Изобретение относится к черной металлургии, конкретно к выплавке стали в мартеновской печи с использованием барботирования инертным или нейтральным газом.
Процесс выплавки стали в мартеновской печи включает периоды завалки в печь твердой металлошихты, периоды ее прогрева, расплавления и доводки жидкого металла до требуемых характеристик. Завершает процесс выплавки стали операция выпуска.
Известен способ выплавки стали в мартеновской печи, когда после завалки металлошихты и ее прогрева до температуры плавления жидкого чугуна, осуществляют заливку в ванну печи жидкого чугуна и продувку металлургического расплава инертным или нейтральным газом снизу, через подину, и кислородом сверху, при этом в процессе ведения плавки периодически изменяют направление подачи горящего факела в ванну печи (см., например, авт. св. СССР 1164275, МКИ С 21 С 5/04, опубл. в 1985 г.).
Реализация продувки металлургического расплава инертным или нейтральным газом снизу и кислородом сверху ускоряет процессы обезуглероживания, перемешивания и шлакообразования.
Однако известный процесс выплавки стали не устраняет один из основных недостатков мартеновского процесса: низкую эффективность использования тепла горящего факела. К тому же, требует наличия жидкого чугуна, что для многих действующих мартеновских печей на современном этапе является проблематичным.
Известен способ выплавки стали в мартеновской печи, включающий периоды завалки металлошихты, ее прогрева и расплавления, доводку жидкого металла до требуемых характеристик и продувку его нейтральным или инертным газом посредством расположенных в подине многосопловых продувочных устройств, при этом энергию в ванну печи подводят горящим факелом, направление подачи которого периодически меняют, и к концу периода расплавления и в процессе доводки ванна печи наполнена металлургическим расплавом, состоящим из металлической фазы внизу и шлака вверху (см., например, патент РФ 2164244 от 02.03.00, С 21 С 5/04).
По совокупности существенных признаков этот известный способ выплавки стали в мартеновской печи наиболее близок предлагаемому, поэтому принят за прототип.
Существенным недостатком известного способа является низкий показатель использования тепла горящего факела в нагреве жидкого металла, обусловленный тем, что тепло к жидкому металлу передается в основном путем теплопроводности через жидкий шлак, который в сравнении с металлом по существу является теплоизолятором [например, если для шлака теплопроводность в среднем равна
то для жидкого металла и выше].
и выше].
Более того, основная масса тепла к жидкому металлу поступает через шлак в виде излучения от свода и стенок ванны печи. В совокупности отмеченные явления ухудшают теплообмен в ванне печи, приводят к существенному перепаду температуры по объему металлической фазы.
Предлагаемый способ выплавки стали в мартеновской печи свободен от указанных недостатков. В нем обеспечено существенное повышение использования тепла горящего факела в нагреве жидкого металла. К тому же, практически устранен существенный перепад температуры по объему металлической фазы. При этом, так как предлагаемый способ не исключает применяемую в известном способе передачу тепла теплопроводностью через жидкий шлак в виде излучения свода и стенок печи, реализация предлагаемого способа позволяет заметно сократить продолжительность периодов расплавления и доводки жидкого металла. Следует иметь в виду, что в скрап-процессе, реализуемом в настоящее время на большинстве действующих мартеновских печей, продолжительность этих двух периодов плавки доминирует в общей продолжительности плавки.
Перечисленные технические результаты достигаются за счет того, что в способе выплавки стали в мартеновской печи, включающем периоды завалки металлошихты, ее прогрева и расплавления, доводку жидкого металла до требуемых характеристик и продувку его нейтральным или инертным газом посредством расположенных в подине многосопловых продувочных устройств, при этом энергию в ванну печи подводят горящим факелом, направление подачи которого в печь периодически меняют, а к концу периода расплавления и в процессе доводки ванна печи наполнена металлургическим расплавом, состоящим из металлической фазы внизу и шлака вверху, согласно предложению путем продувки участка металлургического расплава поднимают уровень металлической фазы на этом участке до ее непосредственного контакта с горящим факелом. Кроме того, при изменении направления подачи горящего факела в печь сохраняют продувку обоих участков металлургического расплава.
Способ выплавки стали в мартеновской печи пояснен схематическими чертежами.
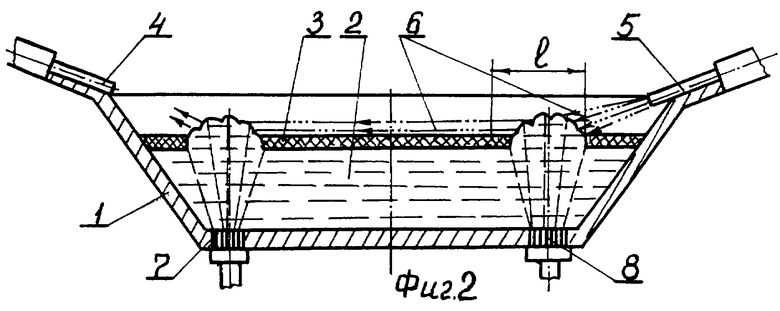
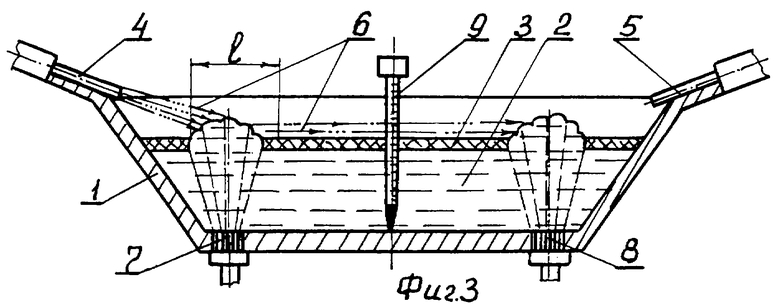
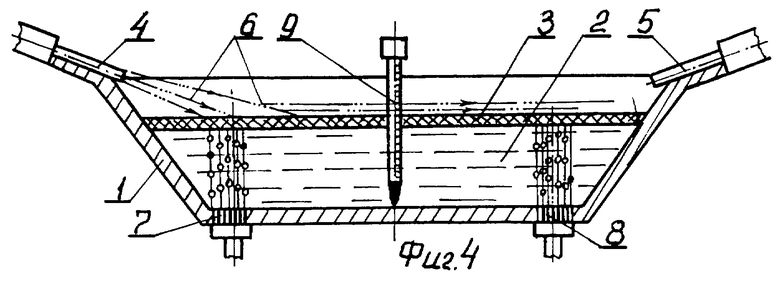
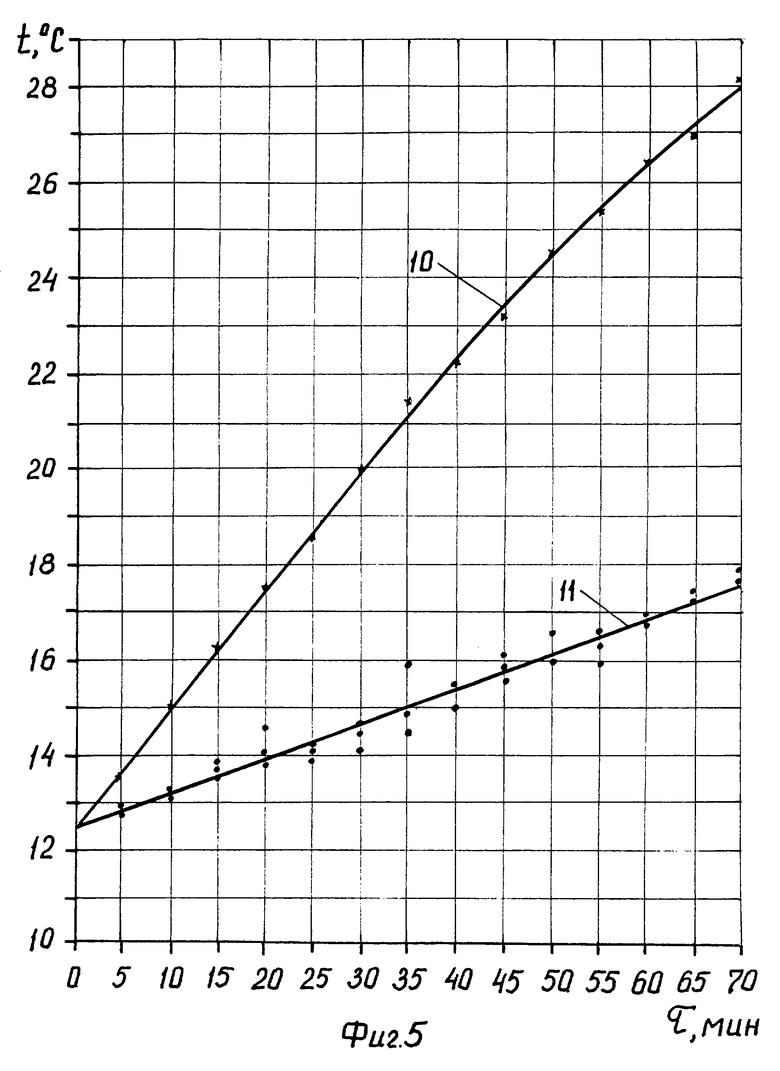
На фиг.1 показан продольный разрез ванны печи и тепловое взаимодействие горящего факела и металлургического расплава при реализации предлагаемого способа; на фиг. 2 - то же, что на фиг.1, после реверсирования направления подачи горящего факела; на фиг.3 - пример реализации предлагаемого способа на холодной модели мартеновской печи; на фиг.4 - пример реализации известного способа при "пузырьковой" продувке ванны; на фиг.5 - сопоставительный график изменения температуры воды, имитирующей металлическую фазу, во времени при реализации способов на фиг.3 и 4.
В ванне 1 мартеновской печи (фиг.1 и 2) образован металлургический расплав, состоящий из металлической фазы 2 внизу и шлака 3 вверху. С помощью головок 4 и 5 в ванне печи сжигают топливо, которое в виде горящего факела 6 входит в контакт с металлургическим расплавом на участке I и далее настилает его с последующим выходом продуктов сгорания из ванны печи. При этом, так как в мартеновской печи реализуется реверсивный характер работы, головки 4 и 5 работают попеременно: то на подводе топлива и воздуха, то на отводе продуктов сгорания. Таким образом, направление подачи горящего факела в печь периодически меняют. Напротив участка I, где горящий факел входит в контакт с металлургическим расплавом, в подине печи (или подведено с помощью погружной многосопловой головки) расположены многосопловые устройства 7 и 8 для продувки металлургического расплава инертным или нейтральным газом. Дополнительно многосопловые устройства типа 7 и 8 могут быть также расположены в центре печи, однако необходимость в этом может возникнуть только в тяжеловесных мартеновских печах, которые в последнее время находят все меньшее применение. При реализации настоящего способа (фиг.3) и известного способа (фиг. 4) в качестве металлической фазы использовали воду, шлак имитировало подсолнечное масло. Для измерения температуры использовали термометр 9, точность измерения 0,1oС. На фиг.5 кривая 10 отражает изменение температуры металлической фазы при реализации настоящего способа, кривая 11 - при реализации известного способа, τ - время измерения в минутах.
Предлагаемый способ выплавки стали в мартеновской печи реализуют следующим образом.
В ванну печи 1 (фиг.1) осуществляют завалку металлошихты, которую прогревают и расплавляют с образованием металлургического расплава, состоящего из металлической фазы 2 внизу и шлака 3 вверху. Полученный таким образом металлургический расплав доводят (рафинируют) с получением жидкого металла требуемых характеристик.
Необходимое тепло для реализации операций прогрева, расплавления и доводки металла до требуемых характеристик в ванне 1 печи формируют за счет горящего факела 6, образованного как результат интенсивного перемешивания топлива и воздуха после выхода из головок 4 и 5 и их сгорания в пределах рабочего пространства печи.
Тепло от горящего факела 6 излучается на шихту, на стенки и свод печи, которые в свою очередь излучают тепло на металлургический расплав (на чертежах условно не показаны, так как при реализации настоящего способа функции стенок и свода печи в излучении тепла на металлургический расплав сохраняются).
В процессе выполнения операций завалки металлошихты, ее прогрева и расплавления через устройства 7 и 8 постоянно подают инертный или нейтральный газ с низкой интенсивностью, исключая тем самым возможное засорение сопел.
После расплавления металлической шихты и образования шлака интенсифицируют подачу инертного или нейтрального газа через устройства 7 и 8, поднимая уровень металлической фазы 2 до и выше верхнего уровня шлака 3 (фиг.1 и 2). В результате горящий факел 6 на участке I входит в непосредственный контакт с металлической фазой, которой отдает тепло излучением и конвекцией, минуя шлак 3. Так как характерный состав продуктов сгорания в мартеновской печи по массе имеет 7-15% СO2, 10-21% Н2O, 70-74% N2, до 3% О2 и до 0,5% СО, отмеченный непосредственный контакт металлической фазы и факела не оказывает негативного влияния на металлическую фазу 2 ванны мартеновской печи.
При реализации настоящего способа при реверсировании горящего факела 6, реализуемого переключением головок 4 и 5, возможно также реверсирование описанной операции интенсификации подачи газа через устройства 7 и 8. Однако предпочтение оказывают интенсифицированной подаче инертного или нейтрального газа одновременно через оба сопла 7 и 8, т.е. при изменении направления подачи горящего факела в печь сохраняют продувку обоих участков металлургического расплава (см. фиг. 1 и 2). Тем самым усиливают непосредственный теплообмен между горящим факелом 6 и металлической фазой 2, минуя шлак 3, распространяя его на состояние, когда факел 6 настильно перемещается по поверхности шлака 3.
Пример 1. В масштабе 1:15 из плексиглаза изготовили ванну 130 т мартеновской печи (фиг. 3). В поде ванны 1, на участках I, где горящий факел 6 входит в контакт с металлургическим расплавом, просверлили отверстия ⊘ 2 мм и под подом насыпали шлиф-корунд фракцией 0,5-0,8 мм. Таким образом образовали многосопловые устройства 7 и 8, к которым подвели воздух, давление которого регулировали в пределах 500 мм вод. ст.
В ванну налили 15 л воды (t=12,5oС) и 4 л подсолнечного масла (уровень воды составлял 65 мм; толщина слоя масла равнялась 14 мм). При этом вода имитировала металлическую фазу 2 (теплопроводность воды ~0,62025 Вт/(м•K), подсолнечное масло - шлак (теплопроводность масла ~ 0,17 Вт/(м•K)
Горящий факел имитировали подачей горячего воздуха на содержимое ванны с помощью нагревателя (технического фена): модель КХ1682 фирмы BLACK and DECKER, мощность 1600 Вт, температура подаваемого воздуха около 560oС.
Через каждые 5 минут реверсировали подачу горячего воздуха.
Термометром 9 с точностью 0,1oС измеряли изменение температуры воды в трех точках по ширине ванны: по середине и по краям ванны. Кроме того, измеряли температуру верхних слоев воды (под маслом) и температуру масла.
Получили (кривая 10 на фиг.5) повышение температуры воды до 28oС в течение 70 минут работы холодной модели мартеновской печи по описанному графику. В процессе нагрева ванны перепад температуры воды по ее высоте достигал 0,8-1,5oС большим значением в верхней части (под маслом). В последних трех измерениях температура слоя масла в центре ванны составляла 31-31,8oС.
Пример 2. При полностью сохраненных условиях примера 1 и подаче воздуха через устройства 7 и 8 в виде отдельных пузырьков (давление около 100 мм вод. ст.) повторили измерения (фиг.4).
Получили (кривая 11 на фиг.5) повышение температуры воды до 17,5oС в течение 70 минут работы холодной модели мартеновской печи по описанному графику. В процессе нагрева ванны отмечался перепад температуры воды по ширине ванны (точки на фиг.5 рядом с кривой 11) и по ее высоте. При этом к концу измерения перепад температуры по высоте достигал 6,2-7,8oC, с большими значениями в верхней части (под маслом). В последних трех измерениях температура слоя масла в центре ванны составляла 36-42oС.
Таким образом (из сопоставления данных примеров 1 и 2) металлургический шлак в мартеновской печи является существенным тепловым барьером, препятствующим интенсивному теплообмену между металлической фазой и источниками тепла, в частности горящим факелом. Шлак снижает массо-теплоперенос в ванне печи, способствует формированию существенного перепада температуры по высоте и объему ванны печи.
Продувка участка металлургического расплава, где горящий факел входит в контакт с металлургическим расплавом, с подъемом уровня металлической фазы на этом участке до непосредственного контакта с горящим факелом многократно улучшает теплообмен между металлом и горящим факелом (на примере 1 показано, что уровень воды в 17,5oС, достигаемый в известном способе в течение 70 минут, при реализации настоящего способа обеспечивается в течение 20 минут), уменьшает перепад температуры по объему металлической фазы и улучшает теплообмен между шлаком и металлической фазой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2167946C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2197533C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ | 2001 |
|
RU2197534C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2004 |
|
RU2266965C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2004 |
|
RU2260625C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2164244C1 |
| МАРТЕНОВСКАЯ ПЕЧЬ | 2000 |
|
RU2167945C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ АГРЕГАТЕ | 2005 |
|
RU2293122C1 |
| ПРОМЕЖУТОЧНОЕ УСТРОЙСТВО ДЛЯ ОТСЕЧЕНИЯ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ИХ В ВИДЕ РАСПЛАВА ИЗ ПЛАВИЛЬНОГО АГРЕГАТА | 2006 |
|
RU2339887C2 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
Изобретение относится к черной металлургии, конкретно к выплавке стали в мартеновской печи с использованием барботирования инертным или нейтральным газом. В процессе выплавки стали в мартеновской печи осуществляют завалку металлошихты, ее прогрев и расплавление, доводку жидкого металла до требуемых характеристик и продувку его нейтральным или инертным газом посредством предусмотренных в подине многосопловых продувочных устройств, при этом энергию в ванну печи подводят горящим факелом, направление подачи которого в печь периодически меняют, а к концу периода расплавления и в процессе доводки ванна печи наполнена металлургическим расплавом, состоящим из металлической фазы внизу и шлака вверху. Путем продувки участка металлургического расплава поднимают уровень металлической фазы на этом участке до непосредственного контакта с горящим факелом. При изменении направления подачи горящего факела в печь сохраняют продувку обоих участков металлургического расплава. Технический результат - повышение использования тепла горящего факела в нагреве жидкого металла, устранение перепада температуры по объему металлической фазы и сокращение периодов расплавления и доводки металла. 1 з.п. ф-лы, 5 ил.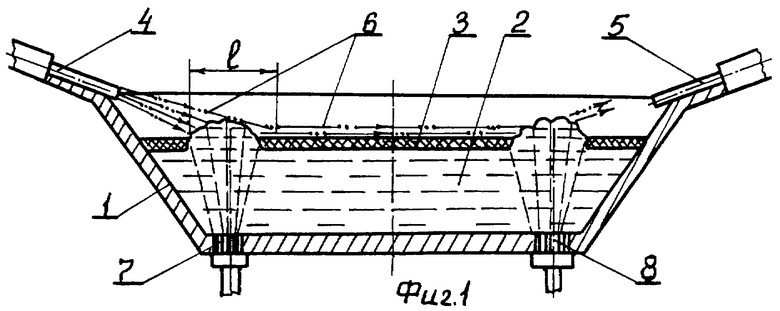
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2164244C1 |
| Мартеновская печь | 1983 |
|
SU1164275A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ПОВРЕЖДЕНИЯ ЗЕРНА ВРЕДНОЙ ЧЕРЕПАШКОЙ | 0 |
|
SU257852A1 |
| КОНСТРУКЦИЯ ДНИЩА ИЛИ СТЕНОК МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1991 |
|
RU2087252C1 |
| RU 2056461 С1, 30.03.1996 | |||
| Вакуумный термический деаэратор | 1974 |
|
SU560834A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| GB 1253131, 10.11.1971 | |||
| US 4396178, 18.10.1983 | |||
| ЯВОЙСКИЙ В.И | |||
| Металлургия стали | |||
| - М.: Металлургия, 1983, с.433 | |||
| Эффективность реализации скрытой продувкой системой VVS на мартеновской печи | |||
| - Сталь, № 1, 2000, с.21-23 | |||
| Neuest erfahrungen mit bedecktem-ofenspulen | |||
| Von Josse Bachmayer und Walter Hirtenlehner | |||
| Vortag gehalten beim Kurzseminar in Kladno, TSHCHIEN, am | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |

