Изобретение относится к обработке металлов резанием, в частности к растачиванию внутренних поверхностей крупногабаритных изделий, и может быть использовано для восстановления изложниц после выплавки слитков.
Известен расточной станок с расположенными на станине шпиндельной бабкой, несущей планшайбу с изделием и стеблевой бабкой. В стеблевой бабке установлены основная и вспомогательная борштанги, причем вспомогательная борштанга соединяется с основной при наладке и имеет привод вспомогательных перемещений и устанавливается на опоре, расположенной с левого торца шпиндельной бабки соосно со шпинделем (Авторское свидетельство СССР №343779, B23B 41/02, B23B 43/00, опубл. 07.07.1972 г.).
Этот станок не позволяет обрабатывать внутреннюю конусную поверхность изделия. В отличие от обычного токарно-винторезного станка такой станок обладает большей массой, габаритами и более высокой ценой, и поэтому расточка изделий на таком станке отличается сравнительно высокими затратами.
Наиболее близким аналогом заявляемому техническому решению является известный станок для растачивания длинномерных изделий, содержащий станину, шпиндельную бабку, несущую планшайбу с изделием, направляющую, заведенную внутрь изделия до упора в центре планшайбы, режущий инструмент, установленный с возможностью перемещения по направляющей, а также дополнительно - регулируемую опору, к которой крепится второй конец направляющей с возможностью отклонения при установке на заданный угол в горизонтальной плоскости, при этом направляющая выполнена с размещенной внутри оправкой для возможности перемещения вдоль нее каретки с режущим инструментом посредством толкателя, приводом которого служит суппорт токарно-винторезного станка (SU 80754, В23В 41/06, 1949).
Недостатком его являются невозможность обработки внутренней конусной поверхности изделия, большая масса, габариты и высокая цена, а соответственно и затраты на обработку, например восстановление внутренней поверхности изложниц.
Задачей изобретения является обеспечение качественного растачивания внутренних поверхностей длинномерных изделий, в том числе конических, при относительной простоте станка.
Технический результат достигается тем, что в станке для растачивания длинномерных изделий, содержащем станину, шпиндельную бабку, несущую планшайбу для установки изделия, суппорт с резцедержателем, направляющую, заведенную внутрь изделия до упора в центре планшайбы и выполненную с размещенной внутри оправкой для возможности перемещения вдоль нее каретки с режущим инструментом посредством толкателя, соединенного в резцедержателем суппорта, регулируемую опору для крепления второго конца направляющей с возможностью отклонения при установке на заданный угол в горизонтальной плоскости, регулируемая опора состоит из неподвижной части, жестко прикрепляемой к станине, подвижной части, перемещаемой посредством винтовой пары, и шарнирного поворотного устройства, предназначенного для взаимодействия с изделием, а соединение толкателя с расточной головкой и резцедержателем выполнено шарнирным.
Отличительные признаки заявляемого изобретения: выполнение регулируемой опоры, состоящей из неподвижной части, жестко прикрепляемой к станине, подвижной части, перемещаемой посредством винтовой пары, и шарнирного поворотного устройства, предназначенного для взаимодействия с изделием, шарнирное соединение толкателя с расточной головкой и резцедержателем позволяют при высокой жесткости станка производить качественное растачивание длинномерного изделия на достаточно жестких режимах резания без дробления обрабатываемой внутренней поверхности, при этом заявляемый станок может обрабатывать как цилиндрические, так и конические внутренние поверхности.
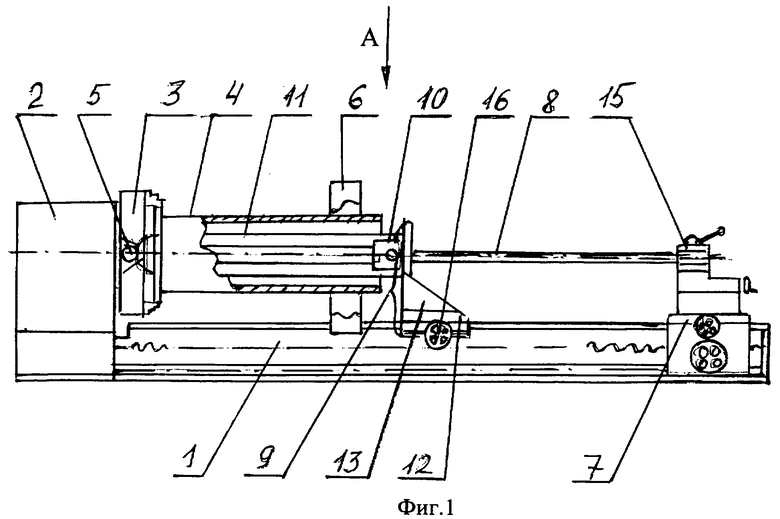
На фиг.1 схематично представлено заявляемое устройство.
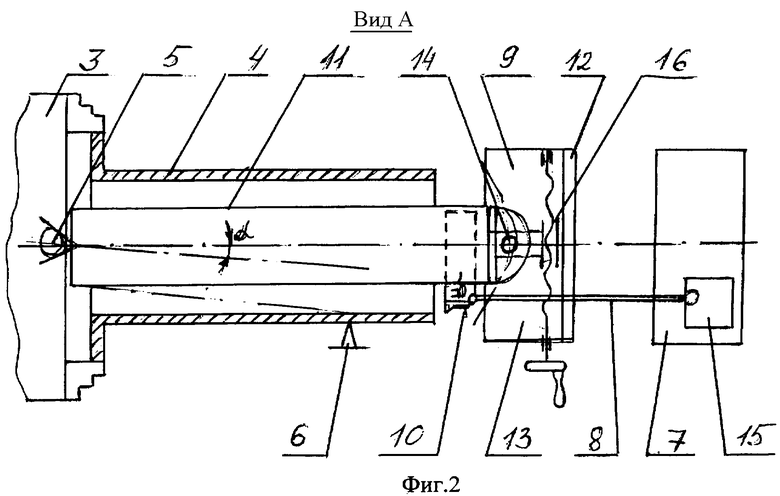
На фиг.2 изображено заявляемое устройство, вид сверху.
Заявляемое устройство (фиг.1) содержит установленную на станине 1 токарно-винторезного станка шпиндельную бабку 2 с расположенным в ней шпинделем, несущим планшайбу 3. В шпиндель установлен вращающийся центр 5. В планшайбе 3 закрепляется изделие 4, поддерживаемое люнетом 6. Направляющая 11 имеет две точки опоры, это - вращающийся центр 5 (опора с левого торца шпиндельной бабки) и регулируемая опора 9. Регулируемая опора 9 предназначена для перемещения правого конца вспомогательной станины 11 в горизонтальной плоскости с целью обработки внутренней конусной поверхности, а также для опоры и жесткой фиксации направляющей 11 к станине 1 станка. Она состоит из неподвижной части 12, которая жестко крепится к станине станка, и подвижной части 13, которая перемещается при помощи винтовой пары 16 по «ласточкину хвосту», а также шарнирного поворотного устройства 14 (фиг.2), которое обеспечивает в устройстве отклонение на угол α. Расточная головка 10 имеет винтовую пару для установки глубины резания и предназначена для растачивания обрабатываемой детали. Толкатель 8 шарнирно крепится к расточной головке и к резцедержателю станка 15, он предназначен для приведения в движение расточной головки от суппорта 7 станка.
Заявляемое устройство работает следующим образом. В шпиндель шпиндельной бабки 2 (фиг.1) токарно-винторезного станка устанавливают вращающийся центр 5, а в планшайбе 3 фиксируют изделие 4. Правая часть изделия опирается на неподвижный люнет 6. Направляющую 11 заводят внутрь изделия 4 при помощи суппорта 7 станка, пока левая часть направляющей 11 не займет свое рабочее положение, упершись во вращающийся центр 5. После этого неподвижную часть 12 регулируемой опоры 9 фиксируют к станине 1. Вращая штурвал винтовой пары 16, устанавливают необходимое положение оси станины относительно оси изделия для получения внутреннего конуса (для цилиндрической внутренней поверхности оси должны совпадать). Расточную головку 10 и резцедержатель станка 15 соединяют с толкателем 8. Затем устанавливают необходимый режим резания (обороты шпинделя, подача суппорта и глубина резания при помощи винтовой пары, расположенной в расточной головке 10). После этого включают обороты, сообщая планшайбе 3 с изделием 4 вращение относительно направляющей 11. Подачей суппорта 7 через толкатель 8 перемещают расточную головку 10 с режущим инструментом по направляющей 11. Таким образом, происходит растачивание внутренней поверхности изделия под любым углом.
После завершения растачивания расточная головка 10 перемещается в крайнее правое положение, направляющая 11 убирается в обратном порядке и готовое изделие снимается со станка.
Заявляемое устройство изготовлено и эксплуатируется на ОАО ЧМЗ. Испытания показали возможность осуществления высококачественного растачивания внутренней конусной поверхности изложниц диаметром 450 мм и длиной 4000 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| РАСТОЧНОЙ СТАНОК | 2001 |
|
RU2189295C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2264890C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
Станок содержит станину, шпиндельную бабку, несущую планшайбу для установки изделия, суппорт с резцедержателем, направляющую, заведенную внутрь изделия до упора в центре планшайбы и выполненную с размещенной внутри оправкой для возможности перемещения вдоль нее каретки с режущим инструментом посредством толкателя, соединенного с резцедержателем суппорта, регулируемую опору для крепления второго конца направляющей с возможностью отклонения при установке на заданный угол в горизонтальной плоскости. Для обеспечения качественного растачивания регулируемая опора состоит из неподвижной части, жестко прикрепляемой к станине, подвижной части, перемещаемой посредством винтовой пары, и шарнирного поворотного устройства, предназначенного для взаимодействия с изделием, а соединение толкателя с расточной головкой и резцедержателем суппорта выполнено шарнирным. 2 ил.
Станок для растачивания длинномерных изделий, содержащий станину, шпиндельную бабку, несущую планшайбу для установки изделия, суппорт с резцедержателем, направляющую, заведенную внутрь изделия до упора в центре планшайбы и выполненную с размещенной внутри оправкой для возможности перемещения вдоль нее каретки с режущим инструментом посредством толкателя, соединенного с резцедержателем суппорта, регулируемую опору для крепления второго конца направляющей с возможностью отклонения при установке на заданный угол в горизонтальной плоскости, отличающийся тем, что регулируемая опора состоит из неподвижной части, жестко прикрепляемой к станине, подвижной части, перемещаемой посредством винтовой пары, и шарнирного поворотного устройства, предназначенного для взаимодействия с изделием, а соединение толкателя с расточной головкой и резцедержателем суппорта выполнено шарнирным.
| ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТАЧИВАНИЯ СКВОЗНЫХ КОНИЧЕСКИХ ОТВЕРСТИЙ НА ТОКАРНЫХ СТАНКАХ | 1949 |
|
SU80754A1 |
| РАСТОЧНОЙ СТАНОКвсесоюзнАЯ ШШПО-7Ш1Р1Ш^!|4ИБГ5ИОТШ.\ | 0 |
|
SU343779A1 |
| Устройство для растачивания конических и фасонных отверстий | 1980 |
|
SU965622A1 |
| Устройство для обработки конических отверстий | 1991 |
|
SU1779480A1 |
| ПОДСТВОЛЬНЫЙ ГРАНАТОМЕТ | 2003 |
|
RU2234039C1 |

