Изобретение относится к машиностроению, а точнее к обработке металлов резанием, и может быть использовано в расточных головках для токарной обработки сварных швов труб.
Известна расточная головка для токарной обработки труб. Расточная головка содержит борштангу с закрепленным на ней корпусом. В корпусе выполнены диаметрально расположенные пазы, в которых установлены с возможностью радиального перемещения резцы (плавающие) с широкой режущей кромкой. Пазы соединены каналом с системой подачи смазочно-охлаждающей жидкости (А.с. СССР N 222124, МПК B 23 B 29/03, 1967 г.).
Известная расточная головка работает следующим образом. Смазочно-охлаждающая жидкость через канал подается в пазы со стороны торцов резцов, при этом под воздействием силы давления жидкости резцы радиально раздвигаются до соприкосновения с обрабатываемой поверхностью и создают на ней усилие резания. Перемещение резца происходит перпендикулярно обрабатываемой поверхности.
Недостатком известной расточной головки является невозможность обработки неровных поверхностей (с наплывами), например, сварных швов труб. Это объясняется тем, что диаметрально установленные резцы испытывают разное сопротивление при обработке неровных поверхностей, при этом широкая зона резания, равная ширине режущей кромки резца, также приводит к неравномерности нагрузки на резцы, а отсутствие крепления резцов (плавающие) приводит к вибрации и ударам. Эти недостатки особенно проявляются при обработке сварных швов трубы вследствие разной твердости сварного шва и пришовной зоны.
Известна расточная головка для токарной обработки труб. Расточная головка содержит борштангу с закрепленным на ней корпусом. В корпусе размещены два диаметрально расположенных резцедержателя с резцами. Резцедержатели выполнены в виде секторов и установлены в корпусе с возможностью поворота относительно общей оси для обеспечения регулярной смены части режущей кромки в процессе ее износа. Резцы жестко закреплены на резцедержателях. Режущие кромки резцов выполнены по дуге (А.с. СССР N 218615, МПК B 23 B 29/03, 1967 г. ).
Известная расточная головка работает следующим образом. Обрабатываемую трубу приводят во вращение и вводят в нее расточную головку, при этом кромки резцов касаются обрабатываемой поверхности в точке и производят тонкое точение внутренней поверхности трубы. Перемещение резца происходит вдоль оси трубы.
Недостатком известной расточной головки является невозможность обработки неровных поверхностей (с наплывами), например, сварных швов труб. Это объясняется тем, что диаметрально установленные резцы испытывают разное сопротивление при обработке неровных поверхностей, что приводит к неравномерности нагрузки на резцы и дроблению обрабатываемой поверхности. Эти недостатки особенно проявляются при обработке сварных швов внутренней поверхности трубы в силу разной твердости сварного шва и пришовной зоны. Отсутствие радиальной подачи резцов приводит к невозможности локальной обработки внутренней поверхности труб, например, в зоне сварного шва.
Известна расточная головка для токарной обработки труб. Расточная головка содержит борштангу с закрепленным на ней корпусом. В корпусе размещен резцедержатель с диаметрально расположенными резцами. Резцедержатель выполнен в виде ползушки с неподвижно закрепленными на ней осями. Резцы выполнены с режущими кромками в форме дуг окружностей и установлены на осях ползушки с возможностью поворота от привода для обеспечения регулярной смены части режущей кромки в процессе ее износа (А.с. СССР N 357040, МПК B 23 B 35/00, 1971 г.).
Известная расточная головка работает следующим образом. Обрабатываемую трубу приводят во вращение и вводят в нее расточную головку, при этом кромки резцов касаются обрабатываемой поверхности в точке, и перемещение резца происходит вдоль оси трубы.
Недостатком известной расточной головки является невозможность обработки неровных поверхностей (с наплывами), например, сварных швов труб. Это объясняется тем, что диаметрально установленные резцы испытывают разное сопротивление при обработке неровных поверхностей, при этом резцы могут вибрировать, поскольку закреплены подвижно на резцедержателе. Все это приводит к созданию ударных нагрузок на резцы и, как следствие, к дроблению обрабатываемой поверхности. Эти недостатки особенно проявляются при обработке сварных швов трубы вследствие разной твердости сварного шва и пришовной зоны. Отсутствие радиальной подачи резцов приводит к невозможности локальной обработки внутренней поверхности труб, например, в зоне сварного шва.
Наиболее близкой по совокупности существенных признаков к изобретению является известная расточная головка для токарной обработки труб, содержащая борштангу с закрепленным на ней корпусом, в котором размещены резцедержатель в виде сектора червячного колеса, резец и червяк, который введен в зацепление с сектором червячного колеса с образованием с ним червячной пары (см. US 2046386, B 23 B 29/034, 1936).
Задачей настоящего изобретения является создание расточной головки, которая может использоваться для локальной обработки неровной внутренней поверхности труб, например, в зоне сварного шва для устранения сварного валика, подрезов, непроваров без образования резкой ступеньки между обработанной и необработанной зонами трубы.
Технический результат настоящего изобретения заключается в уменьшении ударных нагрузок на резец за счет большого передаточного отношения червячной пары (малая подача на один оборот обрабатываемой трубы), а также в уменьшении вибраций резца в процессе обработки неровной поверхности за счет жесткости червячной пары (отсутствие люфта между борштангой и резцом), что приводит к исключению дробления металла трубы и сварного шва и к повышению чистоты обрабатываемой поверхности.
Кроме этого, перемещение резца вдоль обрабатываемой поверхности по дуге с достаточно большим радиусом, равным сумме радиуса сектора червячного колеса и вылета резца, позволяет получить обработанную поверхность, например, сварной шов трубы в виде части торовой поверхности, плавно переходящей в цилиндрическую поверхность необработанной трубы. При этом прочностные характеристики обработанной трубы не меняются по отношению к необработанной трубе, поскольку толщина обработанной части (сварного шва) уменьшается на минимальную величину, составляющую от 0,1 до 0,5 мм, а прочность сварного шва выше прочности металла трубы.
Возможность локальной обработки внутренней поверхности трубы обусловлена совокупностью продольного и радиального перемещений резца. Продольное перемещение резца обеспечивается его перемещением по пологой дуге, а радиальное - его перемещением в глубину обрабатываемой поверхности, равной высоте образуемого при этом сегмента.
Указанный технический результат достигается тем, что в известной расточной головке для токарной обработки труб, содержащей борштангу с закрепленным на ней корпусом, в котором размещены резцедержатель с резцом, резцедержатель выполнен в виде сектора червячного колеса, который установлен на оси с возможностью поворота в плоскости, параллельной оси борштанги, а резец жестко закреплен на секторе, при этом в корпусе параллельно оси борштанги установлен червяк, который входит в зацепление с сектором червячного колеса, образуя с ним червячную пару.
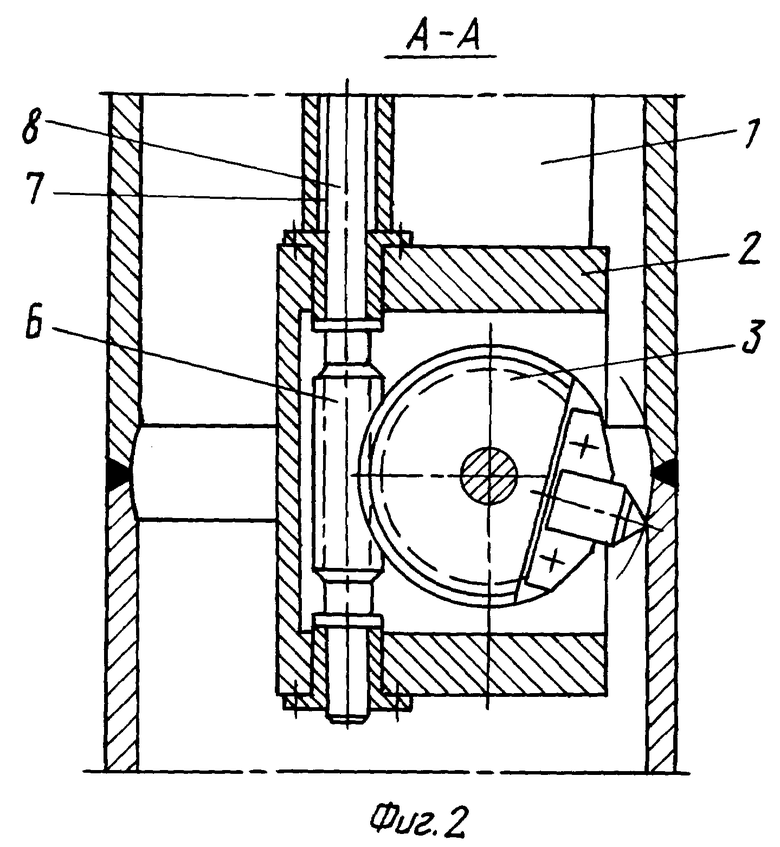
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена расточная головка, установленная в трубе (поперечный разрез), а на фиг. 2 - расточная головка, установленная в трубе, разрез по А-А.
Расточная головка содержит борштангу 1 и закрепленный на ее конце корпус 2, в котором размещен резцедержатель 3, который установлен в корпусе 2 на оси 4 с возможностью поворота в плоскости, параллельной оси борштанги 1. Резцедержатель 3 выполнен в виде сектора червячного колеса с углом, равным от 30 до 60 градусов. Ось 4 резцедержателя 3 расположена в плоскости, перпендикулярной оси борштанги 1. На резцедержателе 3 жестко закреплен проходной резец 5. В корпусе 2 параллельно оси борштанги 1 установлен червяк 6, который входит в зацепление с сектором червячного колеса и образует с червячным колесом червячную пару. В борштанге 1 выполнено продольное сквозное отверстие 7, в котором установлен приводной вал 8. Червяк 6 соединен приводным валом 8 с ручным приводом (на чертежах не показан).
Расточная головка работает следующим образом. Резец 5 устанавливают на заданный угол относительно обрабатываемой поверхности трубы в крайнее положение. Затем расточную головку вводят в трубу и устанавливают в месте обработки, например, в области сварного шва. Точность установки по месту обработки определяют по делениям на борштанге 1. Резец 5 посредством суппорта токарного станка подводят к обрабатываемой поверхности трубы до легкого контакта с ней. После этого трубу приводят во вращение и одновременно перемещают резец 5 из его крайнего положения в другое крайнее положение, соответствующее заданному углу. Это перемещение происходит по дуге, радиус которой равен сумме радиуса сектора червячного колеса и вылета резца 5. Перемещение резца на заданный угол производится за счет поворота сектора червячного колеса (резцедержателя 3) от вращающегося от приводного вала 8 червяка 6. При наличии небольших внутренних наплывов в сварном шве трубы чистовую обработку шва осуществляют за один проход резца. В случае больших наплывов и неровностей на поверхности шва токарную обработку производят за два или три прохода, увеличивая с каждым проходом заданный угол отклонения резца на один-два градуса, последний проход осуществляют с минимальной подачей на один оборот трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2005 |
|
RU2302929C2 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ОБТОЧКИ СВАРНЫХ ШВОВ ТРУБ | 1971 |
|
SU308786A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |
| СТАНОК ДЛЯ РАСТАЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2397048C2 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ КРУГЛЫХ ДЕТАЛЕЙ | 2006 |
|
RU2316415C1 |
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
Изобретение относится к машиностроению, к обработке металлов резанием. Головка содержит борштангу с закрепленным на ней корпусом, в котором размещены резцедержатель в виде сектора червячного колеса, резец и червяк, который введен в зацепление с сектором червячного колеса с образованием с ним червячной пары. Для локальной обработки неровной внутренней поверхности труб, например, в зоне сварного шва для устранения сварного валика, подрезов, непроваров без образования резкой ступеньки между обработанной и необработанной зонами трубы расточная головка снабжена осью, на которой с возможностью поворота в плоскости, параллельной оси борштанги, установлен сектор червячного колеса, резец жестко закреплен на последнем, а червяк установлен параллельно оси борштанги. 2 ил.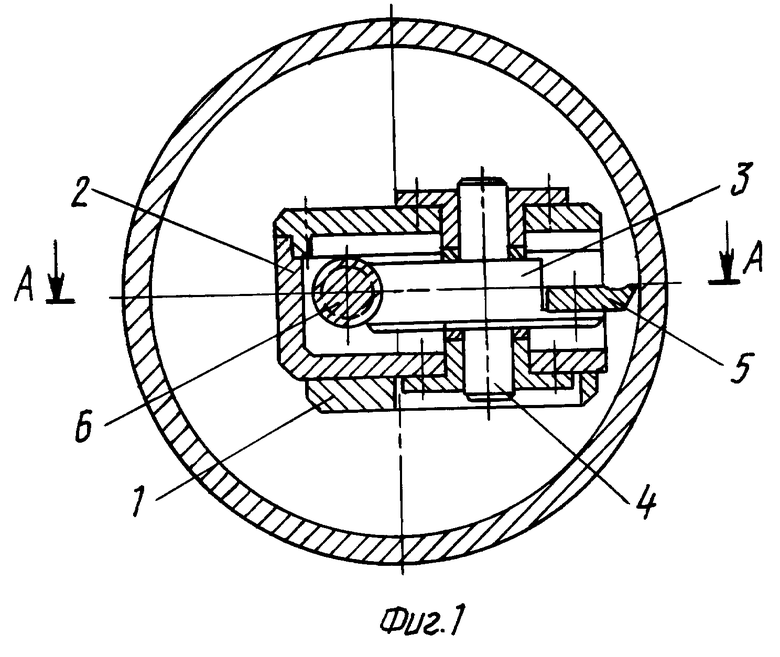
Расточная головка для токарной обработки труб, содержащая борштангу с закрепленным на ней корпусом, в котором размещены резцедержатель в виде сектора червячного колеса, резец и червяк, который введен в зацепление с сектором червячного колеса с образованием с ним червячной пары, отличающаяся тем, что она снабжена осью, на которой с возможностью поворота в плоскости, параллельной оси борштанги, установлен сектор червячного колеса, резец жестко закреплен на последнем, а червяк установлен параллельно оси борштанги.
| ТИФЛОСКОП | 1991 |
|
RU2046386C1 |
| РАСТОЧНАЯ ГОЛОВКА ДЛЯ РАСТОЧКИ ТРУБ | 0 |
|
SU222124A1 |
| РАСТОЧНОЙ БЛОК | 0 |
|
SU218615A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА С ПРОДОЛЬНОГО ШВА В ТРУБАХ | 0 |
|
SU256721A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| US 5782398, 21.07.1998. | |||

