Изобретение относится к черной металлургии, точнее к процессам выплавки стали в мартеновской печи, а также к конструкциям мартеновских печей.
Известно существенное благоприятное влияние перемешивания ванны мартеновской печи на течение процесса плавки.
Известны две наиболее эффективные системы скрытой донной продувки ванны инертным или нейтральным газом, применение которых позволяет существенно интенсифицировать процесс плавки в электропечи: система TLS и система VVS (см. , например, NEUESTE ERFAHRUNGEN MIT BEDECKTEM -  . Von Josse Bachmayer und Walter Hirtenlehner. Vortrag gehalten beim Kurzseminar in Kladno, TSCHECHIEN am. 30 Juni. 1993 г.).
. Von Josse Bachmayer und Walter Hirtenlehner. Vortrag gehalten beim Kurzseminar in Kladno, TSCHECHIEN am. 30 Juni. 1993 г.).
Известно, что из указанных двух систем скрытой донной продувки наибольшее распространение получила система VVS. Именно эта система получила распространение на мартеновских печах.
Известен способ выплавки в мартеновской печи, в котором описан способ скрытой донной продувки ванны с использованием системы VVS, а также конструкция печи для осуществления этого способа (см. , например, патент РФ 2164244, С 21 С 5/04, опубликован 20.03.2001 г., бюл. 8).
Известен способ выплавки стали в мартеновской печи, который включает завалку металлошихты, ее прогрев и расплавление, доводку жидкого металла до требуемых характеристик и продувку его нейтральным газом или инертным газом посредством расположенных в пористом огнеупорном слое подины многосопловых продувочных устройств. Продувку жидкого металла осуществляют через несколько устройств, расположенных вдоль пода печи и образующих единую систему донной продувки ванны по зонам.
В указанном источнике информации описана также мартеновская печь для осуществления выплавки стали со скрытой донной продувкой, содержащая корпус, переднюю и заднюю стенки, под с огнеупорным пористым слоем и размещенными вдоль продольной оси пода многосопловые продувочные устройства.
Известный способ выплавки стали в мартеновской печи, а также конструкция мартеновской печи по существенным признакам наиболее близки к предлагаемым, поэтому приняты за прототип.
Существенный недостаток известных способа и устройства состоит в их низкой эффективности в решении задачи перемешивания ванны. Отмеченный недостаток обусловлен тем, что не создаются условия для перемещения стали вдоль пода печи, в результате перемешивание стали локализуется только в зонах, охватываемых действием устройств продувки, без заметного перемещения металла между зонами.
Предлагаемые способ выплавки стали в мартеновской печи, а также конструкция печи также базируются на использовании устройств системы VVS, но свободны от указанного недостатка. В них обеспечено перемещение металла ванны вдоль печи, тем самым существенно улучшен процесс перемешивания стали и на этой основе повышена эффективность процесса плавки.
Отмеченный технический результат достигается за счет того, что в способе выплавки стали в мартеновской печи, включающем завалку металлошихты, ее прогрев и расплавление и доводку с нагревом ванны печи в процессе выплавки факелом, осуществляют подачу инертного или нейтрального газа через несколько многосопловых продувочных устройств, расположенных в пористом огнеупорном слое подины печи и образующих единую систему скрытой донной продувки ванны. При этом факел формируют со стороны одной из торцевых стенок печи, а отвод продуктов сгорания - со стороны другой. Направление формирования факела и отвод продуктов сгорания периодически меняют местами, а подачу газа осуществляют через указанные продувочные устройства с наибольшей подачей через одно из продувочных устройств, ближайшее к факелу.
Наибольшей подачей газа охватывают зону пода печи, расположенную на стороне ее передней стенки.
Мартеновская печь для выплавки стали содержит корпус, переднюю, заднюю и торцевые стенки, под с огнеупорным пористым слоем и размещенными вдоль продольной оси пода многосопловые продувочные устройства скрытой донной продувки, средства подвода газа и отвода продуктов сгорания.
Средства подвода газа и отвода продуктов сгорания выполнены в торцевых стенках печи, а одно крайнее в ряду многосопловое продувочное устройство смещено относительно продольной оси пода печи к ее передней стенке.
Указанные признаки являются существенными и взаимосвязанными между собой причинно-следственной связью с образованием совокупности существенных признаков, достаточных для достижения технического результата.
Лучший вариант осуществления изобретения
Настоящее изобретение поясняется конкретным примером выполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения данной совокупностью признаков заданного технического результата.
Способ и устройство иллюстрируются чертежами, где
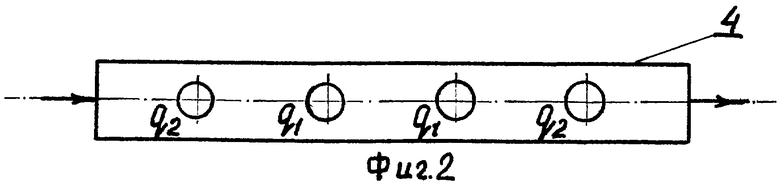
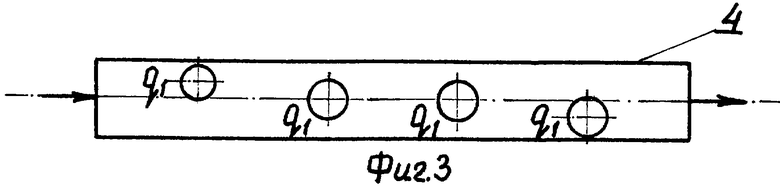
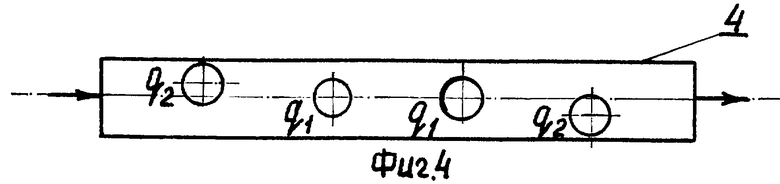
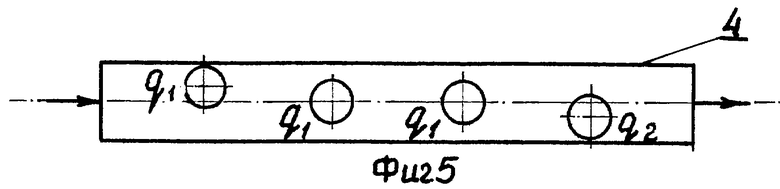
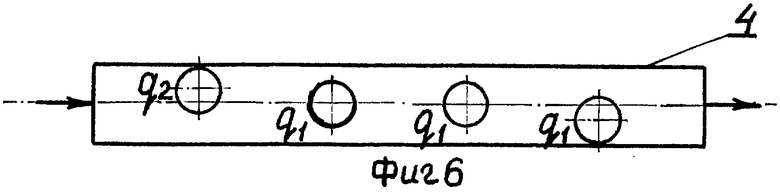
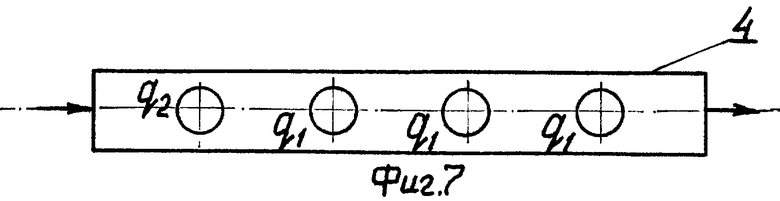
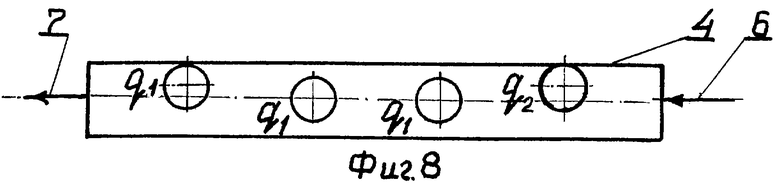
- на фиг. 1-8 в плане показан под печи с различными вариантами расположения устройств скрытой донной продувки относительно пода печи и с различной интенсивностью подачи инертного или нейтрального газа через эти устройства;
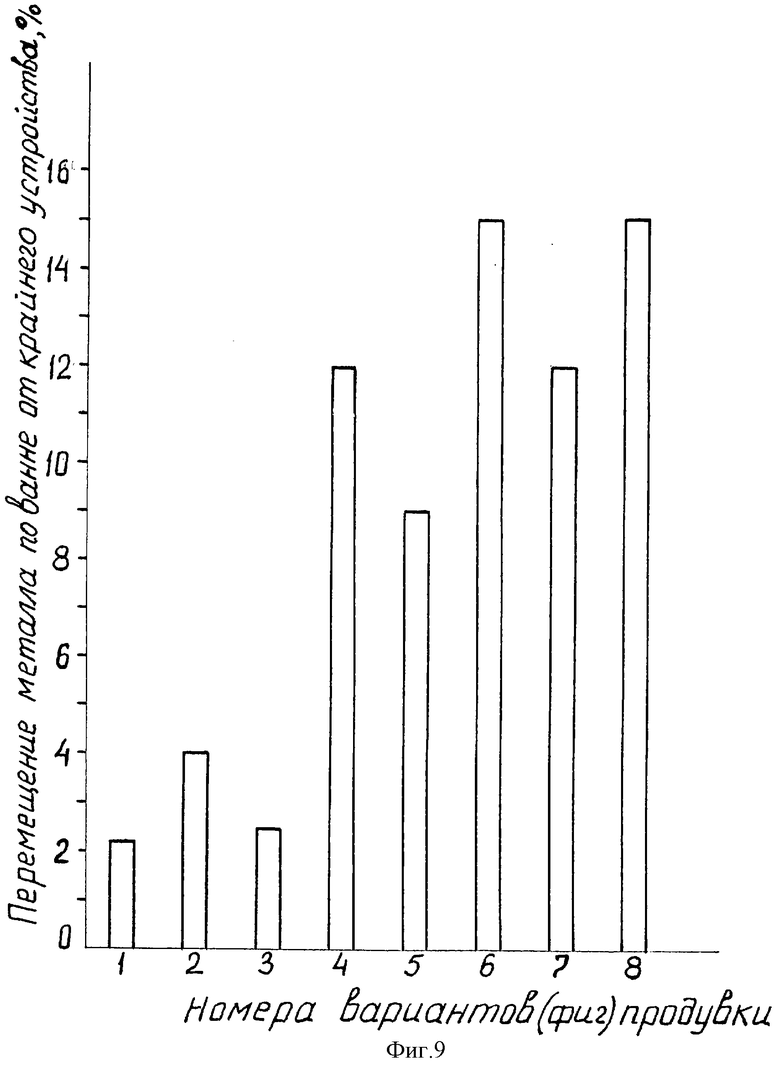
- на фиг. 9 приведено выраженное в процентах перемещение металла ванны вдоль печи в зависимости от варианта расположения устройств и дифференцированной подачи через них газа, приведенных на фиг. 1-8.
Предлагаемый способ осуществляется следующим образом. На поду печи 1, по ее продольной оси 2, размещены многосопловые продувочные устройства, (устройства скрытой донной продувки) например, системы VVS, действием которых охватываются зоны 3 пода печи; передняя стенка печи 4; задняя стенка печи 5; факел 6; отходящие газы 7. Через устройства скрытой донной продувки подают инертный или нейтральный газ с разной интенсивностью qi.
Способ реализуют следующим образом.
В мартеновской печи установлено несколько устройств многосопловых продувочных устройств (устройств скрытой донной продувки), например, системы VVS, при подаче через которые инертного или нейтрального газа действием газа охватывают зоны 3 ванны печи, расположенные над указанными устройствами (фиг. 1). Устройства размещены вдоль продольной оси 2 печи и подачу газа через них осуществляют дифференцированно (неодинаково). В основном указанную дифференциацию в подаче газа через устройства сводят к увеличенной его подаче по меньшей мере через одно из крайних устройств, т.е. q2>q1 на всех фиг. 1-8.
Так как в процессе работы мартеновской печи действие факела 6 и отвод отходящих газов 7 меняется между собой путем периодического переключения, также периодически наибольшую подачу газа осуществляют через устройство, ближнее к факелу. Таким образом, при каждом переключении факела крайним устройством, через которое осуществляют наибольшую подачу газа, становится устройство, ближнее к факелу.
Более того, крайние устройства смещают к передней стенке 4 печи, тем самым наибольшей подачей газа охватывают зону 3 пода 1 печи, расположенную на стороне передней стенки 4 печи. Последнее обеспечивают за счет размещения крайних в ряду устройств со смещением относительно продольной оси 2 пода печи к ее передней стенке 4 (фиг. 8).
Эффективность предложенного технического решения оценивали двумя методами.
Во-первых, путем компьютерного моделирования устанавливали процент перемещения металла, расположенного в зоне 3 действия крайнего устройства с наибольшей подачей газа, по объему печи. В расчетах принимали реальные параметры 130-т мартеновской печи и устройств скрытой донной продувки системы VVS.
Во-вторых, на холодной модели 130-т мартеновской печи, сделанной из оргстекла в масштабе 1:15 и оборудованной системой скрытой донной продувки. В качестве рабочего газа использовали воздух, подачу которого через устройства скрытой донной продувки осуществляли с помощью газораспределительной станции. На модели расход подачи воздуха варьировали в пределах 0,5... 3,5 нл/мин, что было в 20 раз меньше, чем при компьютерном моделировании. Модель поперек разделяли перегородкой на две равные половины, в одну из которых заливали холодную (t=18-21oС), а в другую горячую (t=55-58oС) воду. Измеряли температуру воды тремя термометрами с ценой деления 0,1oС. Измерения осуществляли одновременно по краям модели и в центре (после снятия перегородки), в верхних и нижних слоях воды. В качестве критерия эффективности принимали время, в течение которого наступает усреднение температуры воды по всему объему ванны.
Полученные обоими методами оценки эффективности результаты позволили определить лучшие варианты осуществления изобретения: варианты на фиг. 6 и 8 расположения устройств скрытой донной продувки, например, системы VVS и реализацией дифференцированной подачи газа через эти устройства с наибольшей подачей через одно из крайних устройств, причем при каждом переключении факела указанным крайним устройством является ближнее к нему устройство.
При этом реализацией наибольшей подачи газа через крайние устройства, расположенные на стороне передней стенки печи (вариант на фиг. 8), продувкой охватывают прежде всего зону пода печи у ее передней стенки. Более того, благодаря "перекидке" факела и организации наибольшей подачи инертного/нейтрального газа через крайние устройства, расположенные на стороне работающего факела, усиливают отмеченный на фиг. 9 ( 6 и 8) эффект перемешивания металла за счет формирования явления "волны", т.е. колебательного перемещения металла вдоль по объему ванны печи.
Пример 1.
Устройства скрытой донной продувки расположены вдоль продольной оси пода печи (фиг. 1). Осуществляют одинаковую подачу инертного/нейтрального газа через эти устройства с расходом q1=40 нл/мин. Через 60 мин после начала продувки 2,3% металла, находящегося над крайним (со стороны факела) продувочным устройством, распространяется по всему объему ванны печи (фиг. 9, 1).
Пример 2.
Устройства скрытой донной продувки расположены (фиг. 2) аналогично фиг. 1. Осуществляют дифференцированную подачу газа через устройства с наибольшей подачей через оба крайних устройства: обеспечивают q2=70 нл/мин, q1=10 нл/мин (фиг. 2). Через 60 мин после начала продувки 4% металла, находящегося над крайним (со стороны факела) продувочным устройством, распространяется по всему объему ванны печи (фиг. 9, 2).
Пример 3.
Устройства скрытой донной продувки расположены со смещением крайних из них асимметрично относительно продольной оси пода печи: одно из них смещено к передней стенке 4 печи, другое - к задней стенке 5 печи (фиг. 3). Осуществляют одинаковую подачу газа через все устройства в количестве q1=40 нл/мин. Через 60 мин после начала продувки 2,5 % металла, находящегося над крайним (со стороны факела) продувочным устройством, распространяется по всему объему ванны печи (фиг. 9, 3).
Пример 4.
Устройства скрытой донной продувки расположены аналогично фиг. 3. Осуществляют дифференцированную подачу газа через устройства с наибольшей подачей через оба крайних устройства: обеспечивают q2=70 нл/мин, q1=40 нл/мин. Через 60 мин после начала продувки 12 % металла, находящегося над крайним (со стороны факела) продувочным устройством, распространяется по всему объему ванны печи (фиг. 9, 4).
Пример 5.
Устройства скрытой донной продувки расположены аналогично фиг. 3 и 4. Осуществляют дифференцированную подачу газа через устройства с наибольшей подачей через крайнее устройство, противоположное факелу, обеспечивают q2=70 нл/мин, q1=10 нл/мин. Через 60 мин после начала продувки 9% металла, находящегося над крайним (противоположном факелу) продувочным устройством, распространяется по всему объему ванны печи (фиг. 9, 5).
Таким образом принятие в качестве крайнего устройства, через которое подается наибольшее количество газа, на стороне, противоположной факелу, снижает эффективность перемешивания металла на 3% (сравним примеры 4 и 5).
Пример 6.
Устройства скрытой донной продувки расположены аналогично фиг. 3-5. Осуществляют дифференцированную подачу газа через устройства с наибольшей подачей через крайнее устройство, смещенное к передней стенке печи и расположенное на стороне факела. Обеспечивают q2=70 нл/мин, q1=10 нл/мин. Через 60 мин после начала продувки 15% металла, находящегося над крайним (со стороны факела) продувочным устройством, распространяется по всему объему ванны печи (фиг. 9, 6).
Пример 7.
Анализировали аналогичную примеру 6 продувку газа, но при расположении всех устройств вдоль на продольной оси печи. Через 60 мин после начала продувки 12% металла, находящегося над крайним (со стороны факела) продувочным устройством, распространяется по всему объему ванны печи (фиг. 9, 7).
Таким образом, смещение крайнего продувочного устройства в сторону передней 4 стенки печи позволяет (см. 6 и 7 на фиг. 9) на 3% повысить степень перемешивания металла.
Пример 8.
Учитывали благоприятное влияние смещения крайнего устройства, через которое в ванну печи подается наибольшее количество газа в сторону передней стенки печи (см. пример 6). Учитывали также, что в мартеновской печи периодически осуществляют переключение факела. Поэтому сместили оба крайних продувочных устройства к передней 4 стенке печи (фиг. 8). Осуществили дифференцированную подачу газа с наибольшей подачей через крайнее устройство, расположенное на стороне факела. Через 60 минут после начала продувки 15% металла, находящегося над крайним продувочным устройством (со стороны факела), распространяется по всему объему ванны печи (фиг. 9, 8).
Таким образом, применением настоящего предложения усиливают эффект перемешивания металла в ванне мартеновской печи, обусловленный действием скрытой донной продувки, так как организуют перемещение металла вдоль ванны печи. Повышение степени перемешивания металла ванны мартеновской печи улучшает течение процесса плавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2198939C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2197533C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2167946C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2004 |
|
RU2260625C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2164244C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2004 |
|
RU2266965C1 |
| МАРТЕНОВСКАЯ ПЕЧЬ | 2000 |
|
RU2167945C1 |
| ВАННА МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2163330C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
| ВАННА МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2163331C1 |
Изобретение относится к черной металлургии, точнее к процессам ускорения выплавки стали в мартеновской печи. В способе выплавки стали в мартеновской печи, включающем завалку металлошихты, ее прогрев и расплавление и доводку с нагревом ванны печи в процессе выплавки факелом, осуществляют подачу инертного или нейтрального газа через несколько многосопловых продувочных устройств, расположенных в пористом огнеупорном слое подины печи и образующих единую систему скрытой донной продувки ванны. При этом факел формируют со стороны одной из торцевых стенок печи, а отвод продуктов сгорания - со стороны другой. Направление формирования факела и отвод продуктов сгорания периодически меняют местами, а дифференцированную подачу газа осуществляют через указанные продувочные устройства с наибольшей подачей через одно из продувочных устройств, ближайшее к факелу. Наибольшей подачей газа охватывают зону пода печи, расположенную на стороне ее передней стенки. Мартеновская печь для выплавки стали содержит корпус, переднюю, заднюю и торцевые стенки, под с огнеупорным пористым слоем и размещенными вдоль продольной оси пода многосопловые продувочные устройства скрытой донной продувки, средства подвода газа и отвода продуктов сгорания. Средства подвода газа и отвода продуктов сгорания выполнены в торцевых стенках печи, а одно крайнее в ряду многосопловое продувочное устройство смещено относительно продольной оси пода печи к ее передней стенке. Технический результат - повышение эффективности процесса за счет улучшения перемешивания. 2 с. и 1 з.п. ф-лы, 9 ил.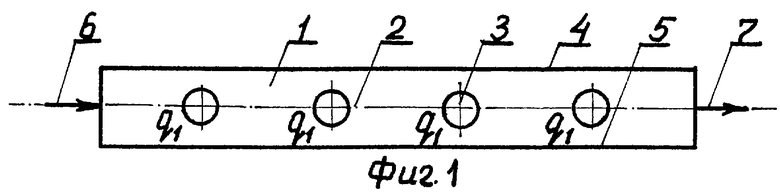
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2164244C1 |
| Мартеновская печь | 1983 |
|
SU1164275A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ПОВРЕЖДЕНИЯ ЗЕРНА ВРЕДНОЙ ЧЕРЕПАШКОЙ | 0 |
|
SU257852A1 |
| КОНСТРУКЦИЯ ДНИЩА ИЛИ СТЕНОК МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1991 |
|
RU2087252C1 |
| RU 2056461 C1, 20.03.2001 | |||
| Вакуумный термический деаэратор | 1974 |
|
SU560834A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| GB 1253131, 10.11.1971 | |||
| US 4396178, 18.10.1983 | |||
| ЯВОЙСКИЙ В.И | |||
| Металлургия стали | |||
| - М.: Металлургия, 1983, с.433 | |||
| Эффективность реализации скрытой продувкой системой VVS на мартеновской печи | |||
| - Сталь, №1, 2000, с.21-23 | |||
| Neuest erfanrungen mit bedecktem - ofenspulen | |||
| Von Josse Bachmayer und Walter Hirtenlehner | |||
| Vortag gehalten beim Kurzseminar in Kladno, TSHCHIEN am | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |

