Известно переносное устройство для обточки сварных швов труб резцами, связанными с качающимися резцедержателями, установленными на разъемном приводном зубчатом колесе с самоцентрирующимся зажимом устройства на трубе и с приводом из редуктора и электродвигателя. Резцы жестко закреплены на резцедержателях и не имеют механизма их осевого перемещения, что не позволяет обрабатывать широкие и фасонные сварные швы труб.
Предложенное устройство отличается от известного тем, что каждый резец в нем закреплен на шестерне, установленной на радиальной оси в резцедержателе и снабженной приводами ее поворота от механизма подач и осевого перемещения от торцевого кулачка. Это обеспечивает обработку широких и фасонных швов труб.
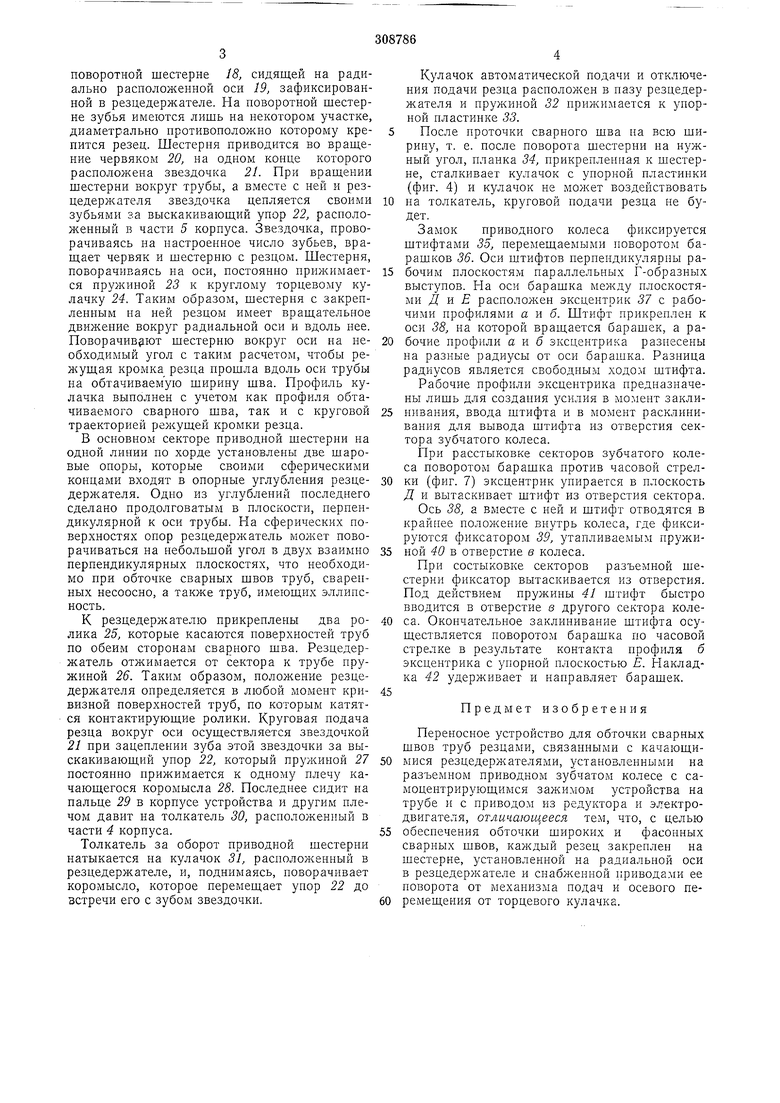
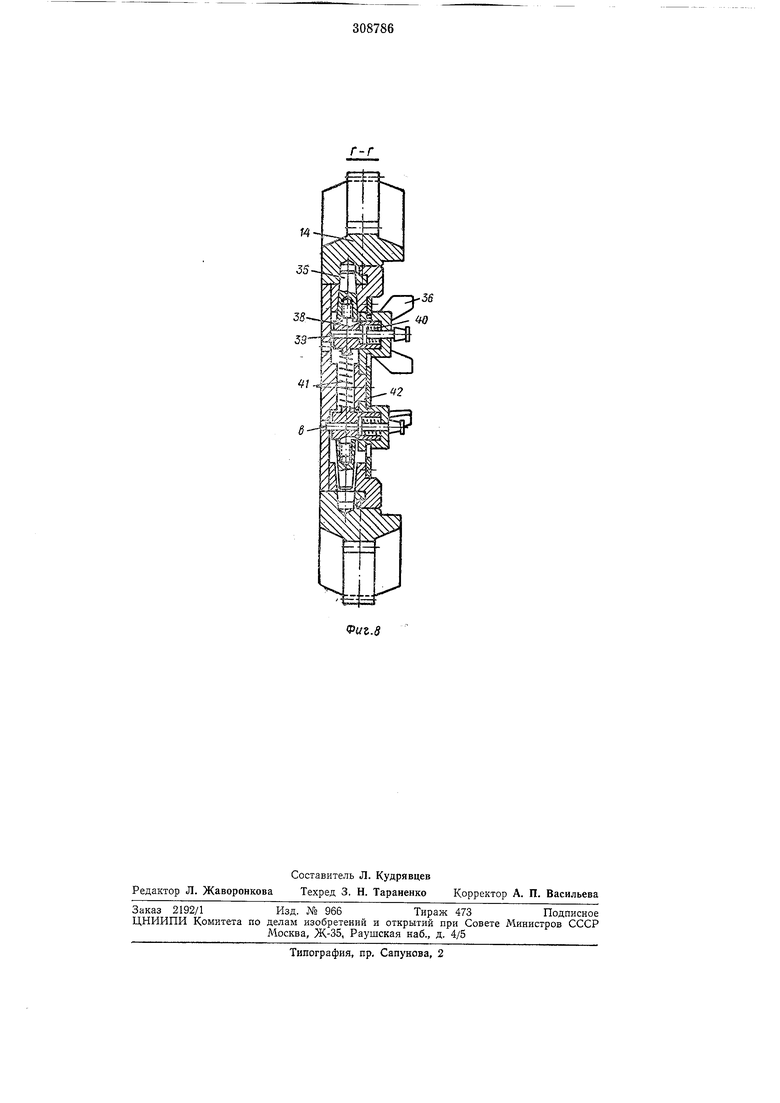
На фиг. 1 показано описываемое устройство, общий вид со стороны резцедержателей; на фиг. 2 - то же, вид со стороны зажима; на фиг. 3 - резцедержатель; на фиг. 4 - разрез по А-А на фиг. 3; на фиг. 5 - привод шестерни с резцом, разрез по Б-Б на фиг. 3; на фиг. 6 - приводное зубчатое колесо с самоцентрирующимся зажимом, разрез по В-В на фиг. 4; на фиг. 7 - замок приводного зубчатого колеса, вид на торец этого колеса; на фиг. 8 - то же, разрез по Г-Г на фиг. 7.
Устройство содержит корпус /, планетарный редуктор 2 и электродвигатель 3. Корпус состоит из двух частей 4 и 5, которые стягиваются между собой болтами. Собранный корпус имеет вырез для навешивания на трубу.
Самоцентрирующий зажим выполнен из двух тяг 6, скользящих в отверстиях выступов части 4 корпуса. С одной стороны трубы располагаются прижим 7 и коромысло 8, в которые ввернут винт 9, зафиксированный от перемещения в выступе части 4 корпуса (фиг. 5). Прижим и коромысло в паре с винтом имеют разное направление резьбы. Коромысло гайками 10 жестко связано с тягами. Прижим
имеет направляющие отверстия для прохода тяг.
С другой стороны трубы при навешивании устройства надевается съемный прижим 11, имеющий открытые пазы с шариковыми фиксаторами. При повороте рукояткой 12 винта 9 коромысло перемещает тяги, а вместе с ними и прижим 11 ъ одну сторону, а прижим 7 - в другую. Таким образом прижимы 11 и 7 сходятся или расходятся, чем и осуществляется закрепление устройства на трубе.
Внутри корпуса в направляющих 13 расположены секторы приводного разъемного зубчатого колеса 14. В основном секторе на двух шаровых опорах 15 установлен резцеповоротной шестерне 18, сидящей на радиально расположенной оси 19, зафиксированной в резцедержателе. На поворотной шестерне зубья имеются лишь на некотором участке, диаметрально противоположно которому крепится резец. Шестерня приводится во вращение червяком 20, на одном конце которого расположена звездочка 21. При вращении шестерни вокруг трубы, а вместе с ней и резцедержателя звездочка цепляется своими зубьями за выскакивающий упор 22, расположенный в части 5 корпуса. Звездочка, проворачиваясь на настроенное число зубьев, вращает червяк и шестерню с резцом. Шестерня, поворачиваясь на оси, постоянно прижимается пружиной 23 к круглому торцевому кулачку 24. Таким образом, шестерня с закрепленным на ней резцом имеет вращательное движение вокруг радиальной осп и вдоль нее. Поворачивают шестерню вокруг оси на необходимый угол с таким расчетом, чтобы режущая кромка резца прошла вдоль оси трубы на обтачиваемую ширину шва. Профиль кулачка выполнен с учетом как профиля обтачиваемого сварного шва, так п с круговой траекторией режущей кромки резца.
В основном секторе приводной шестерни на одной линии по хорде установлены две шаровые опоры, которые своими сферическими концами входят в опорные углубления резцедержателя. Одно из углублений последнего сделано продолговатым в плоскости, перпендикулярной к оси трубы. На сферических поверхностях опор резцедержатель может поворачиваться на небольшой угол в двух взаимно перпендикулярных плоскостях, что необходимо при обточке сварных швов труб, сваренных несоосно, а также труб, имеющих эллипсность.
К резцедержателю прикреплены два ролика 25, которые касаются поверхностей труб по обеим сторонам сварного шва. Резцедержатель отжимается от сектора к трубе пружиной 26. Таким образом, положение резцедерл ателя определяется в любой момент кривизной поверхностей труб, по которым катятся контактирующие ролики. Круговая подача резца вокруг оси осуществляется звездочкой 21 при зацеплении зуба этой звездочки за выскакивающий упор 22, который пружиной 27 постоянно прижимается к одному плечу качающегося коромысла 28. Последнее сидит на пальце 29 в корпусе устройства и другим плечом давит на толкатель 30, расположенный в части 4 корпуса.
Толкатель за оборот приводной шестерни натыкается на кулачок 31, располон енный в резцедержателе, и, поднимаясь, поворачивает коромысло, которое перемещает упор 22 до встречи его с зубом звездочки.
Кулачок автоматической подачи и отключения подачи резца расположен в пазу резцедержателя и пружиной 32 прижимается к упорной пластинке 33.
После проточки сварного шва на всю ширину, т. е. после поворота шестерни на нужный угол, планка 34, прикреплепная к шестерне, сталкивает кулачок с упорной пластинки (фиг. 4) и кулачок не может воздействовать
на толкатель, круговой подачи резца не будет.
Замок приводного колеса фиксируется штифтами 35, иеремещаемыми поворотом барашков 36. Оси штифтов перпепдикулярпы рабочим плоскостям параллельных Г-образных выступов. На оси барашка между плоскостями Д и Е расположен эксцентрик 37 с рабочими профилями а и б. Штифт прикреплен к оси 38, на которой вращается барашек, а рабочие профили а и б эксцентрика разнесены на разные радиусы от оси барашка. Разница радиусов является свободным ходом штифта. Рабочие профили эксцентрика предназначены лишь для создания усилия в момент заклинивания, ввода штифта и в момент расклинивания для вывода штифта из отверстия сектора зубчатого колеса.
При расстыковке секторов зубчатого колеса поворотом барашка против часовой стрелки (фиг. 7) эксцентрик упирается в плоскость Д и вытаскивает штифт из отверстия сектора. Ось 38, а вместе с ней и штифт отводятся в крайнее положение внутрь колеса, где фиксируются фиксатором 39, утапливаемым пружиной 40 в отверстие в колеса.
При состыковке секторов разъемной шестерни фиксатор вытаскивается из отверстия. Под действием пружины 41 штифт быстро вводится в отверстие в другого сектора колеса. Окончательное заклинивание штифта осуществляется поворотом барашка по часовой стрелке в результате контакта профиля б эксцентрика с упорной плоскостью Е. Накладка 42 удерживает и направляет барашек.
Предмет изобретепия
Переносное устройство для обточки сварных швов труб резцами, связанными с качаюшимися резцедержателями, установленными на разъемном приводном зубчатом колесе с самоцентрирующимся зажимом устройства на трубе и с приводом из редуктора и электродвигателя, отличающееся тем, что, с целью
обеспечения обточки широких и фасонных сварных швов, каждый резец закреплен на шестерне, установленной на радиальной оси в резцедержателе и снабженной приводами ее поворота от механизма подач и осевого перемещения от торцевого кулачка.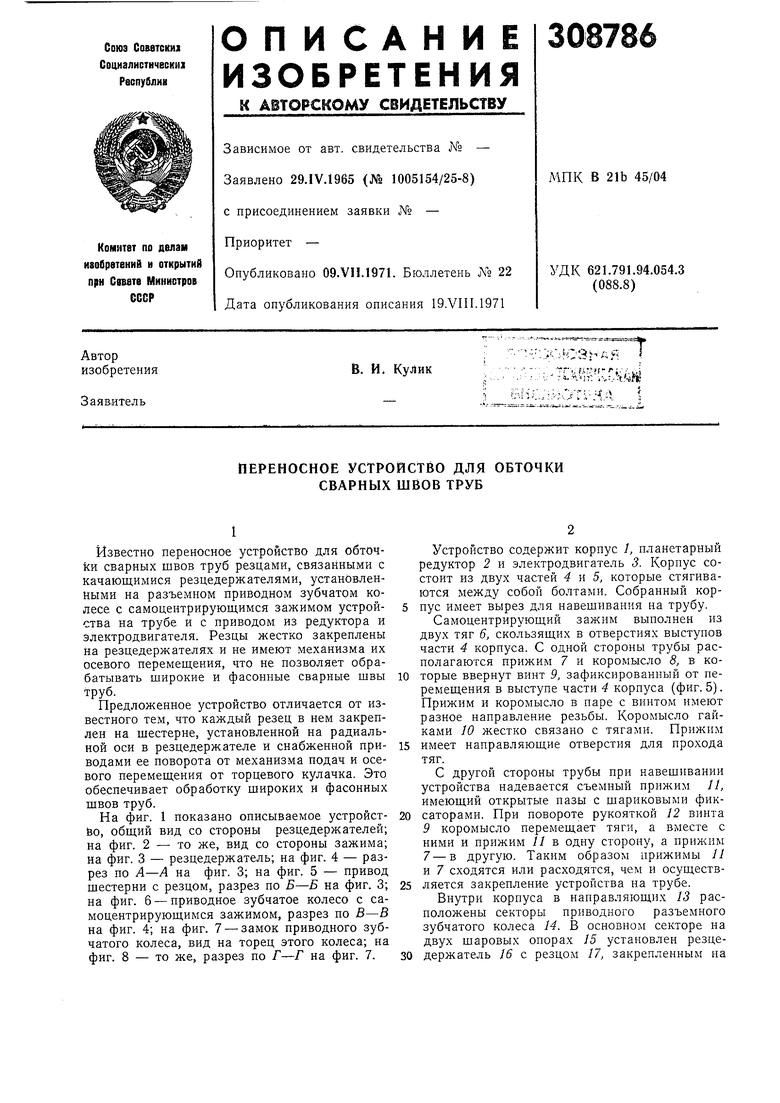
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА ДЛЯ ТОКАРНОЙ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ | 1999 |
|
RU2163858C2 |
| Устройство для удаления дефектов кольцевых сварных швов | 1985 |
|
SU1299712A1 |
| Трубоотрезной станок | 1982 |
|
SU1038110A1 |
| ПОЛУАВТОМАТИЧЕСКОЕ РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1972 |
|
SU339351A1 |
| ТРУБООТРЕЗНОЙ СТАНОК | 1990 |
|
RU2028882C1 |
| Устройство для резки труб | 1986 |
|
SU1411104A1 |
| Приспособление для внутренней расточки стекло отделочных форм | 1931 |
|
SU35340A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБТОЧКИ ШЕЕК ПАРОВОЗНЫХ ОСЕЙ | 1948 |
|
SU77860A1 |
| Переносный станок для резки труб | 1981 |
|
SU1017440A1 |

Я1-tt-r-
б-б
2В
.5
1
Профиль сВарного шОа
28
Фиг.6
Фиг.7
