В основу поиска соответствующего материала полосы для нефте- и газопроводов положены особые условия намораживания тонкого слоя металла на стенках водоохлаждаемого кристаллизатора, при которых градиент температур кристаллизации тонкого слоя металла так велик, что создаются особые благоприятные условия для получения плотной мелкозернистой структуры, исключающей наличие каких-либо неметаллических включений, что существенно повышает механические свойства материала полосы в полтора-два раза.
В настоящее время материал полос для нефте- и газопроводов получают прокаткой слябов, полученных на машинах непрерывного литья заготовок, на многоклетьевых широкополосных станах горячей прокатки, которые обеспечиваются не менее пяти методическими печами для нагрева слябов перед прокаткой. Широкополосные многоклетьевые станы горячей прокатки и методические печи, МНЛЗ, для получения тяжеловесных слябов являются самыми крупными агрегатами в металлургической промышленности. По составу оборудования они являются самыми металлоемкими, а по составу энергетического оборудования самыми энергонасыщенными.
Известна установка для получения полосы непрерывно литой трубной заготовки (см. патент RU №2086350). Установка содержит кристаллизатор, металлонапорные емкости, объединенные в распределительный блок, монтажную плиту, механизм качания, прижимные ролики, моталки для сматывания полосы в рулон.
Однако в сравнении с предложенным способом намораживания полосы непосредственно из расплава известная установка является весьма сложной и громоздкой, насыщенной различным оборудованием, не может конкурировать с предложенным способом, при всех ее достоинствах и высокого качества получаемого материала полосы.
Эта задача достигается тем, что в способе непрерывного намораживания полосы, включающем намораживание слоя расплава металла определенной толщины на стенке водоохлаждаемого кристаллизатора и извлечение намороженного слоя полосы из зоны кристаллизации, разделку полосы и сматывание полосы в рулон, согласно изобретению используется кристаллизатор по форме барабана, погруженного в расплав металла в емкости, который снабжен полыми полуосями по центру вращения барабана вокруг своей оси, у которого намораживаемый участок кристаллизатора нашпигован, на уровне поверхности, полюсами электромагнитов, электрокатушки которых расположены на внутренней стороне намораживаемого участка в шахматном порядке, при этом внутренняя сторона участка намораживания охлаждается душированием водой, испарением воды с перегретых участков и прямого контакта воды со стенкой кристаллизатора, которую по мере накопления воды удаляют для охлаждения за пределы кристаллизатора, а для исключения намораживания расплава на боковых стенках кристаллизатора они покрыты слоем огнеупорного материала и, в процессе работы, слой огнеупора прогревают газо-воздушными горелками до температуры расплава в емкости для намораживания.
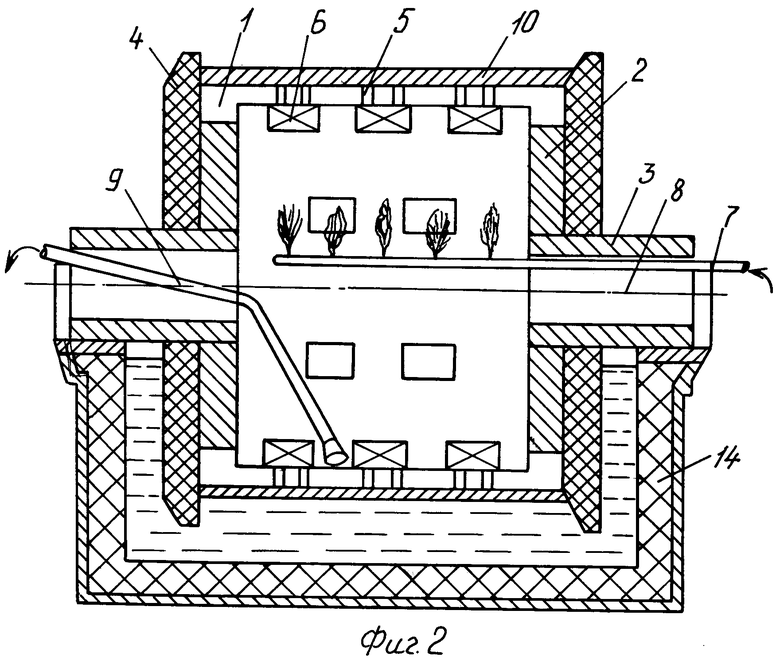
Сущность изобретения поясняется чертежами. На фиг.1 изображен кристаллизатор для выполнения способа намораживания полосы в поперечном разрезе, по оси вращения. На фиг.2 показан кристаллизатор в продольном разрезе, по оси вращения.
Весь узел непрерывного намораживания металлической полосы состоит из водоохлаждаемой цилиндрической стенки кристаллизатора 1, торцевых металлических стенок кристаллизатора 2, снабженных полыми полуосями 3 и теплоизоляционным слоем огнеупоров 4, а водоохлаждаемая стенка кристаллизатора 1 нашпигована по своей поверхности выводами полюсов электромагнитов 5, электромагнитные катушки 6 которых расположены на внутренней стороне водоохлаждаемой стенки.
Охлаждение стенки кристаллизатора осуществляется через коллектор для душирования 7, который пропущен через отверстие 8 в полой оси 3. Удаление воды из кристаллизатора осуществляется через всасывающую трубу 9. Полоса 10 транспортируется роликами 11, а отжим от излишков расплава металла и приведение кристаллизатора во вращение осуществляется приводным роликом 12. Узел намораживания полосы погружен в расплав металла 13, который заполняет емкость 14 через приемную воронку и вертикальный канал (не показаны) и распределительный коллектор 15, расположенный на подине емкости 14.
Работа узла намораживания полосы осуществляется следующим образом. Перед началом работы кристаллизатор 1 поднимают мостовым краном чуть выше уровня металла в емкости 14. Для этого в отверстия 8 вставляют кусок рельса определенной длины. По выступающим концам рельса одевают чалки и закрепляют их на крюк мостового крана.
В таком виде подвеса кристаллизатора 1 в ролики 11 и на место будущей намораживаемой полосы 10 заправляется обычная полоса, смотанная с рулона, надетого на моталку (не показана). Полоса удерживается на кристаллизаторе с помощью электромагнитов 5 и 6. Участок полосы предназначенный для погружения в расплав должен быть с отверстиями по форме отверстий терки, которые при заполнении застывшим металлом принимают форму заклепок.
Трубопроводы 7 и 9 для подачи и отсоса воды из кристаллизатора закреплены на корпусе емкости 14, а с трубопроводами насосов для воды соединены гибкими шлангами, поэтому кристаллизатор, даже в подвешенном состоянии, охлаждается в обычном режиме.
Приводные ролики 11 и 12 выполнены по размеру длины бочки в соответствии ширины полосы и являются приводными, приводы которых установлены на отдельных колоннах опоры, закрепленных на фундаменте нулевой отметки. Поэтому при восстановлении кристаллизатора по месту работы они в течение нескольких секунд, достаточных для сращивания конца обычной полосы с намороженной полосой, приводят кристаллизатор во вращение. Этому способствует и моталка, подключенная в нужное время, на которой одет рулон со смотанным с него концом полосы, который подмотан на стенке кристаллизатора.
Основное усилие для смотки полосы в рулон прилагается моталкой, а ролики выступают только в качестве помощников. С началом вращения узла намораживания в емкости 14 через распределительный коллектор 15 подают расплав металла для поддержания определенного уровня в зависимости от необходимости намораживания определенно-заданного по толщине слоя полосы при установившемся режиме скорости вращения узла намораживания и соответствующей температуры расплава металла в емкости 14.
Толщина слоя намораживания полосы зависит от температуры расплава в емкости, уровня расплава в емкости, т.е. длины участка намораживания, скорости вращения узла намораживания и температуры охлаждаемой стенки кристаллизатора в участке намораживания полосы. Четыре ощутимых параметра, влияющих на размер получаемой намораживанием толщины полосы, представляют широкую возможность для соблюдения оптимальных режимов намораживания.
Возможность намораживания полосы нужных размеров по ширине и толщине при высоком качестве материала полосы может быть достигнута только в результате наличия магнитных характеристик металла, который при температуре кристаллизации ниже 723°С, присутствующей в слое, лежащем непосредственно на охлаждаемой стенке кристаллизатора, преобретает магнитную способность притягиваться к электромагнитным полюсам 5, нашпигованным в стенке кристаллизатора участка намораживания полосы.
Перед началом работы узла намораживания приводной ролик 12 и приводные ролики 11 прогреваются газовоздушными горелками до температуры 700-800°С, а затем, с помощью распыления, рабочая поверхность роликов покрывается краской, состоящей из графита 7-10%, каменноугольной смолы 6-7%, остальное вода, определяющая необходимую адгезию и вязкость распыляющей суспензии.
При намораживании полос для особо ответственных изделий, например для нефте- и газопроводов, полученная намораживанием полоса определенной толщины подвергается прокатке на горячекатанную полосу в чистовой клети "дуо" или "кварто". Клеть устанавливается перед моталками и все переходы с моталки на моталку должны быть без паузы. Для этого перед моталками устанавливаются ножницы определенной конструкции.
Экономическая выгодность предложенного способа самоочевидна и не может быть поставлена под сомнение, поэтому автор после предварительной экспертизы и экспертизы по существу будет ставить вопрос о присвоении способу имени.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ ТОНКОСТЕННЫХ ТРУБ | 1997 |
|
RU2133171C1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| СПОСОБ ИНВЕРСИОННОГО ЛИТЬЯ ПОЛОСЫ | 1992 |
|
RU2048244C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111829C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕДВАРИТЕЛЬНО УПРУГО-НАПРЯЖЕННОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ПРОИЗВОДСТВА ОБЛЕГЧЕННЫХ ГНУТЫХ КОНСТРУКЦИОННЫХ ПРОФИЛЕЙ | 1999 |
|
RU2162756C2 |
| Способ непрерывного литья ленты | 1981 |
|
SU1014639A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1988 |
|
SU1706115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2001 |
|
RU2201311C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ФЕРРОСПЛАВА | 1997 |
|
RU2116864C1 |
Изобретение относится к непрерывному литью металлов с получением изделий неограниченной длины для нефте- и газопроводов. Способ включает намораживание слоя расплава металла определенной толщины на стенке водоохлаждаемого кристаллизатора и извлечение намороженного слоя полосы из зоны кристаллизации, разделку полосы, прокатку полосы в рулон. При этом используют кристаллизатор в виде цилиндрического барабана, погруженного в расплав металла в емкости с полыми полуосями по центру вращения барабана вокруг своей оси, при этом намораживаемый участок кристаллизатора нашпиговывают на уровне поверхности полюсами электромагнитов, электрокатушки которых располагают на внутренней стороне намораживаемого участка в шахматном порядке, и охлаждают внутреннюю сторону душированием водой, испарением воды с перегретой поверхности и прямого контакта воды со стенкой кристаллизатора, которую по мере накопления воды удаляют для охлаждения за пределы кристаллизатора. Для исключения намораживания расплава на боковых стенках кристаллизатора их покрывают слоем огнеупорного материала, подогреваемого в процессе работы газо-воздушными горелками до температуры расплава в емкости и выше. Изобретение позволяет получать материал для полосы плотной мелкозернистой структуры, а также повысить его механические свойства в 1,5-2 раза. 2 ил.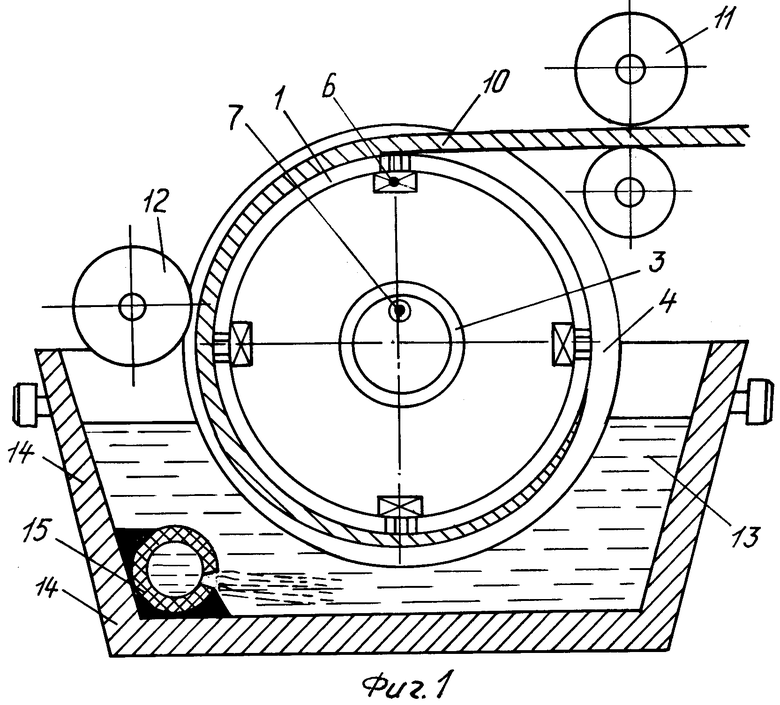
Способ непрерывного намораживания металлической полосы, включающий намораживание слоя расплава металла определенной толщины на стенке водоохлаждаемого кристаллизатора и извлечение намороженного слоя полосы из зоны кристаллизации, разделку, прокатку полосы и сматывание ее в рулон, отличающийся тем, что используют кристаллизатор в виде цилиндрического барабана, погруженного в расплав металла в емкости с полыми полуосями по центру вращения барабана вокруг своей оси, при этом намораживаемый участок кристаллизатора нашпиговывают на уровне поверхности полюсами электромагнитов, электрокатушки которых располагают на внутренней стороне намораживаемого участка в шахматном порядке, и охлаждают внутреннюю сторону душированием водой, испарением воды с перегретой поверхности и прямым контактированием воды со стенкой кристаллизатора, которую по мере накопления воды удаляют для охлаждения за пределы кристаллизатора, а для исключения намораживания расплава на боковых стенках кристаллизатора их покрывают слоем огнеупорного материала, подогреваемого в процессе работы газовоздушными горелками до температуры расплава в емкости и выше.
| ГЕРМАНН Э | |||
| Непрерывное литье | |||
| - М.: Металлургиздат, 1961, с.115, рис.319-321 | |||
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 0 |
|
SU381468A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| RU 2000877 C1, 15.10.1993. | |||

