Изобретение относится к области обработки металлов давлением и касается конструкции рабочих клетей станов поперечной-винтовой прокатки.
Известна рабочая деть стана поперечно-винтовой прокатки (а.с. СССР 338276, кл. В 21 в 31/26, опубл. 1972 г.).
Она содержит барабан с рабочим валком, закрепленным в кассете, и механизм установки угла раскатки, содержащий шарнирно смонтированный сухарь, в резьбовом отверстии которого размещен винт, соединенный с подвижным клином, установленным в пазах сухаря.
При вращении винта клин перемещается, изменяется наклон кассеты с валком относительно барабана, т.е. изменяется угол раскатки рабочей клети.
Недостатком данной клети является наличие большого количества соединений, а следовательно, большого количества зазоров в этих соединениях, что снижает точность настройки угла раскатки.
Недостатком данной клети является также необходимость приложения значительных усилий при вращении винта для преодоления трения в соединениях. Кроме того, регулировка угла раскатки в процессе прокатки невозможна.
Все эти недостатки усложняют процесс настройки очага деформации и приводят к снижению производительности стана.
Из известных рабочих клетей стана винтовой прокатки наиболее близкой по технической сущности является рабочая клеть двухвалкового стана винтовой прокатки, описанная в а.с. СССР 1639816, кл. В 21 В 31/26, опубл. 1991 г.
Эта рабочая клеть двухвалкового стана винтовой прокатки содержит станину с крышкой, барабаны с шарнирно закрепленными в них кассетами с рабочими валками, механизмы настройки угла раскатки валков, каждый из которых установлен вне барабана в контакте с выступом, выполненным на кассете, и клиновой механизм фиксации кассеты в барабане.
Механизм настройки угла раскатки представляет собой винт, через промежуточную деталь контактирующий с выступом кассеты. Внутри винта размещена тяга, соединяющая винт с выступом кассеты.
Недостаток известной конструкции рабочей клети двухвалкового стана винтовой прокатки заключается в том, что на настройку угла раскатки рабочих валков требуется много времени из-за необходимости приложения значительных усилий для преодоления сил трения на контактных поверхностях.
Кроме того, настройку угла раскатки в процессе прокатки производить невозможно, что сказывается на качестве продукции. Для настройки угла раскатки рабочих валков сначала необходимо остановить клеть, затем ослабить клиновые механизмы фиксации кассеты в барабане, затем ослабить гайку тяги, соединяющей винт с выступом кассеты, ослабить контргайку винта, вращать винт в ту или иную сторону. После настройки угла раскатки его необходимо зафиксировать, а потом все элементы затянуть в обратной последовательности.
Таким образом, недостаточная мобильность, длительность и трудоемкость процесса настройки угла раскатки отрицательно сказываются на качестве прокатываемой продукции и на производительности стана в целом.
Задача настоящего изобретения состоит в создании двухвалковой рабочей клети стана поперечно-винтовой прокатки, позволяющей сократить время на настройку угла раскатки рабочих валков и обеспечить возможность настройки угла раскатки в процессе прокатки, что позволит повысить производительность стана и качество получаемой продукции.
Поставленная задача достигается тем, что в двухвалковой рабочей клети стана поперечно-винтовой прокатки, содержащей станину с крышкой, барабаны с шарнирно закрепленными в них кассетами с рабочими валками, механизмы настройки угла раскатки валков, каждый из которых выполнен в виде винта, установленного вне барабана в контакте с выступом, выполненным на кассете, согласно изобретению механизм настройки угла раскатки каждого валка снабжен гидроцилиндром, один конец которого закреплен на выступе кассеты, а другой - на барабане, а винт имеет сферическую головку и расположенную на ней самоустанавливающуюся пяту, контактирующую с выступом кассеты.
Такое конструктивное выполнение двухвалковой рабочей клети стана поперечно-винтовой прокатки позволяет сократить время на настройку угла раскатки рабочих валков за счет исключения ручных операций благодаря оснащению механизмов настройки угла раскатки гидроцилиндрами, с помощью которых осуществляется поворот кассеты с валком.
Даже при наличии клиновых механизмов фиксации кассеты в барабане не обязательно их расслабление, так как усилие гидроцилиндра достаточно, чтобы преодолеть силы трения на контактных поверхностях кассеты и барабана.
Регулировку угла раскатки возможно осуществлять в процессе прокатки, что позволяет оптимально настраивать очаг деформации и обеспечивать повышение качества получаемой продукции и производительности стана в целом.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
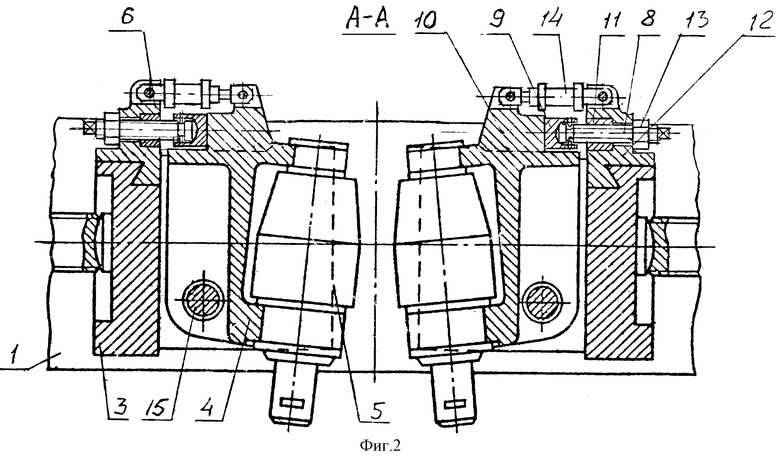
на фиг. 1 - изображена двухвалковая рабочая клеть стана поперечно-винтовой прокатки, вертикальный разрез; на фиг.2 - разрез А-А на фиг.1.
Двухвалковая рабочая клеть стана поперечно-винтовой прокатки содержит станину 1 с крышкой 2, барабаны 3 с шарнирно закрепленными в них кассетами 4 с рабочими валками 5, механизмы настройки угла раскатки 6 валков 5 и клиновой механизм фиксации 7 кассеты 4 в барабане 3.
Каждый механизм настройки угла раскатки 6 установлен вне барабана и представляет собой винт 8 со сферической головкой и расположенной на ней самоустанавливающейся пятой 9, контактирующей с выступом 10 кассеты 4, гайку 11, установленную на кронштейне 12 барабана 3, контргайку 13, фиксирующую положение винта 8.
Механизм настройки угла раскатки 6 снабжен гидроцилиндром 14, один конец которого шарнирно закреплен на выступе 10 кассеты 4, а другой - на кронштейне 12 барабана 3. Кассета 4 с рабочим валком 5 поворачивается в барабане 3 на шарнирной оси 15.
В рабочем положении штоковая полость гидроцилиндра 14 находится под давлением, прижимая выступ 10 кассеты 4 к винту 8. Усилие через пяту 9, винт 8 и гайку 11 передается на кронштейн 12, закрепленный на барабане 3.
Для увеличения угла раскатки давление подается в поршневую полость гидроцилиндра 14, при этом кассета 4 с рабочим валком 5 поворачивается в барабане 3 на шарнирной оси 15. При достижении нужного угла раскатки ослабляем контргайку 13, вращаем винт 8 до контакта его с выступом 9, после чего даем давление в штоковую полость гидроцилиндра 14 и фиксируем в этом положении винт 8 контргайкой 13.
Для уменьшения угла раскатки сбрасываем давление в штоковой полости гидроцилиндра 14, ослабляем контргайку 13, вращаем винт 8, обеспечивая необходимый зазор между пятой 9 и выступом 10, с помощью гидроцидиндра 14 поворачиваем кассету 4 до контакта выступа 10 с винтом 8, после чего фиксируем его контргайкой 13. При этом клиновой механизм 7 остается в затянутом положении, так как усилие гидроцилиндра 14 достаточно для преодоления сил трения в контактных поверхностях кассеты 4 и барабана 3.
Для оптимизации настройки очага деформации путем нахождения необходимого угла раскатки, что может быть достигнуто путем изменения угла раскатки в процессе прокатки, поступаем следующим образом: с помощью винта 6 отводим пяту 9 от соприкосновения с выступом 10 кассеты 4. Эта операция производится вручную при остановке стана.
С помощью гидроцилиндров 14 устанавливается наибольший угол раскатки и в этом положении начинается прокатка. При необходимости (большая раскатка гильзы, ненадежный захват из-за износа валков и т.д.) включением гидроцилиндров 14 угол раскатки уменьшается до нужной величины, гидроцилиндры 14 останавливаются и после технологической паузы это положение фиксируется винтовым упором.
Предложенная двухвалковая рабочая клеть стана поперечно-винтовой прокатки по сравнению с известными позволяет сократить время на настройку угла раскатки за счет исключения ручных операций, обеспечить возможность настройки угла раскатки в процессе прокатки, а следовательно, повысить производительность и качество получаемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2004 |
|
RU2288793C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2345852C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2165816C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВАЛКА В КЛЕТИ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2033284C1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2004 |
|
RU2283707C2 |
Изобретение относится к обработке металлов давлением и касается конструкции рабочих клетей станов поперечно-винтовой прокатки. Двухвалковая рабочая клеть стана поперечно-винтовой прокатки содержит станину с крышкой, барабаны с закрепленными в них кассетами с рабочими валками, механизмы настройки угла раскатки валков и клиновой механизм фиксации кассеты в барабане. Механизм настройки угла раскатки установлен вне барабана и имеет винт со сферической головкой, контактирующий с выступом. Механизм настройки угла раскатки снабжен гидроцилиндром, один конец которого шарнирно закреплен на выступе кассеты, а другой - на кронштейне барабана. Изобретение обеспечивает сокращение времени на настройку угла раскатки рабочих валков, возможность настройки угла раскатки в процессе прокатки, а следовательно, повышение производительности и качества получаемой продукции. 2 ил.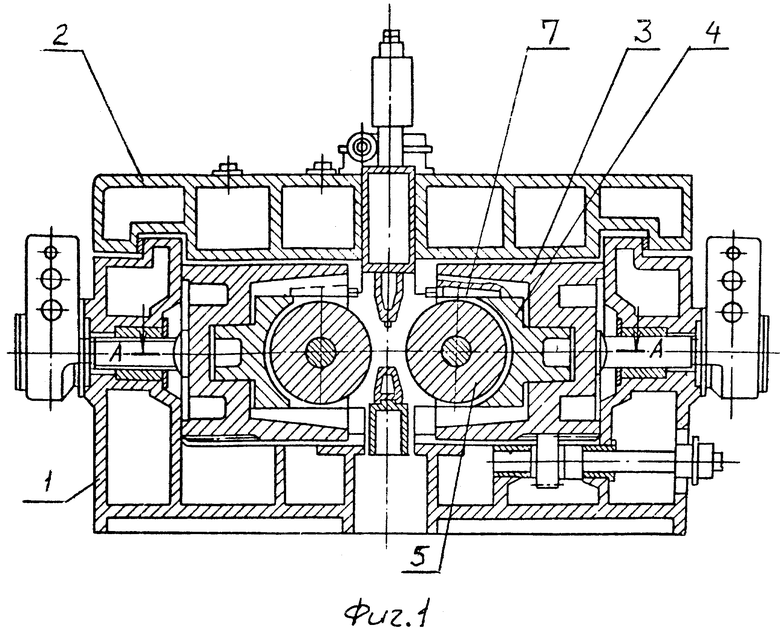
Двухвалковая рабочая клеть стана поперечно-винтовой прокатки, содержащая станину с крышкой, барабаны с шарнирно закрепленными в них кассетами с рабочими валками, механизмы настройки угла раскатки валков, каждый из которых выполнен в виде винта, установленного вне барабана в контакте с выступом, выполненным на кассете, отличающаяся тем, что механизм настройки угла раскатки каждого валка снабжен гидроцилиндром, один конец которого закреплен на выступе кассеты, а другой - на барабане, а винт имеет сферическую головку и расположенную на ней самоустанавливающуюся пяту, контактирующую с выступом кассеты.
| Рабочая клеть двухвалкового стана винтовой прокатки | 1989 |
|
SU1639816A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| Узел валков прокатной клети | 1979 |
|
SU850239A1 |
| RU 1534853, 20.10.1999 | |||
| DE 4017348, 05.12.1991 | |||
| СПОСОБ ЗАМЕНЫ КАНАЛА УПРАВЛЕНИЯ В СОТОВОЙ СИСТЕМЕ | 1998 |
|
RU2143786C1 |
| СПИННИНГОВАЯ КАТУШКА | 1996 |
|
RU2128434C1 |

