Изобретение относится к самолетостроению, в частности к дисковым тормозам авиационных колес, и касается конструкции фрикционного узла данных тормозов.
Известен фрикционный узел для дискового тормоза авиационных колес, содержащий ведущие фрикционные диски, каждый из которых выполнен в виде плоского стального кольца с температурными сквозными радиальными пазами и выступами по внешнему периферийному контуру, на котором с двух его сторон методом диффузионного спекания закреплены фрикционные металлокерамические секторные накладки, и установленные с чередованием с ведущими фрикционными дисками ведомые фрикционные диски, каждый из которых выполнен в виде плоского стального кольца с температурными сквозными радиальными пазами и выступами по внутреннему периферийному контуру, на котором с двух его сторон методом диффузионного спекания закреплены секторные накладки из материала со свойствами, сходными с свойствами чугуна (см. кн. Зверев И.И., Коконин С.С. Проектирование авиационных колес и тормозных систем.- М.: Машиностроение, 1973, с. 66, 67, рис. 4.2).
В известном фрикционном узле, например, предназначенном для использования в дисковых тормозах авиационных колес самолета ТУ-154, для изготовления каркаса диска для ведущих фрикционных дисков используют лист из стали ЭИ 415 (ВМФ20) толщиной 10 мм, который раскраивается на карточки 400х400 мм, затем производится вырубка центрального отверстия, далее наружного диаметра, а затем 12 шипов толщиной 10 мм с последующим снятием заусенцев, осуществляют шлифование диска с обеих сторон и токарную его обработку на станке с ЧПУ с двух сторон, в результате которой с каждой стороны диска образуется кольцевой паз глубиной до 1,8 мм, ограниченный по внутреннему и внешнему периферийным контурам кольцевыми выступами. После сверления 36 отверстий на агрегатно-сверлильном станке по 12 за один раз производят зенковку отверстий, обдувку кольцевого диска чугунной дробью и никелирование.
Далее идет изготовление фрикционного диска (КТ-141-050) в следующей последовательности: сборка каркаса с прессованными секторными накладками из металлокерамики МК В50А в пакет на прокладочных дисках, спекание сборки под давлением, зачистка от графита, шлифовка с двух сторон, протяжка шипов на протяжном станке, для придания им окончательного размера, токарная обработка шипов по наружному диаметру в окончательный размер, резка температурных пазов на горизонтально фрезерном станке дисковой фрезой, снятие заусенцев и контроль по внешним параметрам, в том числе и на собираемость.
Для изготовления каркаса диска ведомых фрикционных дисков используют стальной лист толщиной 10 мм, который так же раскраивается на карточки 400х400 мм из стального листа ЭИ 415, а затем производится вырубка внутреннего кольца, вырубка наружного кольца и вырубка шипов толщиной 10 мм по внутреннему контуру с последующим снятием заусенцев. Далее производятся те же операции, что и для изготовления внутреннего ведущего фрикционного диска. В качестве материала накладок использована металлокерамика - аналог чугуна ЧНМХ (ФМК 845). При изготовлении ведомого диска вместо операции протяжки шипа в окончательный размер применяют долбление шипа на долбежном станке.
При таком исполнении каждый фрикционный диск представляет собой жесткую конструкцию, хорошо сопротивляющуюся изгибным нагрузкам. Это обусловлено тем, что образовавшиеся при токарной обработке кольцевых пазов кольцевые выступы представляют собой ребра жесткости, усиливающие сопротивление диска изгибным нагрузкам. Предполагается, что при торможении ведущие и ведомые диски перемещаются плоскопараллельно, в связи с чем наличие ребер жесткости должно благоприятно воздействовать на сохранение каждым диском своей плоскостности. Однако вместо полагающихся по требованиям 350 взлет/посадок такой фрикционный узел выдерживал только 60% циклов, после чего требовалась замена фрикционных дисков вследствие износа.
Анализ поведения фрикционных дисков при торможении, особенно в начальный момент перемещения дисков и начала их соприкосновения, показал, что на фрикционный узел действуют повышенные изгибные нагрузки в связи с тем, что фрикционные диски контактируют друг с другом вначале не всей плоскостью, а участками, которые разогреваются и изгибают диск, а увеличение прижимающего усилия заставляет диски контактировать всей плоскостью. Иначе говоря, два диска прилегают друг к другу с соприкосновением по некоторой сегментной зоне. Естественно, что в этом случае не реализуется полный ожидаемый тормозной момент, диски работают с пробуксовкой, повышенным износом и в условиях повышенной рабочей температуры. Данные отклонения в процессе взаимодействия дисков между собой по отношению к предполагаемым расчетным существенно снижает срок службы дискового тормоз.
Кроме того, для изготовления кольцевых дисков применяется сталь ЭИ 415 (легированная вольфрамом, марганцем, ванадием и др. компонентами), которая представляет собой дорогостоящий и труднообрабатываемый материал. Применение операций обработки, в результате которых образуется большое количество отходов, и специального станкоинструментального парка делает производство дисков нетехнологичным, малоэффективным по времени и затратам, усложняет сам процесс изготовления, так как обилие технологических операций требует соответствующего количества контрольных операций.
Так как вырубке подвергается стальной лист толщиной 10 мм, обладающий высокой прочностью и вязкостью, износ пуансонов и матриц штампов сопровождается постепенно нарастающим увеличением заусенцев, а затем возникает их разрушение. Повышение долговечности штампа прямо зависит от толщины прорубаемого листа. Уменьшение толщины листа вдвое приводит к тому, что количество дисков, которые можно изготовить на одном штампе, увеличивается в несколько десятков, а в некоторых случаях и в сто раз.
Настоящее изобретение направлено на решение технической задачи по обеспечению плоскостного по всей поверхности сегментных накладок взаимодействия ведущих и ведомых фрикционных дисков при максимальном упрощении их конструкции и технологии изготовления и при максимальном снижении затрат на изготовление. Достигаемый при этом технический результат заключается в повышении эксплуатационных показателей дискового тормоза за счет увеличения надежности и долговечности и технологичности за счет сокращения количества операций на изготовление фрикционного диска.
Указанный технический результат достигается тем, что в фрикционном узле для дискового тормоза авиационных колес, содержащем ведущие фрикционные диски, каждый из которых выполнен в виде плоского стального кольца с температурными сквозными радиальными пазами и выступами по внешнему периферийному контуру, на котором с двух его сторон закреплены фрикционные металлокерамические секторные накладки, и установленные с чередованием с ведущими фрикционными дисками ведомые фрикционные диски, каждый из которых выполнен в виде плоского стального кольца с температурными сквозными радиальными пазами и выступами по внутреннему периферийному контуру, на котором с двух его сторон закреплены секторные накладки из металлокерамического материала со свойствами, сходными с свойствами чугуна, для обеспечения плоскостного соприкосновения секторных накладок фрикционных дисков между собой при торможении получаемые вырубкой из стального листа кольцевые диски ведущего и ведомого фрикционных дисков выполнены толщиной 4,5-5 мм, а выполненные вырубкой температурные пазы, располагаемые между секторными накладками, в ведомых дисках выполнены открытыми со стороны внешнего периферийного контура кольцевого диска, а в ведущих дисках указанные пазы выполнены открытыми с чередованием со стороны внешнего и внутреннего периферийных контуров кольцевого диска.
Переход с 10 мм стали на 4,5 мм позволяет выполнять температурные пазы вырубкой на прессе. При этом указанные пазы могут иметь форму прямого разреза или каплевидную форму.
Указанные признаки взаимосвязаны между собой и являются существенными с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Так, применение для изготовления кольцевых дисков стального листа толщиной 4,5-5 мм позволяет увеличить срок службы штампа в несколько десятков раз. При этом исключаются большинство операций по механической обработке дисков. А фрикционные диски приобретают способность реагировать на изгибные нагрузки, что при торможении приводит к тому, что диски самоустанавливаются относительно друг друга, обеспечивая при этом полный плоскостной контакт всех фрикционных сегментных накладок.
Настоящее изобретение поясняется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения приведенной совокупностью признаков требуемого технического результата.
На фиг. 1 - ведущий фрикционный диск;
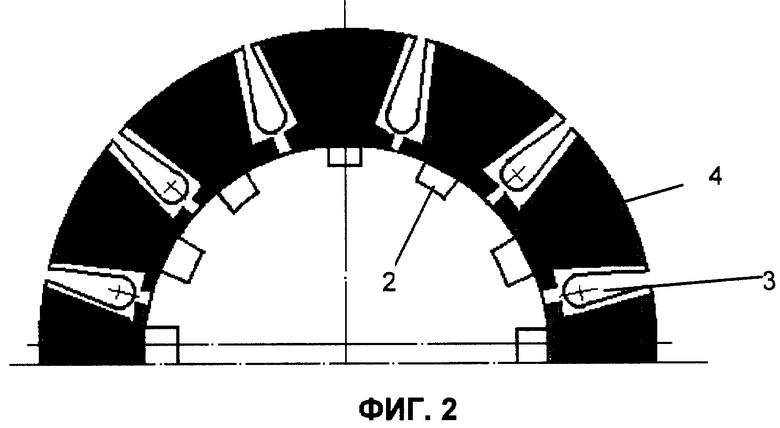
на фиг. 2 - ведомый фрикционный диск;
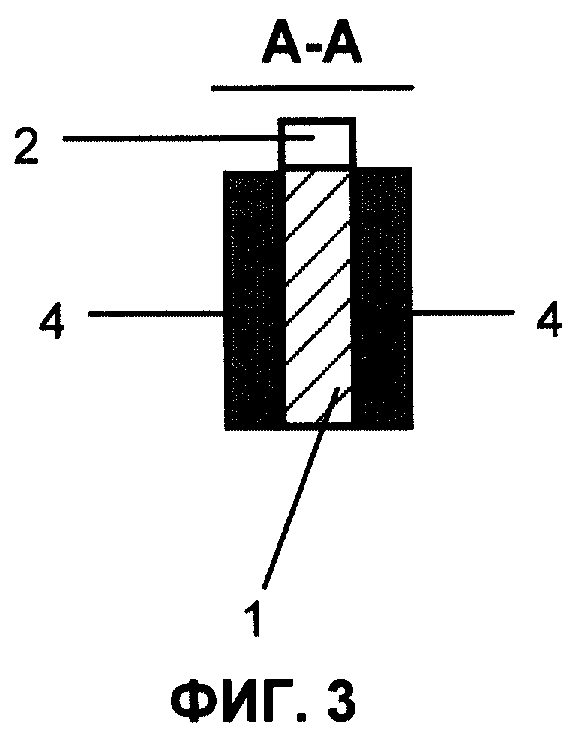
на фиг. 3 - сечение А-А по фиг. 1.
Согласно изобретению фрикционный узел для дискового тормоза авиационных колес содержит ведущие фрикционные диски, каждый из которых выполнен в виде плоского стального кольца с температурными сквозными радиальными пазами и выступами по внешнему периферийному контуру, на котором с двух его сторон закреплены фрикционные металлокерамические секторные накладки, и установленные с чередованием с ведущими фрикционными дисками ведомые фрикционные диски, каждый из которых выполнен в виде плоского стального кольца с температурными сквозными радиальными пазами и выступами по внутреннему периферийному контуру, на котором с двух его сторон закреплены секторные накладки из металлокерамического материала со свойствами, сходными с свойствами чугуна. Для обеспечения плоскостного соприкосновения секторных накладок фрикционных дисков между собой при торможении получаемые вырубкой из стального листа кольцевые диски ведущего и ведомого фрикционных дисков выполнены толщиной 4,5-5 мм, а выполненные вырубкой температурные пазы, располагаемые между секторными накладками, имеют каплевидную форму или выполнены прямолинейными, т. е. в виде прямого разреза. При этом в ведомых дисках указанные пазы выполнены открытыми со стороны внешнего периферийного контура кольцевого диска, а в ведущих дисках указанные пазы выполнены открытыми с чередованием со стороны внешнего и внутреннего периферийных контуров кольцевого диска.
Ниже приводится пример конкретного исполнения фрикционного узла согласно изобретения.
Для изготовления каркаса кольцевого диска либо ведущего, либо ведомого фрикционного диска для тормоза авиаколеса осуществляют в следующей последовательности резку стального листа ЭИ 415 толщиной примерно 5 мм на карточки 400х400 мм, вырубку центрального отверстия, вырубку наружного контура, вырубку отверстий и выполнение температурных сквозных пазов, открытых к наружному контуру диска и/или внутреннему контуру диска, обдувку кольцевого диска, а если последний был промаслен, то и обжиг. Если после операции получения отверстий и температурных пазов устанавливается, что на поверхности диска нет наружно визуально воспринимаемой окалины, а последняя закатана в поверхностный слой кольцевого диска, то необходимо прошлифовать диск с двух сторон с целью снятия этого поверхностного слоя. Затем производят никелирование.
Для изготовления фрикционного диска осуществляют сборку каркаса с сегментными накладками, осуществляют спекание сборки, зачистку и шлифование диска с двух сторон с целью удаления поверхностного слоя, насыщенного вытесненным графитом, и придания окончательного размера, притупление острых кромок и контроль.
При таком процессе изготовления фрикционных дисков используются простые технологически хорошо и легко контролируемые операции, что позволяет существенно снизить трудоемкость и сократить время и электроэнергию. Существенно снижается расход дорогостоящей стали (более чем в 2 раза по тоннажу) и повышается стойкость штампов в несколько десятков раз.
Фрикционный диск (см. фиг. 1 и 2) содержит каркас диска в виде стального кольцевого диска 1, имеющего шипы 2, которые для ведущего диска выполняются по внешнему контуру (фиг. 1), а для ведомого диска - по внутреннему (фиг. 2). Между шипами 2 в диске 1 могут быть выполнены температурные пазы 3 каплевидной формы или в виде прямых разрезов. При этом в ведомых дисках указанные пазы выполнены открытыми со стороны внешнего периферийного контура кольцевого диска, а в ведущих дисках указанные пазы выполнены открытыми с чередованием со стороны внешнего и внутреннего периферийных контуров кольцевого диска. Выбор формы температурных пазов обусловлен следующими причинами. Центральная зона кольцевого диска является наиболее температурно нагруженной вследствие ее удаленности от краевых участков, имеющих более благоприятные условия по конвекционному отводу тепла. Недостаточные возможности конвекционного отвода тепла приводят к перегреву фрикционных накладок и самого диска. Для исключения этого явления осуществляют сверления в центральной зоне кольцевого диска на участке между фрикционными сегментными накладками, при этом размеры сверлений выбираются из условия получения максимально возможной открытой поверхности, примерно адекватной открытой поверхности краевых участков кольцевого диска. Радиальные пазы, выполненные от отверстий до наружного контура диска, с одной стороны, увеличивают поверхность отвода тепла, а с другой стороны, являются температурными компенсаторами расширения диска при его нагреве (для исключения заклинивания дисков и обеспечениях их свободного перемещения). В прототипе выполнение температурных пазов включало две операции: сверление отверстий и фрезерование сквозных пазов (вырезов) от отверстий наружного контура. При использовании дисков толщиной 4,5-5 мм стало возможным данные температурные пазы выполнять вырубкой.
Фрикционные сегментные накладки 4 расположены на участках кольцевого диска между температурными пазами 3, которые можно рассматривать как лепестки диска 1. При таком исполнении диск 1 сохраняет жесткость в окружном направлении, но становится более податливым в зоне лепестков, что объясняется тем, что ширина лепестка в основании (по окружности расположения отверстий температурных пазов) меньше ширины лепестка по наружному контуру. На таких лепестках накладки имеют возможность отклоняться от плоскости диска. Такое исполнение позволяет накладкам одного диска соприкасаться с накладками другого диска, даже если кольцевые диски при торможении располагаются с некоторым нарушением параллельности, то есть один диск расположен с перекосом по отношению к другому диску.
Фрикционные сегментные накладки для ведущего диска выполнены из металлокерамики МК В50А, а фрикционные сегментные накладки для ведомого диска выполнены из металлокерамики ФМК 845, являющейся аналогом чугуна ЧНМХ.
Выбор размера толщины диска 4,5-5 мм обусловлен сохранением жесткости кольцевого диска в окружном направлении и обеспечением упругой деформации в поперечном направлении при его использовании в дисковых тормозах для авиационных колес. При таком исполнении фрикционных дисков дисковый тормоз при испытаниях на стенде выдержал на 50% больше установленных по паспорту циклов взлет/посадка и при этом был установлен запас по износу сегментных накладок.
Настоящее изобретение промышленно применимо, так как для его изготовления не требуется иной технологии, кроме той, что используется в настоящее время для изготовления фрикционных дисков для дисковых тормозов авиационных колес.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОКЕРАМИЧЕСКАЯ ФРИКЦИОННАЯ НАКЛАДКА ДЛЯ ДИСКОВОГО ТОРМОЗА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1999 |
|
RU2159368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| Дисковый тормоз корректирующегося типа с плавающей скобой | 1987 |
|
SU1831609A3 |
| Колодка дискового тормоза | 2018 |
|
RU2710132C1 |
| Фрикционный диск муфты | 1975 |
|
SU581340A1 |
| ФРИКЦИОННЫЙ ДИСК | 2001 |
|
RU2207457C2 |
| ТОРМОЗНАЯ НАКЛАДКА ДЛЯ ДИСКОВОГО ТОРМОЗА ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 2013 |
|
RU2551051C2 |
| ТОРМОЗНОЕ УСТРОЙСТВО | 1992 |
|
RU2126503C1 |
| Способ изготовления фрикционного изделия | 2020 |
|
RU2757822C1 |
| Муфта | 1978 |
|
SU898160A1 |
Изобретение относится к самолетостроению и касается конструкции фрикционного узла дисковых тормозов авиационных колес. Фрикционный узел этого тормоза содержит набор располагаемых с чередованием ведущих и ведомых фрикционных дисков, каждый из которых выполнен в виде плоского стального кольца с температурными сквозными радиальными пазами и выступами по внутреннему или внешнему периферийному контуру. На кольце с двух сторон закреплены фрикционные секторные накладки. При этом на ведущих дисках фрикционные накладки выполнены металлокерамическими, а на ведомых - из материала со свойствами, сходными со свойствами чугуна. Для обеспечения плоского соприкосновения дисков между собой при торможении получаемые вырубкой из стального листа кольцевые диски ведущего и ведомого фрикционных дисков выполнены толщиной 4,5 - 5 мм, а выполненные вырубкой температурные пазы, располагаемые между секторными накладками, могут иметь каплевидную форму. При этом в ведомых дисках указанные пазы выполнены открытыми со стороны внешнего периферийного контура кольцевого диска, а в ведущих дисках указанные пазы выполнены открытыми с чередованием со стороны внешнего и внутреннего периферийных контуров кольцевого диска. Технический результат заключается в повышении эксплуатационных показателей дискового тормоза за счет увеличения надежности и долговечности. 3 ил.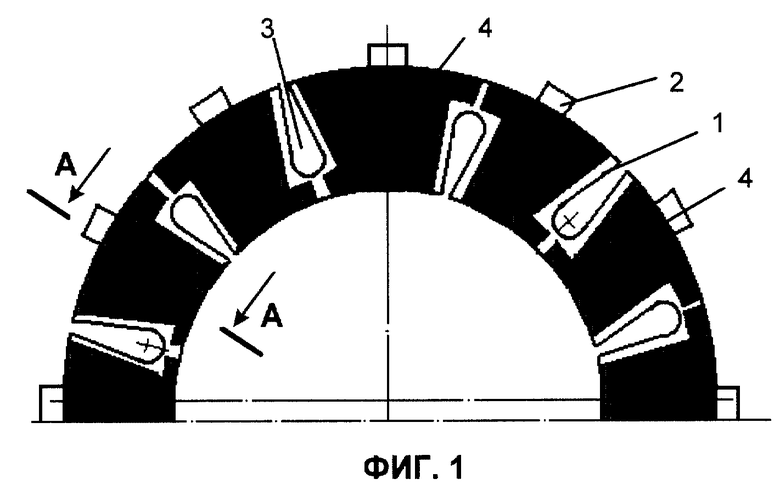
Фрикционный узел для дискового тормоза авиационных колес, содержащий ведущие фрикционные диски, каждый из которых выполнен в виде плоского стального кольца с температурными сквозными радиальными пазами и выступами по внешнему периферийному контуру, на котором с двух его сторон закреплены фрикционные металлокерамические секторные накладки, и установленные с чередованием с ведущими фрикционными дисками ведомые фрикционные диски, каждый из которых выполнен в виде плоского стального кольца с температурными сквозными радиальными пазами и выступами по внутреннему периферийному контуру, на котором с двух его сторон закреплены секторные накладки из металлокерамического материала со свойствами, сходными со свойствами чугуна, отличающийся тем, что для обеспечения плоскостного соприкосновения секторных накладок фрикционных дисков между собой при торможении, получаемые вырубкой из стального листа кольцевые диски ведущего и ведомого фрикционных дисков выполнены толщиной 4,5 - 5 мм, выполненные вырубкой температурные пазы, располагаемые между секторными накладками, в ведомых дисках выполнены открытыми со стороны внешнего периферийного контура кольцевого диска, а в ведущих дисках указанные пазы выполнены открытыми с чередованием со стороны внешнего и внутреннего периферийных контуров кольцевого диска.
| ЗВЕРЕВ И.И., КОКОНИН С.С | |||
| Проектирование авиационных колес и тормозных систем | |||
| - М.: Машиностроение, 1973, с.66, 67, рис.4.2 | |||
| SU 227857 A, 04.02.1969 | |||
| ТОРМОЗНОЕ КОЛЕСО С ДИСКОВЫМ ТОРЛгОЗОМ | 0 |
|
SU321650A1 |
| ПЫЛЕУГОЛЬНАЯ ПРЯМОТОЧНАЯ ГОРЕЛКА | 1991 |
|
RU2049292C1 |
| СПОСОБ ЛЕЧЕНИЯ МОЧЕКАМЕННОЙ БОЛЕЗНИ | 1997 |
|
RU2125899C1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |

