Изобретение относится к области машиностроения, к способам изготовления шарового шарнира и может быть использовано при изготовлении шаровых опор управляемых колес транспортных средств любого назначения.
Известен способ сборки сферического шарнира, включающий предварительное изготовление в корпусе цилиндрического углубления диаметром, превышающим диаметр сферической головки, переходящего в донную сферическую поверхность, выполнение на наружной поверхности корпуса в зоне перехода от сферической поверхности углубления к цилиндрической кольцевой канавки скругленного профиля, затем размещение в углублении корпуса стержня со сферической головкой с последующим обжимом корпуса (см. авторское свидетельство СССР №1326420, В23Р 11/00, F16C 11/06, 1987 г.).
Однако известный способ при своем использовании имеет следующие недостатки:
- не обеспечивает полное прилегание поверхности деформируемой части корпуса шарнира к поверхности обжимаемого стержня со сферической головкой,
- поверхности трения скольжения имеют высокий коэффициент трения, т.к. изготовлены из однородных материалов, например из стали 45Х по ГОСТ 4543-71 или из стали 15ХФ по ГОСТ 4543-71,
- не обеспечивает высокий ресурс эксплуатации изготовленного шарового шарнира, т.к. контакт сферической поверхности шаровой головки с конической поверхностью деформированной части корпуса происходит по кольцевой линии, что приводит к ускоренному износу трущихся поверхностей и увеличению осевого зазора,
- не обеспечивает высокую надежность изготовленного шарового шарнира из-за образовавшегося ослабленного сечения.
Наиболее близким к заявляемому объекту по технической сущности является способ изготовления сферического шарнира, включающий предварительное выполнении в корпусе шарнира цилиндрического углубления, имеющего неполную донную сферическую поверхность, установку в корпус шарнира шаровой головки, вкладыша и фиксирующего элемента, затем обжатие корпуса с воздействием на его торец в осевом направлении деформирующим инструментом с внутренними конусами, сопряженными с криволинейной поверхностью, а обжатие корпуса осуществляют в следующей последовательности: сначала скольжением деформируемой части корпуса по направляющей конической поверхности деформирующего инструмента, затем - по криволинейной поверхности до обхвата шаровой головки с заданным усилием (см. патент РФ №2241564, B21D 53/00, F16C 11/06, 2004 г.).
Однако известный способ при своем использовании имеет следующие недостатки:
- не обеспечивает полное прилегание поверхности деформируемой части корпуса шарнира к поверхности обжимаемого элемента, что в свою очередь приводит к нарушению герметичности шарового шарнира,
- требует использования больших усилий в процессе деформации корпуса шарового шарнира,
- обладает низкой стойкостью деформирующего инструмента,
- приводит в процессе обжимки к технологическому утонению сечения торца корпуса в области криволинейного перехода деформируемой части корпуса шарового шарнира и его ослаблению,
- не устраняет деформацию фланца корпуса шарового шарнира при его технологической обжимке,
- технологическая осадка и деформация бурта корпуса при обжатии в процессе изготовления приводит к увеличению моментов сопротивления при качании и вращении шарового пальца относительно корпуса.
Задачей изобретения является создание способа изготовления шарового шарнира.
Техническим результатом при использовании предложенного способа изготовления шарового шарнира является обеспечение полного прилегания поверхности деформируемой части корпуса шарнира к поверхности обжимаемого элемента, что исключит нарушение герметичности шарового шарнира; снижение технологических усилий в процессе деформации корпуса шарового шарнира для повышения технологической стойкости используемого деформирующего инструмента; устранение в процессе обжимки технологического утонения сечения торца корпуса в области криволинейного перехода деформируемой части корпуса шарового шарнира и его ослабления; устранение деформации фланца корпуса шарового шарнира при его технологической обжимке, а также снижение моментов сопротивления при качании и вращении шарового пальца относительно корпуса изготовляемого шарового шарнира.
Технический результат при осуществлении изобретения достигается тем, что предложен способ изготовления шарового шарнира, включающий предварительное выполнение в корпусе шарнира цилиндрического углубления, имеющего неполную донную сферическую поверхность, установку в корпус шарнира шаровой головки, вкладыша и фиксирующего элемента, затем обжатие корпуса с воздействием на его торец в осевом направлении деформирующим инструментом с внутренними конусами, сопряженными с криволинейной поверхностью, а обжатие корпуса осуществляют в следующей последовательности: сначала скольжением деформируемой части корпуса по направляющей конической поверхности деформирующего инструмента, затем - по криволинейной поверхности до обхвата шаровой головки с заданным усилием, при этом корпус шарнира дополнительно выполняют с деформируемой частью, имеющей на наружной поверхности номинального диаметра (Dном) выступающий элемент с максимальным диаметром (Dmax) в области торца, предварительно в центральной части деформирующего инструмента дополнительно выполняют основную коническую поверхность, являющуюся продолжением криволинейной поверхности деформирующего инструмента, а обжатие корпуса шарнира после установки в корпус шарнира шаровой головки, вкладыша и фиксирующего элемента выполняют в следующей последовательности: сначала скольжением выступающим элементом деформируемой части корпуса по направляющей конической поверхности деформирующего инструмента с последующим переходом на скольжение по криволинейной поверхности деформирующего инструмента и затем на скольжение по основной конической поверхности деформирующего инструмента до обхвата шаровой головки с заданным усилием.
Среди признаков, характеризующих предложенный способ изготовления шарового шарнира, существенными являются:
- выполнение корпуса шарнира с деформируемой частью, имеющей на наружной поверхности номинального диаметра (Dном) дополнительный выступающий элемент с максимальным диаметром (Dmax) в области торца,
- предварительное дополнительное выполнение в центральной части деформирующего инструмента основной конической поверхности, являющейся продолжением криволинейной поверхности деформирующего инструмента,
- выполнение обжатия корпуса шарнира после установки в корпус шарнира шаровой головки, вкладыша и фиксирующего элемента в следующей последовательности: сначала скольжением выступающим элементом деформируемой части корпуса по направляющей конической поверхности деформирующего инструмента с последующим переходом на скольжение по криволинейной поверхности деформирующего инструмента и затем на скольжение по основной конической поверхности деформирующего инструмента до обхвата шаровой головки с заданным усилием.
Экспериментальные исследования предложенного способа изготовления шарового шарнира показали его высокую эффективность. Было установлено, что предложенный способ изготовления шарового шарнира позволил обеспечить полное прилегание поверхности деформируемой части корпуса шарового шарнира к поверхности обжимаемого элемента, что исключило нарушение герметичности шарового шарнира, обеспечил снижение технологических усилий в процессе деформации корпуса шарового шарнира, что в свою очередь привело к повышению технологической стойкости используемого деформирующего инструмента, исключило в процессе обжимки технологическое утонение и ослабление сечения торца корпуса в области криволинейного перехода деформируемой части корпуса шарового шарнира. Кроме того, использование предложенного способа изготовления шарового шарнира привело к устранению деформации фланца корпуса шарового шарнира при его технологической обжимке, а также к снижению моментов сопротивления при качании и вращении шарового пальца относительно корпуса изготовляемого шарового шарнира.
Способ осуществляется следующим образом. В корпусе изготавливаемого шарового шарнира предварительно выполняют цилиндрическое углубление, имеющее неполную донную сферическую поверхность и центральное отверстие. Корпус шарнира выполняют с деформируемой частью, имеющей на наружной поверхности номинального диаметра (Dном) выступающий элемент с максимальным диаметром (Dmax) в области торца. В центральной части деформирующего инструмента предварительно выполняют основную коническую поверхность, являющуюся продолжением криволинейной поверхности деформирующего инструмента. И после размещения в корпусе изготавливаемого шарового шарнира пары трения сферического шарнира с шаровой головкой и фиксирующим элементом выполняют обжатие корпуса с воздействием на его торец в осевом направлении деформирующим инструментом. При этом обжатие корпуса шарнира выполняют в следующей последовательности: сначала скольжением выступающим элементом деформируемой части корпуса изготавливаемого шарового шарнира по направляющей конической поверхности деформирующего инструмента с последующим переходом на скольжение по криволинейной поверхности деформирующего инструмента и затем на скольжение по основной конической поверхности деформирующего инструмента до обхвата шаровой головки с заданным усилием.
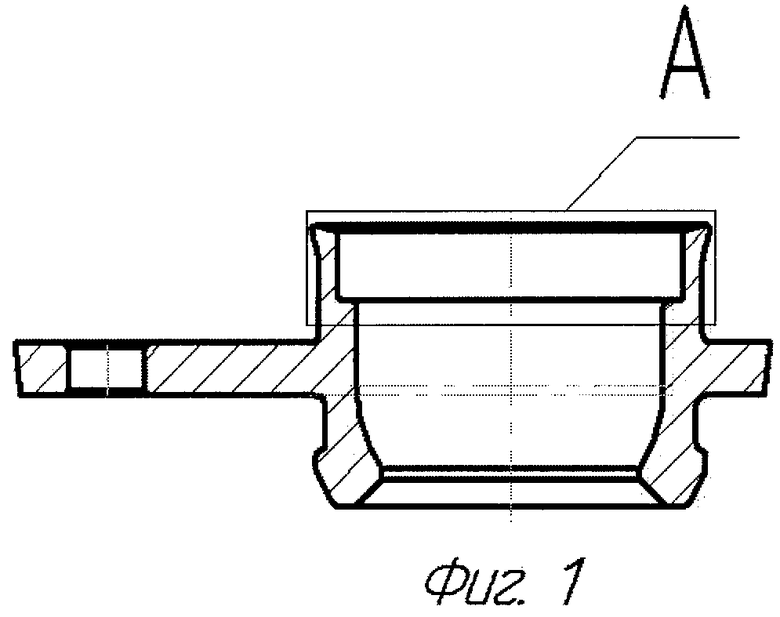
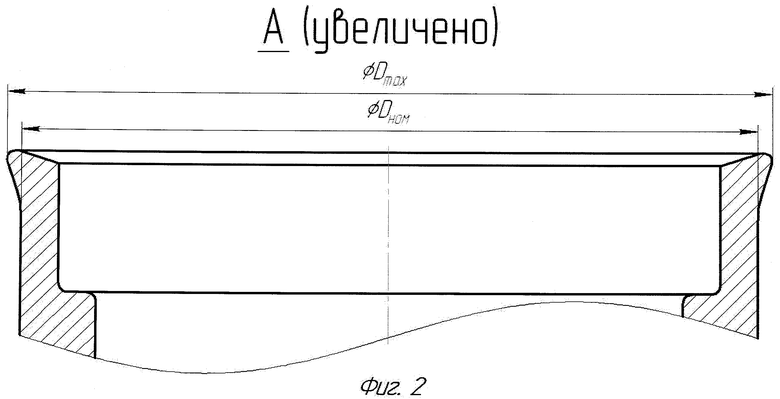
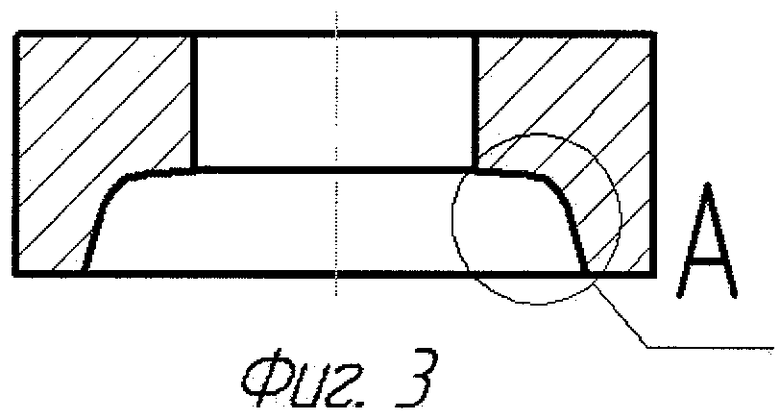
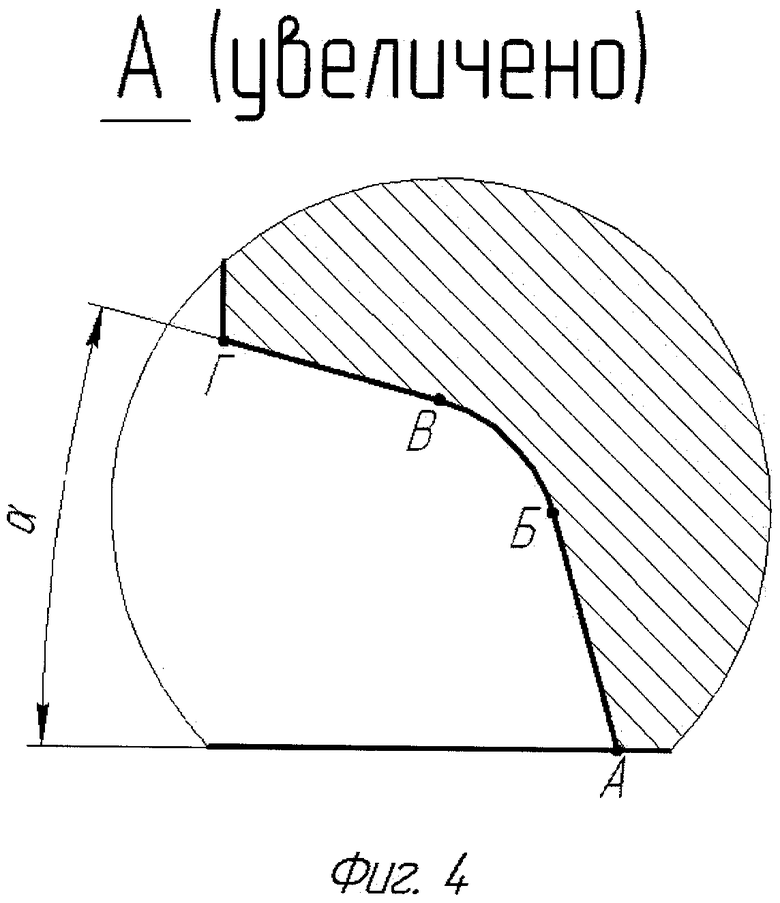
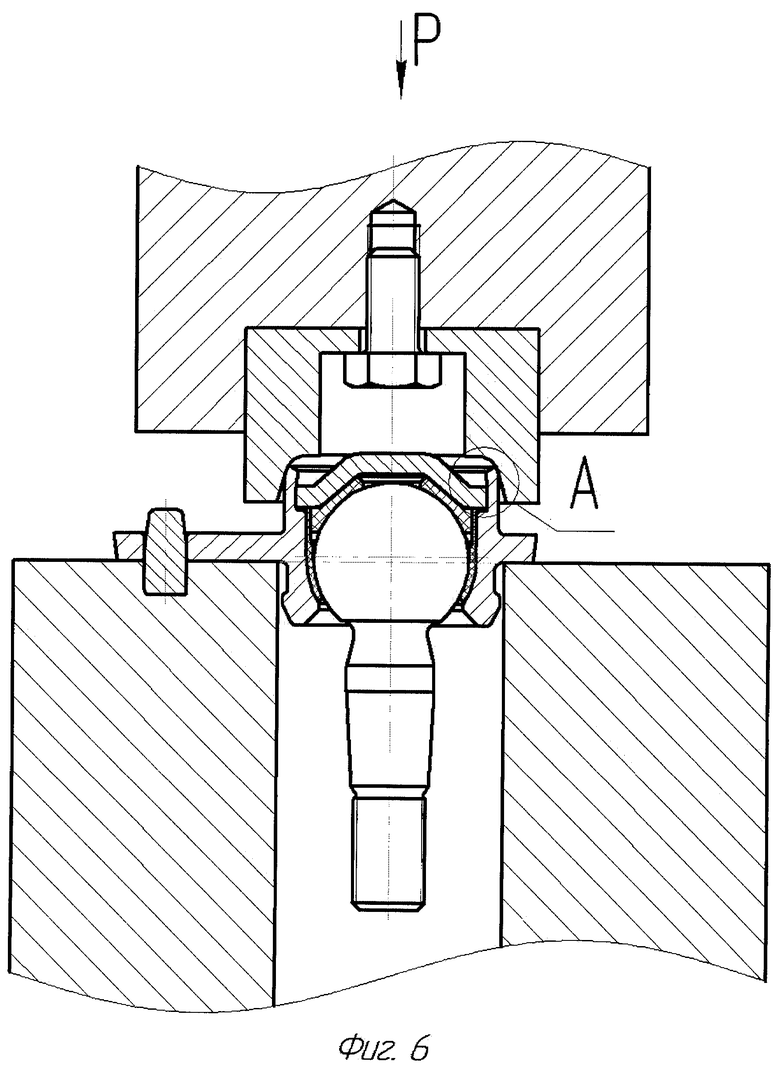
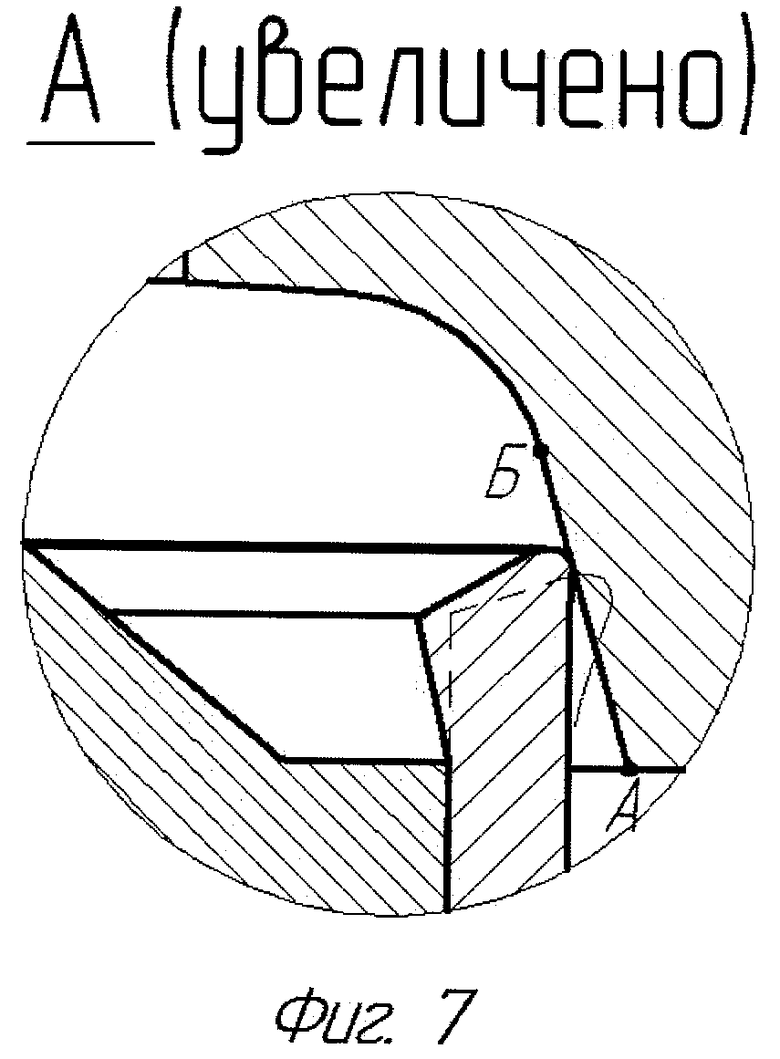
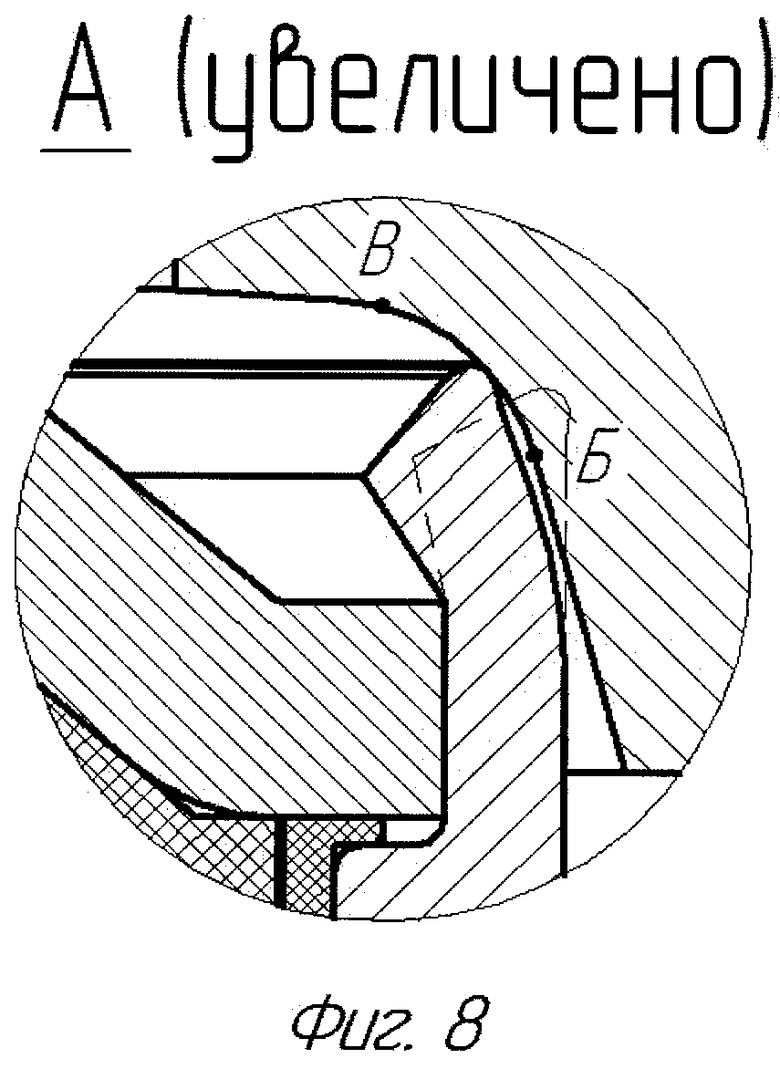
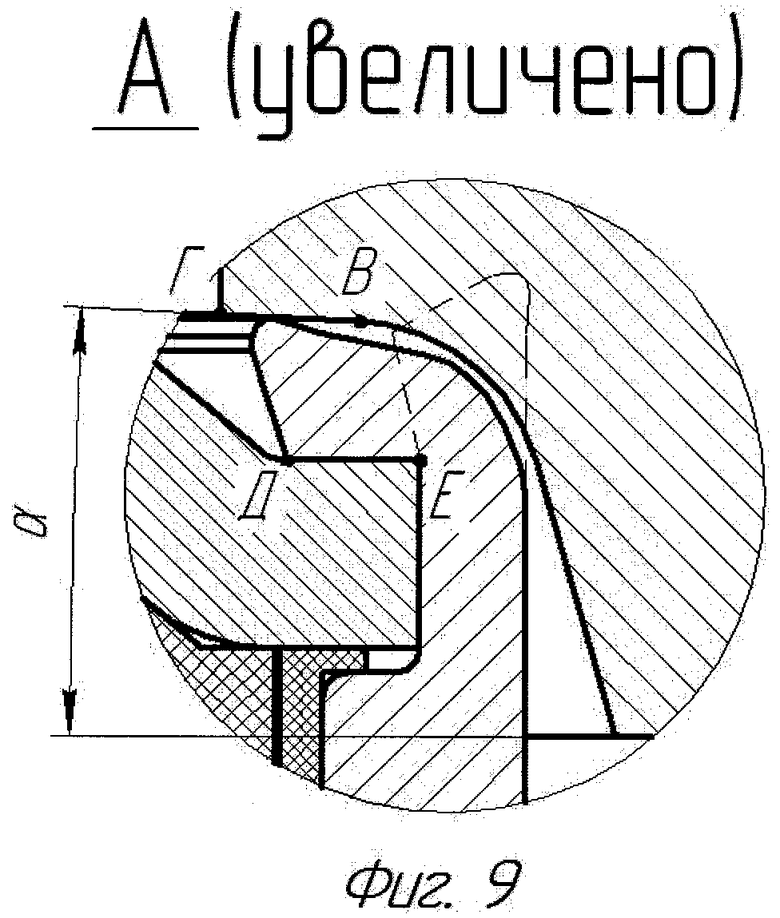
Сущность предложенного технического решения поясняется чертежами, где на фиг.1 показан корпус сферического шарнира с деформируемой частью, на наружной поверхности которой дополнительно выполнен в виде прилива выступающий элемент, на фиг.2 показан выносной элемент А фиг.1, где ⌀Dmax - максимальный наружный диаметр выступающего элемента, а ⌀Dном - номинальный наружный диаметр деформируемой части корпуса, на фиг.3 показан обжимной пуансон (деформирующий инструмент), на фиг.4 - выносной элемент А фиг.3, где АБ - направляющая коническая поверхность, БВ - криволинейная поверхность, ВГ - основная коническая поверхность, α - угол между основной конической поверхностью и опорной поверхностью пуансона, на фиг.5 - сферический шарнир, установленный на оснастке, перед обжатием, на фиг.6 - процесс обжатия шарового шарнира, на фиг.7 - выносной элемент А фиг.6 при деформации бурта направляющей конической поверхностью, на фиг.8 - выносной элемент А фиг.6 при деформации бурта криволинейной поверхностью, на фиг.9 - выносной элемент А фиг.6 при деформации бурта основной конической поверхностью.
Реализация предложенного способа изготовления шарового шарнира иллюстрируется следующим технологическим примером.
Корпус изготавливаемого шарового шарнира (поз.1, фиг.2) выполнили с буртом, имеющим на наружной поверхности выступающий элемент, выполненный в виде прилива. Корпус шаровой шарнира (поз.1, фиг.5) выполнили с максимальным диаметром Dmax=43 мм и номинальным диаметром торца Dном=41,4 мм. В корпус шарового шарнира установили пару трения в виде составного вкладыша (поз.3 и 4, фиг.5) и шарового пальца (поз.5, фиг.5). Под действием деформирующей сжимающей нагрузки, не превышающей наименьший предел текучести одного из составных элементов вкладыша, пару трения разместили в корпусе изготавливаемого шарового шарнира и установили фиксирующий элемент (поз.2, фиг.5). Затем путем приложения деформирующей нагрузки, направленной вдоль оси сферического шарнира, зафиксировали элементы от осевого перемещения деформирующим инструментом, состоящим из нескольких рабочих поверхностей. Процесс формирования сборочного соединения реализовали в несколько этапов. На первом этапе выполняется скольжение выступающего элемента корпуса изготавливаемого шарового шарнира по направляющей конической поверхности АБ (фиг.7) деформирующего инструмента. Бурт на данном этапе приобретает направление загиба к оси детали. На втором этапе выступающий элемент корпуса изготавливаемого шарового шарнира скользит по криволинейной поверхности БВ (фиг.8) деформирующего инструмента, являющейся плавным продолжением направляющей конической поверхности. Передвигаясь по направлению к оси детали, бурт корпуса шарнира в процессе деформации обхватывает обжимаемую головку шарового шарнира. Третий этап характеризуется скольжением выступающим элементом корпуса изготавливаемого шарового шарнира по основной конической поверхности деформирующего инструмента с заданным углом α=7° (фиг.9), являющейся плавным переходом от криволинейной поверхности. Во время движения бурт корпуса прилегает к контактной поверхности обжимаемого элемента шарового шарнира, обеспечивая полное прилегание бурта корпуса ко всей поверхности обжимаемого шарового пальца по всей линии контакта ЕД.
Предложенный способ изготовления позволяет создать шаровой шарнир с полным прилеганием бурта корпуса к обжимаемому элементу, а также снизить усилия, необходимые для формирования неразъемного соединения, и увеличить усилия, необходимые для его разрушения, с одновременным увеличением стойкости деформирующего инструмента. Деформирующий инструмент условно разделен на направляющую коническую поверхность АБ (фиг.6), плавно переходящую в криволинейную поверхность БВ (фиг.6) и ранее не применяемую основную коническую поверхность ВГ (фиг.6). Обжатие происходит в результате контакта выступающего элемента на торце корпуса с деформирующим инструментом. Процесс деформации происходит скольжением выступающим элементом по участку АБ, затем по поверхности БВ и заканчивает деформацию на участке ВГ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОГО ШАРНИРА | 2003 |
|
RU2241564C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 1996 |
|
RU2080497C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВОЙ КЛЕПКИ | 1993 |
|
RU2065795C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2002 |
|
RU2232661C2 |
| Способ получения полых изделий типа шаровых сосудов | 1986 |
|
SU1375385A1 |
| СФЕРИЧЕСКИЙ ШАРНИР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2127835C1 |
| Машина для холодной обработки металлов | 1976 |
|
SU614860A1 |
| ШАРОВОЙ ШАРНИР, КОРПУС, ВКЛАДЫШ И ЗАЩИТНЫЙ ЧЕХОЛ ЭТОГО ШАРНИРА | 2004 |
|
RU2267665C2 |
| ШАРОВОЙ ШАРНИР И СПОСОБ ЕГО СБОРКИ | 1998 |
|
RU2151926C1 |
| ШАРОВОЙ ШАРНИР | 2011 |
|
RU2475652C1 |
Изобретение относится к области машиностроения, к способам изготовления шарового шарнира и может быть использовано при изготовлении шаровых опор управляемых колес транспортных средств любого назначения. Способ заключается в том, что предварительно в корпусе (1) выполняют цилиндрическое углубление, имеющее донную неполную сферическую поверхность и центральное отверстие, а на наружной поверхности деформируемой части в области торца выступающий элемент. В корпус (1) устанавливают пару трения в виде вкладыша (3; 4) и шарового пальца (5), а также фиксирующий элемент (2), после чего корпус (1) обжимают с воздействием на его торец в осевом направлении инструментом (8). В инструменте (8) предварительно выполняют направляющую коническую поверхность, переходящую в криволинейную поверхность и далее в основную коническую поверхность. Обжатие корпуса (1) шарнира выполняют в следующей последовательности: сначала скольжением выступающим элементом деформируемой части корпуса (1) по направляющей конической поверхности инструмента (8) с последующим переходом на скольжение по криволинейной поверхности инструмента (8) и затем на скольжение по основной конической поверхности до обхвата шаровой головки с заданным усилием. Технический результат: обеспечение полного прилегания бурта корпуса к обжимаемому элементу, а также снижение усилий, необходимых для формирования неразъемного соединения, и увеличение усилия, необходимого для его разрушения, с одновременным увеличением стойкости деформирующего инструмента. 9 ил.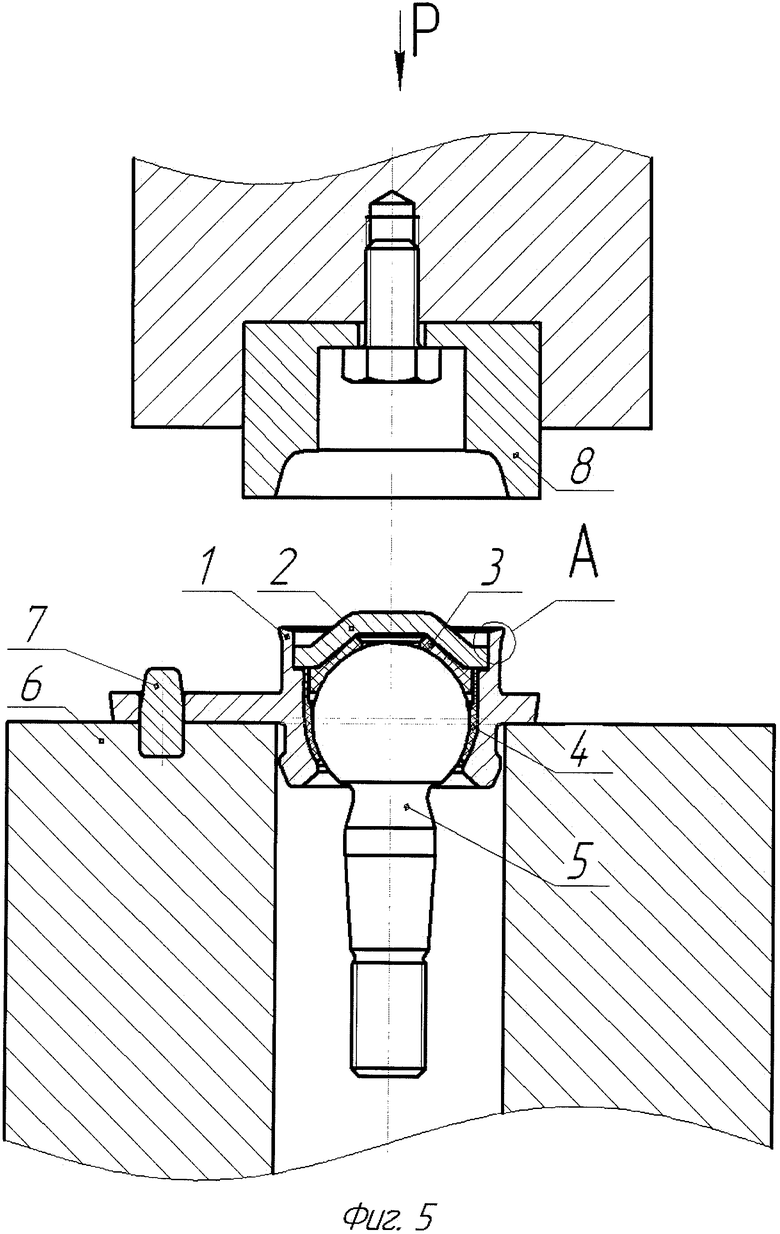
Способ изготовления шаровых шарниров, включающий предварительное выполнение в корпусе шарнира цилиндрического углубления, имеющего неполную донную сферическую поверхность, установку в корпус шарнира шаровой головки, вкладыша и фиксирующего элемента, затем обжатие корпуса с воздействием на его торец в осевом направлении деформирующим инструментом с внутренними конусами, сопряженными с криволинейной поверхностью, а обжатие корпуса осуществляют в следующей последовательности: сначала скольжением деформируемой части корпуса по направляющей конической поверхности деформирующего инструмента, затем - по криволинейной поверхности до обхвата шаровой головки с заданным усилием, отличающийся тем, что корпус шарнира дополнительно выполняют с деформируемой частью, имеющей на наружной поверхности номинальный диаметр (Dном) и выступающий элемент с максимальным диаметром (Dmax) в области торца, предварительно в центральной части деформирующего инструмента дополнительно выполняют основную коническую поверхность, являющуюся продолжением криволинейной поверхности деформирующего инструмента, а обжатие корпуса шарнира после установки в корпус шарнира шаровой головки, вкладыша и фиксирующего элемента выполняют в следующей последовательности: сначала скольжением выступающим элементом деформируемой части корпуса по направляющей конической поверхности деформирующего инструмента с последующим переходом на скольжение по криволинейной поверхности деформирующего инструмента и затем на скольжение по основной конической поверхности деформирующего инструмента до обхвата шаровой головки с заданным усилием.
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОГО ШАРНИРА | 2003 |
|
RU2241564C2 |
| JP 62270813 А, 25.11.1987 | |||
| Устройство для спуска длинномерного лесоматериала в шахту по вертикальным стволам | 1957 |
|
SU118412A1 |
| БЕЗЭХОВАЯ КАМЕРАВСЕСОЮЗНАЯПАТЕНТНО--и/^^-^ЮНДЯБИьЛИОТЕ?КА | 0 |
|
SU345452A1 |
| DE 19703968 А1, 07.08.1997 | |||
| ШАРОВОЙ ШАРНИР | 2006 |
|
RU2296249C1 |

