрами соответственно; и в которой выступы из указанных первой и второй групп выполнены таким образом, что в указанной зоне сжатия часть выступов первой группы совмещается с частью выступов второй группы, в то время как другие выступы первой группы не совмещаются с соответствующими выступами второй группы, достигается тем, что два тиснильных цилиндра имеют различные диаметры.
На осях двух тиснильных цилиндров установлены соответствующие зубчатые колеса, находящиеся в зацеплении между собой и передающие вращательное движение от одного цилиндра на другой, причем указанные зубчатые колеса имеют различное количество зубцов, так что два тиснильных цилиндра разного диаметра приводятся во вращение с одинаковой периферийной скоростью.
Выступы из первой группы расположены через первый интервал вал в первом направлении размещения и через второй интервал во втором направлении размещения, причем указанные первое и второе направления размещения образуют между собой угол α, отличающийся от нуля, выступы второй группы располагаются через указанный первый интервал в третьем направлении размещения и через указанный второй интервал в четвертом направлении размещения, причем третье и четвертое направления размещения образуют между собой угол, приблизительно равный углу α, образуемому первым и вторым направлениями, при этом первое направление размещения и третье направление размещения наклонены в одном и том же направлении относительно осей соответствующих тиснильных цилиндров, первое и третье направления размещения имеют одинаковый наклон или различные наклоны относительно осей соответствующих тиснильных цилиндров.
Выступы первой группы расположены через первый интервал в первом направлении размещения и через второй интервал во втором направлении размещения, причем первое и второе направления размещения образуют между собой угол α, отличающийся от нуля, выступы второй группы расположены через первый интервал в третьем направлении размещения и через второй интервал в четвертом направлении размещения, причем третье и четвертое направления размещения образуют между собой угол, приблизительно равный углу α, образуемому первым и вторым направлениями, первое направление размещения и третье направление размещения наклонены в противоположных направлениях относительно осей соответствующих тиснильных цилиндров, образуя с осями разные углы.
Выступы первой группы выровнены в направлении размещения с интервалом, отличающимся от интервала между выступами второй группы в соответствующем направлении размещения.
Плотность размещения выступов составляет от 6 до 150 выступов на см2 и предпочтительно от 10 до 60 выступов на см2.
Температура двух тиснильных цилиндров в процессе работы контролируется.
Машина для тиснения и ламинирования содержит тензодатчик, который посылает сигнал, пропорциональный давлению между двумя тиснильными цилиндрами, и систему управления, которая, основываясь на указанном сигнале, удерживает давление между тиснильными цилиндрами на постоянном уровне.
Два цилиндра приводятся во вращение с несколько различающейся периферийной скоростью.
Данная цель в способе тиснения и ламинирования, при котором первый слой полосового материала подвергают тиснению и пропускают вокруг первого тиснильного цилиндра с первой группой выступов, второй слой подвергают тиснению отдельно от первого слоя и пропускают вокруг второго тиснильного цилиндра со второй группой выступов, два тисненых слоя ламинируют в зоне сжатия, образуемой между двумя тиснильными цилиндрами, по меньшей мере на один из указанных слоев наносят клей, выступы двух тиснильных цилиндров совмещают друг с другом только на определенных участках в указанной зоне сжатия, достигается тем, что используют два тиснильных цилиндра разного диаметра.
По существу, в отличие от предшествующих технических решений изобретение предусматривает, что два тиснильных цилиндра, хотя и обладающие одинаковой периферийной скоростью, имеют несколько различающиеся диаметры. Таким образом выступы двух тиснильных цилиндров, взаимодействующие между собой по мере соединения вместе слоев, непрерывно меняются в результате различной угловой скорости двух цилиндров, так что все выступы на каждом цилиндре на определенной стадии смещаются, в результате чего их нагрузка и износ происходят равномерно.
Это позволяет значительно продлить срок службы тиснильных цилиндров не только за счет того, что давление, которое распределяется по всем выступам, вызывает меньший износ, но и за счет того, что становится допустимой более высокая степень разрушения. В системах, в которых выступы на некоторых участках деформированы, разрушение рабочих выступов скоро становится таким, что правильное ламинирование слоев оказывается более невозможным без взаимного проникновения недеформированных выступов, но это не относится к машине для тиснения, являющейся предметом настоящего изобретения, в которой разрушение происходит равномерно по всему цилиндру и может, таким образом, быть компенсировано за счет уменьшения зазора между тиснильными цилиндрами. Концентрированное разрушение на определенных участках также создает серьезные проблемы в случае нанесения на слои клея. Это объясняется тем, что при уменьшении площадей контакта между цилиндрами в результате разрушения слой, опирающийся на цилиндр, не получает клея на этих участках, и поэтому два слоя не соединяются между собой. Ограниченная разница в высоте выступов на участке контакта между тиснильными цилиндрами достаточна для потери сцепления между слоями, выходящими из машины для тиснения и ламинирования.
Другие положительные особенности машины для тиснения, являющейся предметом настоящего изобретения, представлены в следующем описании и прилагаемой формуле изобретения.
Краткое описание чертежей
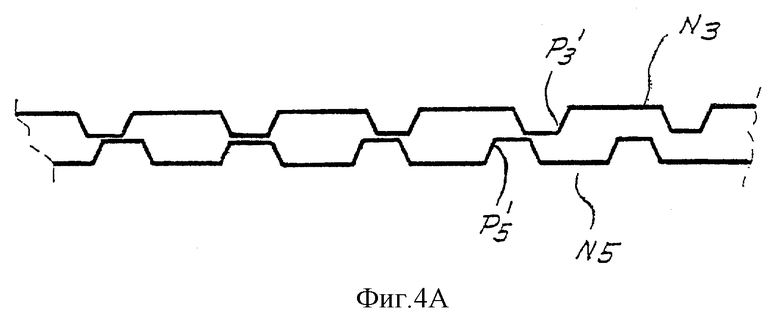
Изобретение можно будет лучше понять на основе описания и прилагаемых чертежей, которые демонстрируют практический и не ограничивающий пример реализации изобретения. На чертежах фиг.1 изображает схему машины для тиснения и ламинирования согласно изобретению; фиг. 1А - локальный частичный разрез по линии А-А на фиг. 1; фиг. 2 и 3 - два вида соответственно по линиям со стрелками II-II и III-III на фиг. 1, части развертки на плоскости цилиндрических поверхностей двух тиснильных цилиндров в возможном варианте реализации; фиг. 4 - схематически части двух тисненых и соединенных слоев при их выходе из машины для тиснения, показанной на фиг.1-3; фиг. 4А - схематически разрез полосового материала в плоскости, перпендикулярной поверхности материала и параллельной одному из направлений размещения выступов; фиг. 5 - такие же, что и на фиг. 4, два соединенные слоя, полученные при пересечении двух тиснильных цилиндров под определенным углом; фиг. 6 - в увеличенном масштабе участок с фиг. 5.
Детальное описание вариантов реализации изобретения
Машина для тиснения и ламинирования, обозначенная позицией 1, будет первоначально описана со ссылкой на фиг.1.
Два тиснильных цилиндра 3 и 5, оси которых расположены параллельно, а поверхности снабжены выступами для тиснения, установлены на раме машины 1. В зоне сжатия, образуемой двумя цилиндрами 3 и 5, выступы (или скорее некоторые из них, как будет показано далее) находятся в контакте между собой.
Тиснильный цилиндр 3 взаимодействует с нажимным валком 7, который также может быть снабжен тисненой поверхностью или же может быть покрыт упругим материалом типа резины и тому подобного. Позицией 9 обозначен второй нажимной валок, подобный валку 7 и взаимодействующий с тиснильным цилиндром 5. Два нажимных валка 7 и 9 установлены на соответствующих подвижных элементах 7A и 9A, являющихся шарнирными и подвергнутых воздействию упругого усилия, например, посредством поршневых систем 7B и 9B, которые прижимают соответствующие нажимные валки к соответствующим тиснильным цилиндрам 3 и 5.
Позиции N3 и N5 обозначают два слоя бумаги или подобного ей материала, которые подаются соответственно между тиснильным цилиндром 3 и нажимным роликом 7 и между тиснильным цилиндром 5 и нажимным роликом 9, так, чтобы они могли подвергаться тиснению по отдельности. Два тисненых слоя остаются в зацеплении с соответствующими тиснильными цилиндрами 3 и 5 и, после нанесения приспособлением 14 клея на выступы слоя N3, соединяются между собой в зоне сжатия между двумя тиснильными цилиндрами 3 и 5, причем выступы одного тиснильного цилиндра движутся на расстоянии, меньшем суммарной толщины двух слоев N 3 и N 5, от выступов другого тиснильного цилиндра. Таким образом достигается давление, необходимое для склеивания двух слоев и формирования двухслойного полосового материала N 2, после чего материал отводится по отводящим валкам 10 и 12, или с помощью другого известного способа, для дальнейшей обработки на технологической линии, например, для сматывания в рулоны.
Два тиснильных цилиндра выполнены с выступами P3 и P5, распределенными таким образом, что на участке соединения слоев только часть выступов P3 совмещается с соответствующими выступами P5, в то время как на других участках совмещения не происходит.
Это можно сделать известным способом путем распределения выступов, как описано в Европейской заявке 0426548, иными словами, путем формирования выступов на одном цилиндре с интервалом, отличающимся от интервала между выступами на другом цилиндре. Однако недостатком этого решения является необходимость выполнения механической обработки двух тиснильных цилиндров различными инструментами.
С другой стороны, два тиснильных цилиндра 3,5 могут быть выполнены таким образом, что на обоих цилиндрах отчеканен одинаковый рисунок, однако расположенный с такими наклонами, которые не допускают наложения или, иными словами, совмещения между всеми выступами одного цилиндра и всеми выступами другого цилиндра, однако при наложении или совмещении на отдельных участках.
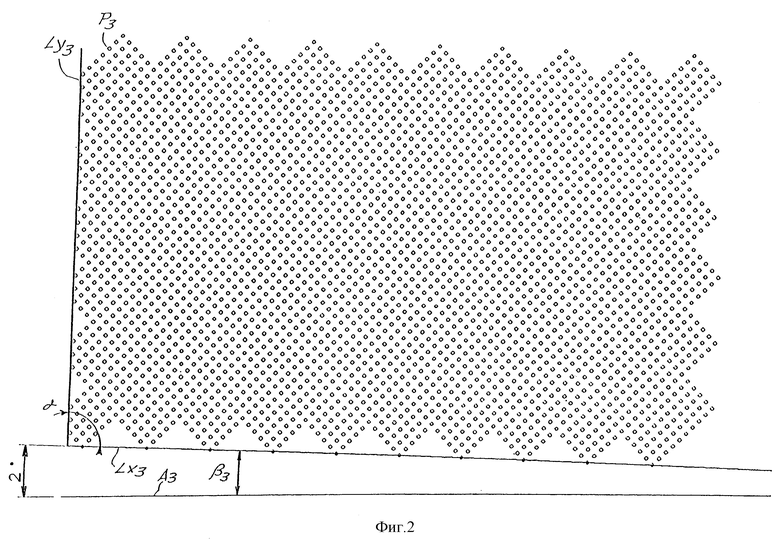
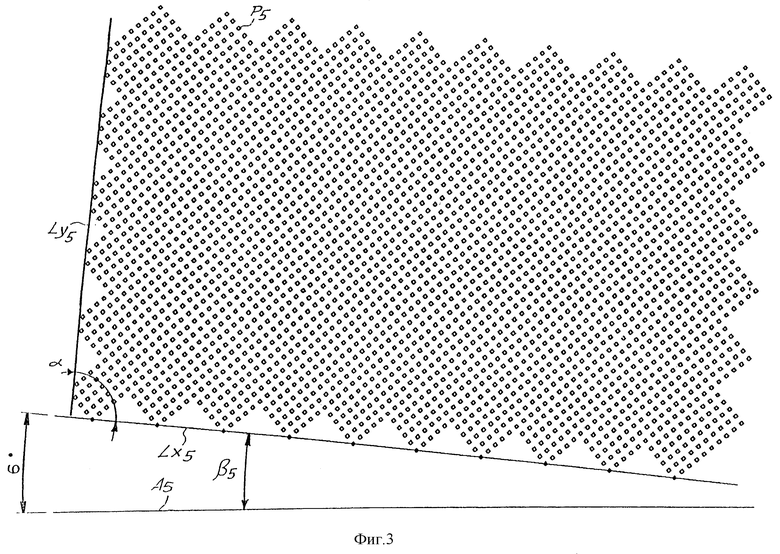
Для этой цели, согласно первому варианту реализации, при наблюдении двух тиснильных цилиндров 3 и 5 с одной стороны (линии со стрелками II-II и III-III на фиг. 1) можно видеть две группы выступов (первая группа на тиснильном цилиндре 3 и вторая группа на тиснильном цилиндре 5), представленные в частичной развертке на плоскости на фиг. 2 и 3.
Выступы P3 первой группы (тиснильный цилиндр 3) размещены в первом и втором направлениях размещения, обозначенных как Lx3 и Ly3 и образующих между собой угол α, отличающийся от нуля. В примере, показанном на фиг. 2, выступы P3 располагаются через одинаковые интервалы вдоль Lx3 и Ly3, однако это необязательно. Направление Lx3 образует с направлением оси A3 первого тиснильного цилиндра 3 угол β, равный 2o.
Выступы P5 второй группы на тиснильном цилиндре 5 размещены в третьем и четвертом направлениях размещения, обозначенных на фиг.3 как Lx5 и Ly5. Направления размещения Lx5 и Ly5 образуют между собой тот же угол α (или, по крайней мере, угол, очень близкий к α,, с отклонением приблизительно 1-3o), и ориентированы в том же направлении относительно оси A5 тиснильного цилиндра 5. Направление Lx5 на фиг.3 наклонено вниз слева направо, так же как направление Lx3 на фиг. 2. Угол β5, образуемый третьим направлением размещения Lx5 с осью A5 тиснильного цилиндра 5 в данном варианте реализации, отличается от угла β3 и равен 6o.
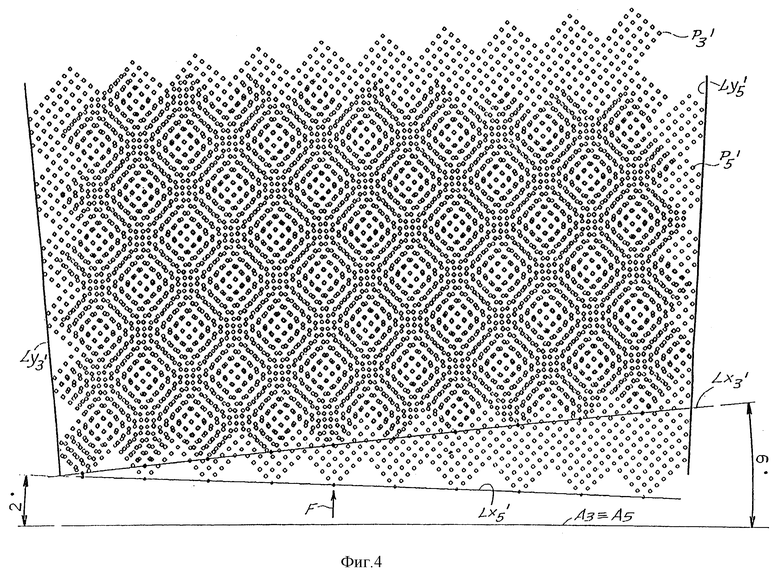
Выступы P3' и P5' отпечатываются на двух слоях N3 и N5 в форме рисунка, соответствующего формируемому выступами P3 и P5 на двух тиснильных цилиндрах 3 и 5 соответственно. В результате после соединения двух слоев не наблюдается наложения или совмещения каждого выступа одного слоя с соответствующим выступом другого слоя, однако, как показано на фиг.4, на некоторых участках наблюдается совмещение. Участки, на которых выступы совмещаются, отделяются друг от друга участками, на которых выступы на одном слое не совпадают с выступами другого слоя. Кроме того, участки, на которых выступы P3' и P5' совмещены, выровнены по двум направлениям, не являющимся параллельными осям A3 и A5 двух тиснильных цилиндров 3 и 5. Это означает, что при соединении слоев N3 и N5 выступы P3 и P5 двух тиснильных цилиндров постепенно входят в контакт в области ламинирования (иными словами, соединения) полос при значительном уменьшении вибрации машины, механических напряжений и шума.
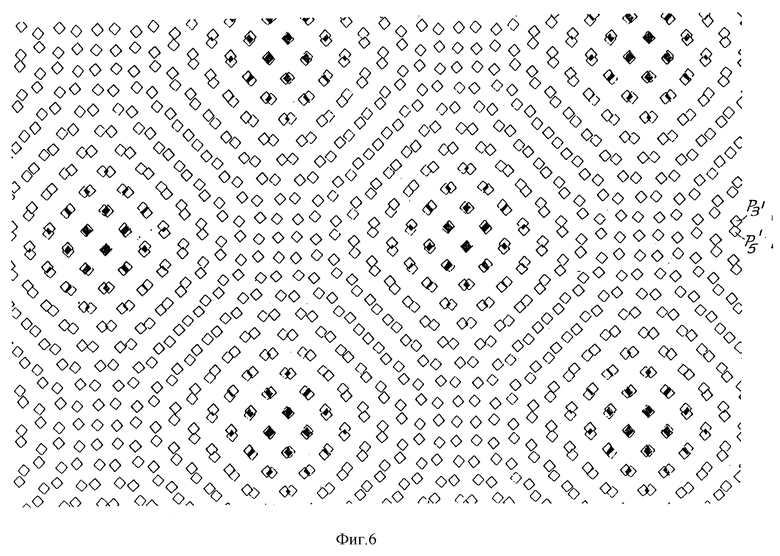
На фиг.4 позициями L'x3, L'y3 и L'x5, L'y5 обозначены направления размещения выступов P3' и P5' на первом и втором слоях соответственно. Буква F обозначает направление продвижения полосового материала, выходящего из машины для тиснения. Когда два направления размещения Lx3 и Lx5 наклонены под одним и тем же углом, например β3= β5= 3°, достигается еще одно преимущество совмещения на некоторых участках выступов соединенных слоев N3 и N5, однако участки совмещения располагаются по линиям, параллельным осям тиснильных цилиндров 3 и 5, как показано на фиг. 5. В этом случае преимущество уменьшения вибрации теряется. Однако остается преимущество изготовления двух тиснильных цилиндров 3 и 5, обладающих в точности идентичными надрезами (и следовательно, выступами).
На фиг.6 показано схематическое изображение в крупном масштабе рисунка с фиг.5, на котором отчетливо видны участки совмещения выступов P3' и P5'.
В предшествующем тексте рассматривались выступы в форме усеченной пирамиды, являющиеся наиболее распространенными. Их легко получить с помощью обычных процессов механической обработки, например, путем копировальной фрезерной обработки. В этом случае направления размещения удачно совпадают с направлениями диагоналей четырехугольных оснований усеченных пирамид. Не исключаются, однако, иные формы выступов.
Кроме того, описанные выше характеристики наклона направлений размещения выступов могут быть одинаковыми по всему соответствующему цилиндру; иными словами, направления Lx3, Ly5, Lx3 и Ly5 могут иметь одинаковый наклон по всей длине тиснильного цилиндра 3 или 5 соответственно. Однако это не является существенным, и наклон направлений размещения может постепенно меняться вдоль оси цилиндра или может меняться на последовательно расположенных отрезках цилиндра.
Следует также отметить, что аналогичный эффект частичного взаимного наложения выступов P3,P5 достигается в случае, если направления размещения Lx3 и Lx5 наклонены в противоположных направлениях относительно осей соответствующих цилиндров 3 и 5, однако образуют различные углы с соответствующими осями.
Как в случае изготовления тиснильных цилиндров 3,5 в соответствии с иллюстрациями с фиг. 2-6, так и в случае их изготовления с выступами P3, P5, расположенными через различные интервалы (так, чтобы добиться контакта между выступами на определенных участках), для того чтобы избежать постоянного совмещения одних и тех же выступов и вызванного этим износа тиснильных цилиндров только на отдельных участках, что быстро сделает их не пригодными к использованию, согласно изобретению цилиндры имеют несколько различающиеся диаметры. На фиг. 1 разница в диаметрах двух тиснильных цилиндров 3 и 5 преувеличена для повышения наглядности чертежа. Однако для целей настоящего изобретения достаточна очень небольшая разница диаметра. Обычно в случае тиснильных цилиндров диаметром 500-600 мм достаточна разница диаметров порядка 10-15 мм. Таким образом, например, можно использовать тиснильный цилиндр диаметром 540 мм и тиснильный цилиндр диаметром 545 мм.
Два тиснильных цилиндра соединяются между собой механически с помощью двух зубчатых колес, обозначенных на фиг. 1A позициями 31 и 33. Поскольку даже при различном диаметре два цилиндра должны иметь одинаковую периферийную скорость, необходимо использовать зубчатые колеса 31,33 с различным количеством зубцов, например с различием на один зубец. Применяемые зубчатые колеса обычно имеют количество зубцов порядка 90-20. Поэтому существует возможность использовать зубчатые колеса, имеющие, например, 108 и 109 зубцов соответственно, причем зубчатое колесо с меньшим количеством зубцов устанавливают на оси тиснильного цилиндра меньшего диаметра. Конечно, соотношение диаметров двух цилиндров будет определяться соотношением количества зубцов двух применяемых зубчатых колес. Приведенные выше цифры приведены исключительно в качестве примера.
Для того чтобы еще больше уменьшить износ, возможен термостатический контроль двух тиснильных цилиндров 3,5. Обнаружено, что при настройке тиснильных цилиндров таким образом, чтобы зазор между ними при машине в холодном состоянии составлял 0,05 мм, этот зазор исчезает или значительно уменьшается через двадцать минут работы за счет радиального расширения тиснильных цилиндров в связи с повышением температуры во время работы (вызванным взаимодействием с нажимными валками, в результате которого выделяется тепло за счет циклического сжатия покрытия нажимного валка). С системой термостатического контроля, например с использованием имеющей постоянную температуру теплопередающей жидкости, циркулирующей в тиснильных цилиндрах 3,5, существует возможность доведения температуры цилиндров до постоянного уровня до начала рабочего цикла, задавая таким образом нужный зазор между выступами, который после этого остается неизменным в течение всего процесса работы.
Кроме того, или с другой стороны, существует возможность применения системы контроля давления между тиснильными цилиндрами, позволяющей поддерживать это давление на постоянном уровне. Эта система схематически показана на фиг. 1. Второй тиснильный цилиндр 5 и второй нажимной валок 9 установлены на качающемся подвижном элементе 16, шарнирно закрепленном в точке 16A на станине машины и прижимаемой поршневым исполнительным механизмом 18 к неподвижному упору 20. Подвижный и регулируемый упор 22, установленный на выступе 24 подвижного элемента 16, взаимодействует с неподвижным упором 20. Неподвижный упор снабжен тензодатчиком, выдающим сигнал, пропорциональный усилию, прилагаемому подвижным упором 22 к блоку управления. Когда известны геометрическая форма системы, усилие, развиваемое поршневым исполнительным механизмом 18, и усилие, обнаруженное тензодатчиком на неподвижном упоре 20, существует возможность вычислить усилие взаимодействия между двумя тиснильными цилиндрами 3,5. В результате за счет сохранения на постоянном уровне усилия, зарегистрированного тензодатчиком (путем постоянного регулирования регулируемого упора 22 с помощью предназначенного для этого исполнительного механизма), возникает возможность поддерживать давление между тиснильными цилиндрами 3,5 на постоянном заданном уровне.
Очевидно, что на чертежах показан только пример, приведенный исключительно в качестве практической демонстрации изобретения, и что это изобретение может изменять свои формы и компоновки без отклонения от объема основной концепции изобретения. Любые цифровые позиции в прилагаемой формуле изобретения имеют своей целью облегчение чтения формулы изобретения с отсылкой к описанию и чертежам и не ограничивают объем патентных притязаний, представленный формулой изобретения.

Машина для тиснения и ламинирования и способ относятся к механической обработке бумаги. Изобретения предусматривают, что два тиснильных цилиндра обладают одинаковой периферийной скоростью и имеют несколько различающиеся диаметры. Таким образом выступы двух тиснильных цилиндров, взаимодействующие между собой по мере соединения вместе слоев, непрерывно меняются в результате различной угловой скорости двух цилиндров, так что все выступы на каждом цилиндре на определенной стадии смещаются, в результате чего их нагрузка и износ происходят равномерно, что позволяет значительно продлить срок службы тиснильных цилиндров. 2 с. и 8 з.п. ф-лы, 6 ил.
5. Машина для тиснения и ламинирования по п.1 или 2, отличающаяся тем, что выступы первой группы (Р3) выровнены в направлении размещения с интервалом, отличающимся от интервала между выступами второй группы (Р5) в соответствующем направлении размещения.
| УСТРОЙСТВО для ИЗМЕЛЬЧЕНИЯ МЯСА | 0 |
|
SU370972A1 |
| EP 0426548 A1, 08.05.1991 | |||
| US 3961119 A, 01.06.1976 | |||
| Способ тиснения и печати обоев и устройство для его осуществления | 1989 |
|
SU1676829A1 |
