Изобретение относится к области машиностроения и ремонту машин, в частности к восстановлению изношенных внутренних цилиндрических и шлицевых и наружных цилиндрических поверхностей.
Известен способ восстановления шлицев валов пластическим деформированием раздачей с одновременным или последующим калиброванием [1].
Однако данный способ применим только для восстановления шлицев валов.
Известен способ восстановления внутренних и наружных цилиндрических поверхностей чугунных гильз цилиндров, включающий создание непрерывно-последовательного вдоль оси втулки градиента температуры посредством нагрева токами высокой частоты (ТВЧ) окружной, локальной зоны стенки втулки и охлаждение ее струями воды в процессе перемещения втулки относительно источников нагрева и охлаждения, подготовку наружной цилиндрической поверхности к напылению, нанесение на нее покрытия газотермическим напылением, механическую обработку внутренней и наружной цилиндрических поверхностей под номинальный размер [2].
Однако данный способ применим только для чугунных деталей типа "полый цилиндр".
Наиболее близок к предлагаемому способу по технической сущности и достигаемому результату является способ восстановления шлицевых втулок методом пластического деформирования, включающий индукционный нагрев шлицевого участка до температуры 700...800oС, пластическое деформирование шлицев на 0,2.. .0,25 мм и проведение тонкого шлицефрезерования [3].
Однако данный способ не позволяет получить необходимые физико-механические свойства шлицев, в частности высокую твердость цементованного слоя.
Задача, на решение которой направлено изобретение, состоит в повышении качества восстановления шлицев на внутренней цилиндрической поверхности втулок за счет закалки сохраненной величины цементованного слоя.
Поставленная задача достигается тем, что в известном способе восстановления шлицевых втулок, включающий нагрев шлицевого участка до температуры 700...800oС, пластическое деформирование шлицев и их механическую обработку, согласно изобретению в качестве пластического деформирования проводят термоупругопластическое деформирование, при котором создают непрерывно-последовательно вдоль оси втулки градиент температуры посредством нагрева окружной, локальной зоны стенки втулки до температуры ниже точки Ac1 на 50... 100oС и охлаждение ее струями воды в процессе перемещения относительно источников нагрева и охлаждения, затем проводят нагрев внутренней поверхности втулки до температуры выше точки Ас3 на 30...50oС на глубину цементованного слоя и охлаждение ее со скоростью выше критической, а механическую обработку внутренней поверхности и шлицев проводят шлифованием под номинальный размер, после чего на наружную цилиндрическую поверхность шлицевой втулки наносят покрытие с последующей механической обработкой под номинальный размер.
Способ осуществляется термоупругопластическим деформированием путем создания непрерывно-последовательного вдоль оси шлицевого участка втулки градиента температуры посредством нагрева токами высокой частоты (ТВЧ) окружной, локальной зоны стенки шлицевого участка втулки до температуры ниже точки Ac1 на 50...100oС и охлаждение ее струями воды в процессе перемещения шлицевого участка втулки относительно источников нагрева и охлаждения. При нагреве ниже температуры ниже точки Aс1 на 100oС металл не приобретает достаточной пластичности для термоупругопластического деформирования. При нагреве выше температуры ниже точки Ac1 на 50oС цементованный слой может приобрести аустенитную структуру, которая при последующем охлаждении водой закаливается на мартенсит и вызывает трещинообразование при восстановлении шлицев пластическим деформированием.
В данном способе после термоупругопластического деформирования проводят закалку шлицев путем нагрева внутренней поверхности шлицевого участка втулки до температуры выше точки Ас3 на 30...50oС на глубину цементованного слоя шлицев и охлаждение их со скоростью выше критической. При нагреве втулки на всю глубину стенки закалку на мартенсит будут воспринимать как внутренняя шлицевая поверхность, так наружная цилиндрическая поверхность, что нецелесообразно в связи с тем, что на нее напыляют покрытие, а прочность сцепления покрытия выше при напылении на менее твердую поверхность. При нагреве втулки не на всю глубину цементованного слоя закалку на мартенсит примет только нагретая до температуры выше точки Ас3 на 30...50oС толщина цементованного слоя внутренней шлицевой поверхности.
Способ термоупругопластического деформирования позволяет получить остаточную деформацию 0,2...0,3 мм, что является достаточным для компенсации износов до 0,1...0,15 мм и припуска на последующее шлифование до номинального размера на внутришлифовальном станке. А нагрев внутренней поверхности втулки со шлицами на глубину цементованного слоя до температуры закалки и охлаждение его со скоростью выше критической позволяют получить твердость поверхности шлицев 61...63 HRC.
В результате применения термоупругопластического деформирования и закалки шлицы восстанавливают до номинального размера при сохранении более 70... 80% толщины цементованного слоя шлицев с твердостью поверхности шлицев 61... 63 HRC.
Пример конкретного выполнения способа
Способ осуществляется следующим образом. В качестве восстанавливаемой детали берут изношенную шестерню ведущую заднего моста автомобиля КамАЗ-5320. Шестерня изготовлена из стали 25ХГНМТ с цементованным слоем толщиной 1,2. . . 1,6 мм. На внутренней поверхности шестерни на длине 61 мм отверстие выполнено диаметром 51+0,046 и шероховатостью Ra 1,25, на остальном участке отверстия длиной 50 мм выполнены шлицы. Диаметры выступов и впадин десяти шлицев на внутренней цилиндрической поверхности втулки составляют соответственно 45+0,34 и 50 мм при шероховатости Ra 2,5, а ширина впадин 8+0,07 мм при шероховатости Rz 20, твердость поверхности HRC 57-61, твердость сердцевины HRC 26-40. Диаметры наружной цилиндрической поверхности - посадочные пояски под подшипники - соответственно 70
После термоупругопластического деформирования проводят закалку шлицев и посадочного места под шейку вала путем нагрева внутренней поверхности втулки до температуры выше точки Ас3 на 30...50oС на глубину цементованного слоя шлицев и посадочного места под шейку вала и охлаждение их со скоростью выше критической. При нагреве втулки на всю глубину стенки закалку на мартенсит будет воспринимать как внутренняя цементованная шлицевая поверхность, так и наружная цементованная цилиндрическая поверхность, что нецелесообразно в связи с тем, что на нее напыляют покрытие, а прочность сцепления покрытия выше при напылении на менее твердую поверхность. При нагреве втулки не на всю глубину цементованного слоя закалку на мартенсит примет только нагретая до температуры выше точки Ас3 на 30...50oС толщина цементованного слоя внутренней шлицевой и нешлицевой поверхности.
Способ термоупругопластического деформирования позволяет получить остаточную деформацию внутреннего диаметра на 0,2. ..0,3 мм, что является достаточным для компенсации износов до 0,1...0,15 мм и припуска на последующее шлифование до номинального размера на внутришлифовальном станке.
В процессе термоупругопластического деформирования (осадки) втулки величина усадки наружного диаметра составляет на 0,15...0,25 мм.
Технологический процесс восстановления наружных цилиндрических поверхностей посадочных поясков под подшипники восстанавливают газопламенным напылением, включающем в себя следующие операции: подготовительные (подготовка поверхности детали, порошковых материалов и оборудования), газопламенное напыление слоя, состоящего из смеси порошка железа толщиной 0,4...0,5 мм. Газопламенное напыление осуществляют горелкой "Термика-универсал". После напыления осуществляют оплавление покрытия и механическую обработку его под номинальный размер.
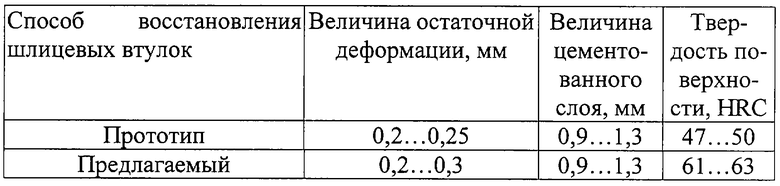
Физико-механические показатели шлицевых втулок, восстановленных предлагаемым способом по сравнению с известным, приведены в таблице.
Как следует из таблицы, предлагаемый способ позволяет повысить ее твердость на 25...30%, что увеличит уровень эксплуатационных характеристик восстановленной шлицевой втулки шестерни.
Источники информации
1. Батищев А.Н., Голубев И.Г., Лялякин В.П. Восстановление деталей сельскохозяйственной техники. - М.: Информагротех, 1995. 296 с., с. 158.
2. Хромов В.Н., Сенченков И.К. Упрочнение и восстановление деталей машин термоупругопластическим деформированием. - Орел: Издательство ОГСХА, 1999, 221 с., с. 32-35.
3. Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, 1981, 351 с., с. 204. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛОК | 2001 |
|
RU2198953C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАКАЛЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2181649C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ | 2000 |
|
RU2181650C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2000 |
|
RU2203170C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЦЕМЕНТУЕМЫХ МАРОК СТАЛИ | 1996 |
|
RU2122588C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕСТЕРЕН | 1996 |
|
RU2110387C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ И НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ЧУГУННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2174901C1 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2001 |
|
RU2212324C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ ВАЛОВ ПОД ПОДШИПНИКИ СКОЛЬЖЕНИЯ | 1995 |
|
RU2105650C1 |
Изобретение относится к машиностроению и ремонту машин, в частности к восстановлению изношенных внутренних цилиндрических и шлицевых и наружных цилиндрических поверхностей. Задачей изобретения является повышение качества восстановления шлицев на внутренней цилиндрической поверхности втулок за счет закалки сохраненной величины цементованного слоя. Восстановление шлицевого участка и посадочного места под шейку вала внутренней поверхности втулки шестерни осуществляют путем нагрева до Ас1 - 150-100oС и охлаждения ее струями воды в процессе перемещения шлицевого участка и посадочного места относительно источников нагрева и охлаждения. Затем проводят нагрев внутренней поверхности втулки до температуры выше точки Ас3 на 30-50oС на глубину цементованного слоя и охлаждение ее со скоростью выше критической, а механическую обработку внутренней поверхности и шлицев проводят шлифованием под номинальный размер, после чего на наружную цилиндрическую поверхность шлицевой втулки наносят покрытие с последующей механической обработкой под номинальный размер. Использование предлагаемого решения по сравнению с прототипом позволяет получить высокий уровень эксплуатационных характеристик шлицевой втулки шестерни, в том числе повысить ее твердость на 25-30%. 1 табл.
Способ восстановления шлицевых втулок, включающий нагрев шлицевого участка до 700-800oС, пластическое деформирование шлицев и их механическую обработку, отличающийся тем, что в качестве пластического деформирования проводят термоупругопластическое деформирование, при котором создают непрерывно-последовательно вдоль оси втулки градиант температуры посредством нагрева окружной, локальной зоны стенки втулки до температуры ниже точки Ас1 на 50-100oС и охлаждение ее струями воды в процессе перемещения относительно источников нагрева и охлаждения, затем проводят нагрев внутренней поверхности втулки до температуры выше точки Ас3 на 30-50oС на глубину цементованного слоя и охлаждение ее со скоростью выше критической, а механическую обработку внутренней поверхности и шлицев проводят шлифованием под номинальный размер, после чего на наружную цилиндрическую поверхность шлицевой втулки наносят покрытие с последующей механической обработкой под номинальный размер.
| ВОЛОВИК Е.Л | |||
| Справочник по восстановлению деталей | |||
| - М.: Колос, 1981, с | |||
| Деревобетонный каток | 1916 |
|
SU351A1 |
| Способ восстановления зубчатыхКОлЕС | 1978 |
|
SU800211A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2154695C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕСТЕРЕН | 1996 |
|
RU2110387C1 |
| Способ восстановления трубчатых изделий из цементуемых марок стали | 1977 |
|
SU662599A2 |
| Способ восстановления трубчатых изделий из цементуемых марок стали | 1978 |
|
SU735646A2 |
