Изобретение относится к металлургической промышленности, в частности к технологическим процессам выплавки стали в мартеновской печи.
Известен способ выплавки стали в мартеновской печи, включающий завалку металлошихты, ее прогрев и расплавление, доводку жидкого металла до требуемых характеристик и продувку его нейтральным газом посредством расположенных в пористом огнеупорном слое подины многосопловых продувочных устройств (SU, 1164275A, C 21 C 5/04, публ. ЗО-06.85 Бюл. N 24).
Недостатками известного способа являются сложность конструкции, невысокая надежность средств продувки, недостаточно высокая производительность процесса выплавки стали, обусловленная невозможностью обеспечения существующими средствами требуемой интенсивности тепло-массообмена жидкого металла в процессе плавки как во времени, так и в пространстве, при условии базового уровня угара жидкого металла и пылеобразования.
Задачей, на решение которой направлено настоящее изобретение, является повышение производительности процесса выплавки стали в мартеновской печи с обеспечением высоких качественных ее показателей, а также повышение надежности в работе средств продувки.
Технический результат заключается в обеспечении интенсификации тепло-массообменных процессов жидкого металла в условиях базового уровня угара жидкого металла и пылеобразования.
Для достижения указанного технического результата в известном способе выплавки стали в мартеновской печи, включающем завалку металлошихты, ее прогрев и расплавление, доводку жидкого металла до требуемых характеристик и продувку его нейтральным или инертным газом посредством расположенных в пористом огнеупорном слое подины многосопловых продувочных устройств, продувку жидкого металла осуществляют по зонам, которые рассосредотачивают вдоль продольной оси печи, подачу нейтрально или инертного газа в каждой зоне осуществляют из продувочного устройства с не менее 30 соплами с диаметром от 1,0 до 3,0 мм при давлении нейтральныго или инертного газа, равном 1 - 6 атм, при этом нейтральный или инертный газ пропускают рассосредоточенно по поверхности зоны через слой пористого огнеупорного материала фракции 2-10 мм толщиной, равной 0,5 - 0,8 от общей толщины подины, для обеспечения удельной плотности дутья в каждой зоне в пределах от 2,0 до 11,5 м3/ч на 1 м2 ее поверхности, причем суммарную интенсивность продувки нейтральным или инертным газом жидкого металла поддерживают в пределах, обеспечивающих эффективный тепло-массообмен слоев жидкого металла, изменяя при этом расход нейтрального или инертного газа от 0,09 до 0,45 м3 на единицу тепловой мощности топливного факела по мере увеличения тепловой нагрузки в печи.
Возможны и другие варианты выполнения технологического процесса выплавки стали в мартеновской печи, согласно которым необходимо, чтобы:
- последующую плавку производили бы при наличии в печи от 0,5 до 1,0% металла предыдущей плавки;
- нейтральный или инертный газ подавали бы через сопла одинакового или разного диаметра;
- зону продувки нейтральным или инертным газом выполняли бы круглой, прямоугольной, или криволинейной формы;
- при выполнении зон круглой формы расстояние между ними поддерживали бы равным 0,5 - 3 диаметра зоны.
Указанные признаки являются существенными и взаимосвязанными между собой причинно-следственной связью с образованием совокупности существенных признаков, достаточных для достижения технического результата.
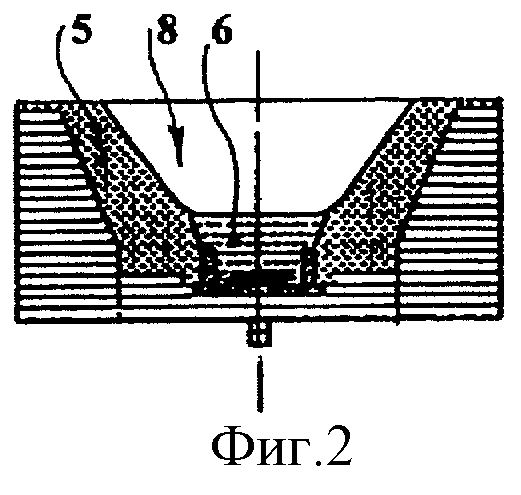
На фиг. 1 изображен продольный разрез мартеновской печи;
на фиг.2 - поперечный разрез мартеновской печи;
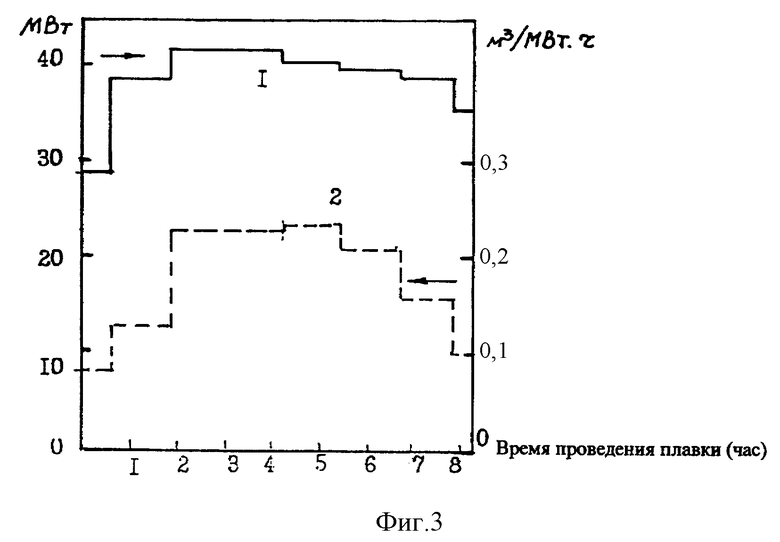
на фиг. 3 - график изменения тепловой мощности топливного факела (1) и удельной интенсивности продувки (2) по ходу проведения плавки в мартеновской печи емкостью 180 т при длительности плавки 8 ч 15 мин, который отражает характер взаимосвязи указанных параметров по ходу мартеновского процесса плавки.
Лучший вариант осуществления изобретения
Настоящее изобретение поясняется конкретным примером выполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения данной совокупностью признаков заданного технического результата.
Характерной особенностью мартеновского производства стали является существенное превышение расходной части теплового баланса печи при плавлении твердой фазы металлошихты над подачей тепловой энергии в ванну в результате протекающих в ней химических реакций.
Дефицит тепла покрывается за счет использования тепловой энергии топливного факела. В связи с чем производительность мартеновской печи при ее заданном термическом потенциале в значительной степени определяется условиями потребления тепловой энергии топливного факела металлошихтой и жидким металлом, а также активностью тепло-массообменных процессов в печи.
По мере образования в печи углеродсодержащего жидкого металла (преимущественный период цикла плавки) существенную роль в тепло-массообмене приобретают протекающие внутри ванны печи реакции окисления углерода, продуктом которых является газообразная окись углерода. Пневматическое перемешивание жидкого металла в ванне в результате ее обезуглероживания позволяет активизировать процессы передачи тепловой энергии от топливного факела к шихте и жидкому металлу и оптимизацию условий удаления из жидкого металла примесей.
Активизация процесса теплообмена между рабочим пространством печи и ванной, а также процессов тепло- и массообмена в расплаве при классической технологии мартеновской плавки обеспечивается за счет перемешивания расплава при его обезуглероживании. При заданной тепловой мощности факела скорость протекания процесса обезуглероживания является лимитирующим звеном цикла плавки. При образовании в ванне по ходу плавки локальных зон с повышенной интенсивностью газовыделения в результате неравномерности протекания процессов расплавления составляющих шихтовых материалов и активности обезуглероживания в условиях заторможенного теплопоглощения, характеризующихся опасными выбросами за счет активизации обменных процессов этих зон, и как следствие, приводит к выбросу жидкого металла из печи.
Важнейшей технологической задачей мартеновской плавки стали является обеспечение к началу раскисления металла определенного, оптимального перегрева на 50-120oC металла над температурой его плавления. Увеличение скорости обезуглероживания может быть обеспечено при увеличении содержания углерода в металле. С целью активизации теплообмена и массообмена внутри ванны, для обеспечения полноты перемешивания в практических условиях вынуждены увеличивать в составе шихтовых материалов содержание углеродсодержащих материалов. Ограниченный темп протекания процесса обезуглероживания вызывает увеличение времени плавки, при этом увеличение углеродсодержащих материалов в металлошихте вызывает повышение себестоимости выплавляемой стали.
Способ выплавки стали в мартеновской печи согласно изобретению заключается в том, что расплавляют металлошихту, затем доводят жидкий металл до требуемых параметров, плавление производят поэтапно с изменяемой тепловой мощностью топливного факела. Донную продувку ванны производят нейтральным газом, при этом осуществляют непрерывно зонную продувку жидкого металла, а подачу нейтрального газа в каждой зоне производят продувочным устройством с не менее 30 соплами с возможностью образования локальных потоков инертного газа. С целью обеспечения полного охвата дутьем пространства ванны рекомендуется применять не менее четырех зон. Группы сопл рассосредоточены вдоль продольной оси мартеновской печи, причем сопла выполнены диаметром от 1,0 до 3,0 мм с возможностью обеспечения плотности дутья (удельный расход инертного газа на единицу площади) в каждой зоне. Суммарная интенсивность донной продувки жидкого металла составляет 1,3·10-2-11,5·10-2 м3/ч на 1 т жидкого металла, при этом расход инертного газа изменяя от 0,09 до 0,45 м3 на единицу тепловой мощности факела по мере увеличения тепловой нагрузки в печи.
С целью сокращения длительности периода плавления за счет раннего воздействия барботирования расплава на твердую фазу металлошихту каждую последующую выплавку стали производят при наличии в печи от 0,5 до 1,0% металла предыдущей выплавки.
Для обеспечения возможности изменения условий газообразования в ванне в зависимости от изменяющихся условий обезуглероживания жидкости металла донную продувку производят соплами одинакового или разного диаметра.
Кроме того, упомянутая зона может быть выполнена круглой или прямоугольной, или криволинейной формы. При этом в случае выполнения зон круглой формы расстояние между зонами на подине печи составляло бы 0,5 - 3 диаметра зоны. Такое решение позволяет обеспечить оптимальные условия для выравнивания качественных и количественных параметров, подвергаемых продувке объемов расплава при активизации их взаимодействия.
В качестве примера для реализации способа рассмотрим мартеновскую печь на 160-180 т, работающую по технологии скрап процесса с изменением по ходу плавки тепловой мощности факела от 28 до 42 МВт.
Подвод нейтрального газа, в частности азота, в огнеупорную подину 1 (фиг. 1, 2) печи осуществляют снизу. Для этого продувочные устройства, включающие газораспределительные устройства 2, выполненные неохлаждаемыми, размещают в газонепроницаемых открытых сверху корпусах 3, расположенных в нижней части подины 1. Подина 1 печи охвачена с внешней стороны металлическим кожухом 4 и выполнена из огнеупорного материала 5, при этом в зонах расположения газораспределительных устройств 2 огнеупорный материал 6 выполнен пористым с возможностью образования зон 7 для продувки ванны 8.
Подачу инертного газа осуществляют с помощью газораспределительной системы, снабженной необходимым набором контрольно-регулирующей и отсечной аппаратуры с автоматизированным управлением, подключенных к газораспределительным устройствам 2. Распределение инертного газа по горизонтальной поверхности продувочной зоны 7 осуществляют при помощи газораспределительных устройств 2, выполненных в виде множества сопл, направленных вверх или под углом в сторону ванны 8 и имеющих диаметр, равный 1 - 3 мм. Пористый огнеупорный материал 6 толщиной 300 - 600 мм позволяет равномерно распределять по зонам 7 инертный газ, а также обеспечивать равномерную удельную плотность продувки ванны. В качестве газопроницаемого огнеупорного материала используют материал типа "ANKERHARTH-TLS2". Преимущества этого материала связаны с природными качествами исходного сырья, а именно, петрографическими особенностями, зернистостью, комбинацией низкого SiO2 природного содержания, более высокого Fe2O3 и CaO.
Пропускная способность газоподводящей трассы каждой зоны 7 составляет до 6 м3/ч инертного газа при давлении до 6 атм. При нахождении в печи расплавленного металла оптимальным режимом газоснабжения является расход газа, выбираемый из диапазона 0,6 - 3 м3/ч, а при порожней печи - до 1,8 м3/ч. Подача инертного газа через газораспределительные устройства 2 помимо прямого своего назначения способствует охлаждению нижней части печи со смонтированными в ней устройствами и механизмами, увеличивая тем самым их срок службы и стойкость прилегающего к ним огнеупорного материала.
Продувку ванны 8 мартеновской печи нейтральным газом через ее подину производят сразу после вывода печи под тепловую нагрузку, обеспечивая при этом непрерывную его подачу с изменяющейся интенсивностью при проведении основных приемов плавки.
В начальный период плавки - при заправке печи, а при осуществлении текущего производства - после выпуска предыдущей плавки, в условиях исходной мощности факела около 29 МВт обеспечивается дежурная продувка ванны с минимальной плотностью дутья 2,0 м3/ч на 1 м2 поверхности зоны продувки. В процессе завалки в мартеновскую печь металлошихты тепловая мощность факела поэтапно увеличивается до 42 МВт. По мере накопления на подине расплава плотность продувки в каждой зоне увеличивается до 11,5 м3/ч на 1 м2, обеспечивая наращивание общей интенсивности продувки увеличивающейся массы жидкого металла. При этом изменение интенсивности дутья по ходу плавки находится в тесной взаимосвязи с изменением тепловой нагрузки топливного факела и варьируется от 0,09 до 0,3 м3/ч на 1 МВт вводимой тепловой мощности (фиг. 3).
В зависимости от степени запыленности технологических газов осуществляется оценка эффективности уровня продувки ванны.
Уровень интенсивности плавки дополнительным перемешиванием жидкого металла инертным газом в мартеновской печи позволяет обеспечить увеличение производительности на 4-8% при сокращении длительности процесса выплавки стали до 20-30 мин, а также снижение удельного расхода топлива на 30-40 единиц условного топлива на тонну. При этом установлено снижение горячих простоев мартеновской печи от календарного времени на 0,2 -0,8% и общего расхода огнеупорных материалов до 5-6 кг/т стали при одновременном увеличении стойкости свода. Получаемые преимущества не отражают всего спектра возможного совершенствования технологического процесса, т.к. в них не учтены появляющиеся преимущества, связанные с улучшением качества стали.
Промышленная применимость
Настоящее изобретение может быть использовано в металлургической промышленности, в частности в технологических процессах, связанных с выплавкой стали в мартеновских печах. Изобретение соответствует условию патентоспособности "промышленная применимость", поскольку его реализация возможна при использовании существующих средств производства с применением известных технологий.
Применение изобретения позволяет повысить производительность процесса выплавки стали в мартеновской печи с обеспечением высоких качественных ее показателей. Это стало возможным благодаря:
- рассосредоточенной подаче нейтрального неассимилированного металлом газа, при этом обеспечиваются стабильность процесса барботирования ванны и равномерность ее распределения;
- подаче инертного газа в ограниченном количестве в каждую зону, при этом стало возможным обеспечение эффективного охлаждения огнеупорного материала в зоне продувки, повышая тем самым ее стойкость. Кроме того, такое решение исключает отбор тепла из расплава, что в свою очередь позволяет избежать "закозление" печи;
- стабилизации дутья, что позволяет избежать нештатных ситуаций - всплесков металла из ванны или выброса из печи жидкого металла в результате активизации локального обезуглероживания.
В целом активизация газообразования в придонном слое расплава позволяет стабильно перемешивать всю толщу металла по высоте. Кроме того, применение изобретения позволяет увеличить стойкость свода и огнеупорной кладки рабочего пространства печи и сократить длительность текущих простоев в 2-3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2167946C1 |
| МАРТЕНОВСКАЯ ПЕЧЬ | 2000 |
|
RU2167945C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2004 |
|
RU2266965C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2004 |
|
RU2260625C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2197533C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2198939C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ | 2001 |
|
RU2197534C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ АГРЕГАТЕ | 2005 |
|
RU2293122C1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА В ВАННЕ ПОДОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2265063C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
Изобретение относится к черной металлургии, а именно к выплавке стали в мартеновской печи (МП). Способ выплавки стали в (МП) включает завалку металлошихты, ее прогрев и расплавление, доводку жидкого металла до требуемых характеристик и продувку его нейтральным газом (НГ) или инертным газом (ИГ) посредством расположенных в пористом огнеупорном слое подины многосопловых продувочных устройств (ПУ). Продувку жидкого металла (ЖМ) осуществляют по зонам (З), которые рассредотачивают вдоль продольной оси печи. Подачу НГ или ИГ в каждой З осуществляют из ПУ с не менее 30 соплами диаметром от 1,0 до 3,0 мм при давлении газа, равном 1 - 6 атм. НГ или ИГ пропускают рассредоточено по поверхности З через слой пористого огнеупорного материала фракции 2 - 10 мм толщиной, равной 0,5 - 0,8 от общей толщины подины, для обеспечения удельной плотности дутья в каждой З в пределах от 2,0 до 11,5 м3/ч на 1 м2 ее поверхности. Суммарную интенсивность продувки НГ или ИГ (ЖМ) поддерживают в пределах, обеспечивающих эффективный тепло-массообмен слоев ЖМ. Расход НГ или ИГ изменяют от 0,09 до 0,45 м3 на единицу тепловой мощности топливного факела по мере увеличения тепловой нагрузки в печи. Технический результат - повышение производительности процесса выплавки стали с обеспечением высоких качественных ее показателей, повышение надежности работы продувочных средств. 4 з.п. ф-лы, 3 ил.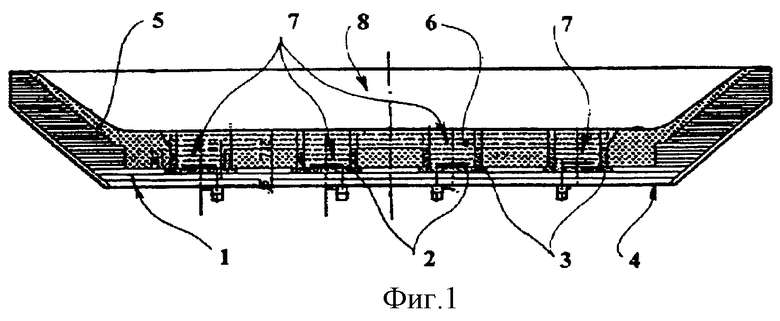
| Мартеновская печь | 1983 |
|
SU1164275A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ПОВРЕЖДЕНИЯ ЗЕРНА ВРЕДНОЙ ЧЕРЕПАШКОЙ | 0 |
|
SU257852A1 |
| КОНСТРУКЦИЯ ДНИЩА ИЛИ СТЕНОК МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1991 |
|
RU2087252C1 |
| Вакуумный термический деаэратор | 1974 |
|
SU560834A1 |
| GB 1253131, 10.11.1971 | |||
| US 4396178, 02.08.1983 | |||
| КУПШИС Э | |||
| "Донная продувка мартеновских печей системы VVS", Сталь N1, 2000, Москва, ООО "Инжиниринг", с.21 | |||

