Предлагаемое изобретение относится к порошковой металлургии и может быть использовано для изготовления антифрикционных износостойких деталей машиностроительного назначения.
Известны способы получения антифрикционных деталей на основе меди, включающих приготовление шихты, прессование, спекание, калибровку, пропитку маслом [1].
Недостатком известных способов являются низкие технологические характеристики шихты, получаемой на основе стандартных порошков меди марок типа ПМС-1 и ПМС (ГОСТ 4960-75), из-за отсутствия текучести порошков меди указанных марок: насыпная плотность составляет 1,25-2,0 г/см3, текучесть порошков меди других марок составляет не менее 36 с.
Наиболее близким по технической сущности к заявляемому является способ изготовления деталей из порошкового материала, включающий приготовление шихты с содержанием меди 80%, элемента группы железа 5% и графита 15% с размером частиц: меди 5-30 мкм, элемента группы железа 15-55 мкм и графита 5-100 мкм, первое прессование, первое спекание, второе прессование, второе спекание, калибровку и механическую обработку. Детали, полученные по такой технологии, имеют высокие антифрикционные свойства в условиях смазки и самосмазывания. Однако при автоматических режимах прессования низкая текучесть шихты и ее невысокая насыпная плотность затрудняют получение стабильных по размеру и плотности деталей [2].
Предлагаемый способ обеспечивает повышение технологических свойств шихты (текучести и насыпной плотности) без снижения служебных характеристик получаемых деталей антифрикционного назначения (стабильных размеров и плотности, прочности и износостойкости).
Заявляемый способ изготовления деталей из порошковой бронзы, включающий приготовление шихты из меди, элементов группы железа и графита с размером частиц 5-100 мкм, прессование, спекание и калибровку, отличается тем, что для приготовления шихты берут медь с размером частиц 30-100 мкм, порошок железа, имеющий частицы размером 60-200 мкм преимущественно округлой формы, и дополнительно вводят олово с размером частиц 5-100 мкм при следующем соотношении компонентов, мас.%:
Олово - 2 - 5
Графит - 0 - 2
Железо - 30 - 60
Медь - Остальное
Для обеспечения стабильности и плотности материала калибровку проводят дважды, после чего осуществляют маслопропитку.
Использования иных, чем у прототипа, концентраций легирующих добавок и новый гранулометрический состав шихты позволяет упростить технологию изготовления, исключив операции повторного прессования и спекания, и повысить качество деталей.
Способ может быть проиллюстрирован на следующем примере конкретного выполнения.
ПРИМЕР. Деталь "вкладыш сферический" изготавливали по следующей технологии:
приготовление шихты состава, мас.%: железо 50; медь (марки ПМС-1) 4,4; олово (марки ПО-1) 5; графит -1 при следующем соотношении частиц: железо 60-200 мкм; медь 20-100 мкм; олово 5-10 мкм; графит 5-100 мкм:
- окатывание шихты в мельнице в течение 4 ч;
- прессование шихты при давлении 300 МПа;
- спекание по режиму 780oC, 2 ч;
- 1-я и 2-я калибровки;
- пропитка маслом по режиму 120oC, 2 ч.
Текучесть полученной шихты, определенная по стандартной методике, составила не более 28 с. Насыпная плотность шихты возросла в 1,5 раза и составила не менее 2,2 г/см3.
Спекание прессовок при температуре 780oC способствовало образованию псевдосплава бронзо-графит-железо. Разрушающее усилие полученного вкладыша выше по сравнению с прототипом, при этом интенсивность изнашивания составила 0,15 мкм/км. Предел отклонения размеров детали не более чем 0,01 мм.
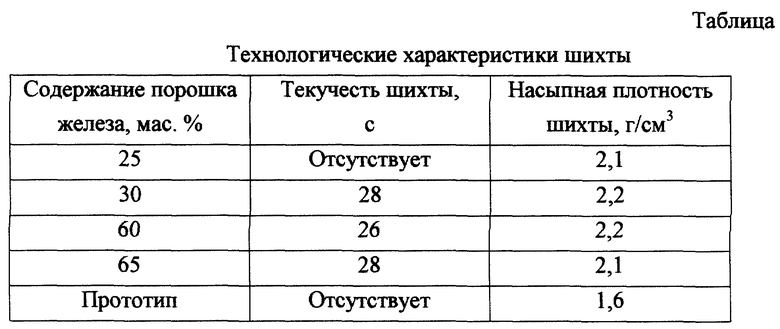
Технологические характеристики шихты псевдосплава, полученной при различном соотношении компонентов, представлены в таблице (см. в конце описания).
Из таблицы видно, что содержание железа в заявляемых пределах обеспечивает более высокие технологические характеристики шихты.
Превышение крупности частиц компонентов выше заявляемых пределов не приводит к улучшению текучести шихты, но понижает эксплуатационные свойства изделий, а при уменьшении размера частиц ниже заявляемых ухудшаются технологические характеристики шихты.
Повышение текучести и насыпной плотности шихты очень важно при автоматическом прессовании, поскольку стабилизирует величину засыпаемой шихты в рабочую полость матрицы и позволяет достичь размерной стабильности и заданной плотности изделий. Кроме того, повышается прочность и износостойкость материала.
Источники, принятые во внимание:
1. ГОСТ 26719-85.
2. Патент ФРГ N2027902, 1972 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ДЕТАЛЕЙ ИЗ СТАЛЕЙ СО СТРУКТУРОЙ МЕТАСТАБИЛЬНОГО АУСТЕНИТА | 1993 |
|
RU2082558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1998 |
|
RU2148490C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2120352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ДЕТАЛЕЙ | 1997 |
|
RU2118584C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ КОНЦЕНТРАЦИОННО-НЕОДНОРОДНЫХ ТРИПСТАЛЕЙ | 1996 |
|
RU2088375C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2080210C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОФУЛЛЕРИТА | 2000 |
|
RU2178350C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ | 1999 |
|
RU2149743C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАДИСПЕРСНОГО КОМПОЗИЦИОННОГО ПОРОШКА НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ | 1996 |
|
RU2136443C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОСФОРИСТОЙ СТАЛИ | 1998 |
|
RU2132254C1 |
Изобретение относится к порошковой металлургии и может быть использовано для изготовления антифрикционных износостойких деталей машиностроительного назначения. Способ заключается в том, что для приготовления шихты берут медь с размером частиц 30 - 100 мкм, порошок железа, имеющий частицы размером 60 - 200 мкм преимущественно округлой формы, и дополнительно вводят олово с размером частиц 5 - 100 мкм при следующем соотношении компонентов, мас. %: олово 2 - 5, графит 0 -2, железо 30 - 60, медь остальное, проводят прессование, спекание и калибровку дважды, после чего осуществляют маслопропитку. Способ позволяет упростить технологию изготовления деталей и повысить их качество. 1 з.п.ф-лы, 1 табл.
Олово - 2 - 5
Графит - 0 - 2
Железо - 30 - 60
Медь - Остальное
2. Способ по п.1, отличающийся тем, что калибровку проводят дважды, после чего осуществляют маслопропитку.
| СПОСОБ СОЗДАНИЯ ТЯГИ | 1988 |
|
RU2027902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2093308C1 |
| СПЕЧЕННЫЙ АНТИФРИКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 1992 |
|
RU2031173C1 |
| НАПРАВЛЯЮЩИЙ АППАРАТ ОСЕВОЙ ТУРБОМАШИНЫ | 0 |
|
SU220418A1 |
| JP 56013451 A1, 09.02.1981 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ АММИАЧНОГО ГАЗА ВЫСОКОЙ КОНЦЕНТРАЦИИ НЕПОСРЕДСТВЕННО ИЗ СЫРОЙ АММИАЧНОЙ ВОДЫ | 1925 |
|
SU3856A1 |
| Устройство для равномерного распределения массы волокна в кипе | 1979 |
|
SU872296A1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ УГЛЕВОДОРОДНОЙ ЖИДКОСТИ ПО ТРУБОПРОВОДУ | 2016 |
|
RU2635959C2 |
| Логарифмический преобразователь | 1978 |
|
SU769562A1 |
