Настоящее изобретение относится к устройству для формования металлов с помощью непрерывного экструзионного процесса, в котором исходный материал подается во вращающуюся круговую канавку для прохождения в канал, образованный между канавкой и дугообразной деталью, выступающей в канавку.
В патенте ЕР-А-0071490 описывается устройство для непрерывной экструзии, использующее проходящие по кругу канавки.
Для полного осуществления процесса формования с непрерывной экструзией используется очень высокое давление экструзии, такое, что в результате этого возникают очень высокие уровни напряжения. До настоящего времени для реализации способа использовалось колесо с проходящими по кругу канавками, закрепленное на приводном валу, проходящем в соответствующих опорах. Однако колесо имеет тенденцию вращаться относительно вала и деформироваться, что может привести или к быстрой поломке и выходу из строя колеса, или к утечке исходного материала и потери давления экструзии, связанным с отклонением колеса под нагрузкой, или к обоим этим явлениям. Так, где колесо закрепляется к валу шпонкой или шпоночной канавкой, в результате вращения может иметь место коррозионное истирание у шпонок или шпоночных канавок, что также приводит к быстрой поломке.
Согласно настоящему изобретению предлагается устройство для непрерывной экструзии, содержащее средство с периферическими канавками, установленное с возможностью вращения на опорах на основании, отличающееся тем, что средство с кольцевыми периферическими канавками представляет собой цилиндр, один конец которого соединен с приводным валом, при этом цилиндр имеет торцевые бобышки, взаимодействующие с опорами, а соединение между цилиндром и приводным валом находится вне опор;
тем что цилиндр с периферическими канавками выполнен как одна жесткая деталь;
цилиндр с периферическими канавками выполнен с проходящим по центру аксиальным сквозным отверстием, а стяжной болт располагается в сквозном отверстии и имеет гайку для приложения сжимающей аксиальной нагрузки к цилиндру с периферическими канавками;
одна торцевая часть цилиндра с периферическими канавками имеет шпоночное углубление для взаимодействия со шпоночной торцевой частью приводного вала;
опоры включают ролики, передвигающиеся по дорожкам, выполненным во втулках, расположенных на основании, и соприкасающиеся с торцевыми бобышками на цилиндре с периферическими канавками;
аксиальное движение цилиндра с периферическими канавками относительно соответствующих роликов ограничено у одной торцевой бобышки другой торцевой бобышкой, которая может свободно перемещаться аксиально относительно соответствующих роликов с учетом аксиального теплового расширения цилиндра с периферическими канавками;
предусмотрены средства для подачи охлаждающей жидкости на поверхности торцевых участков цилиндра;
предусмотрены средства для подачи охлаждающей и смазывающей жидкости к опорам в места контакта с торцевыми участками цилиндра с периферическими канавками;
аксиально проходящие каналы для охлаждающей жидкости выполнены в цилиндре с периферическими канавками и соединены с коаксиальным соединительным узлом на одном конце цилиндра;
патрубки из металла с относительно высокой теплопроводностью расширяются так, что соприкасаются со стенками каналов для протекания охлаждающей жидкости,
и тем, что часть цилиндра с периферическими канавками, включая участок с периферическими канавками, выполнена из материала с большей прочностью по сравнению с прочностью остальной части цилиндра.
Теперь изобретение будет описано на примере со ссылкой на сопровождающий чертеж, где представлена часть устройства для непрерывной экструзии, схематично в деталях и частично в аксиальном поперечном сечении.
Как видно на чертеже, цилиндр 2 с расположенными на нем периферическими канавками крепится в опорах 4, расположенных во втулках 6, выполненных в расположенной на основании 10 раме 8. Цилиндр имеет центральную часть 12 с расположенными на ней периферическими канавками, с двумя периферическими фланцами и двумя внешними, крайними, бобышками 16, 18. Одна крайняя бобышка 16 выполнена со шпоночным углублением 20 таким образом, что она может взаимодействовать с такой же крайней шпоночной частью 22 промежуточного карданного вала 24. Крепежное кольцо 26 прижимается к выступу 28 на промежуточном карданном валу для удерживания шпоночной крайней части 22 в шпоночном углублении 20. Другая крайняя часть 30 промежуточного карданного вала закрепляется шпонкой к выходному приводу 32 коробки 34 передач, соединенной с электродвигателем (не показано). В альтернативном варианте (не показано) промежуточный карданный вал крепится болтом к торцевой поверхности цилиндра 2 с расположенными на нем периферическими канавками.
Как видно на чертеже, предварительно напряженный стяжной болт 36 располагается по центру канала 38 в цилиндре 2 от части 40 основания шпоночной канавки 20 к торцевой бобышке 18 и снабжен гайкой 42, взаимодействующей с резьбой 44 стяжного болта. В цилиндре возникает механическое напряжение сжатия в результате натягивания гайки 42 на стяжной болт 36 к торцевой поверхности 46 бобышки 18 так, чтобы когда устройство находится в рабочем состоянии и радиальная нагрузка действует посредством дугообразной детали, взаимодействующей с цилиндром 2 по короткой дуге, возникающее в результате этого напряжение сжатия в цилиндре 2 удерживается несмотря ни на что как сила сжатия по всей окружности. Однако предполагается, что в некоторых случаях не будет необходимости применять такое сжимающее предварительное напряжение и что изготовление цилиндра 2 в виде прочной целой детали обеспечит устройству достаточную жесткость. Хотя усталостная долговечность жесткого цилиндра может быть меньше усталостной долговечности предварительно напряженного колеса, закрепленного на валу, это не считается отрицательной чертой совсем, так как весь материал, испытывающий высокое напряжение сжатия, заменяется, когда возникает необходимость в замене колеса, и пониженная усталостная долговечность настоящего устройства, желательно, должна быть больше, чем срок службы до самого износа колеса.
Опоры 4 включают множество роликов 48, двигающихся во внешнем радиально расположенном канале 50, закрепленном на втулках 6. Ролики 48 движутся прямо по поверхностям 52 цилиндра 2, при этом цилиндр располагается аксиально путем размещения роликов у бобышки 16 между выступом 54 на цилиндре 2 и кольцом 56 с фланцем, удерживаемым в нужной позиции с помощью крепежного кольца 26. С учетом аксиального теплового расширения бобышка 18 может свободно двигаться аксиально относительно роликов 48.
Каждая втулка 6 выполнена с впускным каналом 58 для подачи смазывающей и охлаждающей жидкости к опоре 4. Впускной канал 58 входит в периферическую камеру 60, образованную между втулкой 6 и соответствующей крайней бобышкой 16, 18 и гибким торцевым уплотнением 62, 64. Выпускной канал 68 проходит от камеры 60 через втулку 6. Для удаления тепла из бобышек 16, 18 и смазывания роликов 48 жидкость, например масло или эмульсия на водной основе, проходит через впускной канал 58 к периферическим камерам 60 и поступает в охладитель (не показан) через выпускной канал 68.
В альтернативном варианте исполнения (не показан) охладитель направляется таким образом, что он протекает по поверхности торцевых участков цилиндра 2, а отдельный поток смазочного вещества направляется к опорам 4.
В другом альтернативном варианте устройства (не показан) в цилиндре 2, рядом с цилиндрической поверхностью, просверливаются соединенные друг с другом аксиальные отверстия, связанные с коаксиальным распределителем и коллектором, расположенными рядом с бобышкой 18. Аксиальные просверленные отверстия могут быть покрыты, например, расширяющимися медными патрубками для уменьшения теплового эффекта и увеличения скорости теплоотдачи.
Центральный участок 12, как видно, выполнен с двумя пазами 70, которые по желанию располагаются на участке 72 повышенной прочности по сравнению с прочностью остальной части цилиндра 2. Участок повышенной прочности может быть получен, или он впоследствии может быть укреплен, например, путем изготовления жесткого цилиндра с включением более жесткого материала, с применением индукционного нагревания и способа отверждения, путем подкладывания покрытия, полученного наплавкой с помощью дуговой сварки, из более жесткого материала, путем металлизации напылением, путем нитрирования, с помощью технологического процесса диффузии или с помощью ионного легирования.
Участки торцевых бобышек 16, 18 вместе с роликами 48 могут отверждаться таким же образом. Очевидно, что могут быть выполнены одна периферическая канавка или, альтернативно, несколько периферических канавок.
Благодаря тому что соединение между жестким цилиндром 2 и выходным приводным валом 32 коробки 34 передач располагается не по центру опоры 4, крутящий момент передается через узел, который не подвергается радиальной нагрузке, в результате чего исключаются недостатки, присущие предыдущим приспособлениям. Так как периферические канавки располагаются непосредственно на цилиндре, радиальная нагрузка передается прямо на опоры, в результате чего образуется очень жесткая установка, исключающая вращение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 1996 |
|
RU2164832C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 1996 |
|
RU2164831C2 |
| АППАРАТ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 2005 |
|
RU2384378C2 |
| Устройство для непрерывного выдавливания | 1991 |
|
SU1839645A3 |
| УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ С СЕРДЕЧНИКОМ, ЗАЩИЩЕННЫМ ПОКРЫТИЕМ НА АЛЮМИНИЕВОЙ ОСНОВЕ | 2008 |
|
RU2448793C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 2008 |
|
RU2437734C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ | 2004 |
|
RU2333060C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 2000 |
|
RU2247618C2 |
| Веломобиль с пневмоаккумуляторным приводом | 1988 |
|
SU1717471A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
Изобретение относится к устройствам для непрерывной экструзии с вращающейся периферической канавкой для подачи исходного материала в канал, образованный между канавкой и дугообразной деталью, выступающей в канавку. Задача изобретения - повышение жесткости конструкции. Устройство снабжено выполненной на центральном участке цилиндра канавкой. Цилиндр имеет торцевые бобышки, закрепленные на опорах таким образом, что деформация, возникающая в результате очень высокого экструзионного давления в канале, сводится к минимуму и нагрузка распределяется по опорам, предупреждая концентрации нагрузки или случайные недопустимо высокие изменения уровней локальной нагрузки. Один конец цилиндра соединен с приводным валом вне опоры посредством шпоночной торцевой части приводного вала, расположенной в торцевом углублении цилиндра. Альтернативно может быть применено соединение из болтов. Стяжной болт проходит коаксиально относительно цилиндра и служит для приложения сжимающей аксиальной нагрузки к цилиндру для противодействия сжимающим усилиям, возникающим при экструзии. Опоры включают ролики, непосредственно соприкасающиеся с торцевыми бобышками цилиндра, при этом цилиндр может свободно расширяться аксиально относительно одного комплекта роликов. К опорам и торцевым бобышкам подается охлаждающая и смазывающая жидкость. Охладитель может также подаваться через каналы с футеровкой из медных патрубков, проходящих аксиально относительно цилиндра. Несущие поверхности бобышек и центральная часть цилиндра выполнены в виде участков с повышенной прочностью по сравнению с остальной частью цилиндра. Изобретение обеспечивает повышение жесткости конструкции за счет передачи крутящего момента через узел, не подвергаемый радиальной нагрузке. 10 з.п. ф-лы, 1 ил.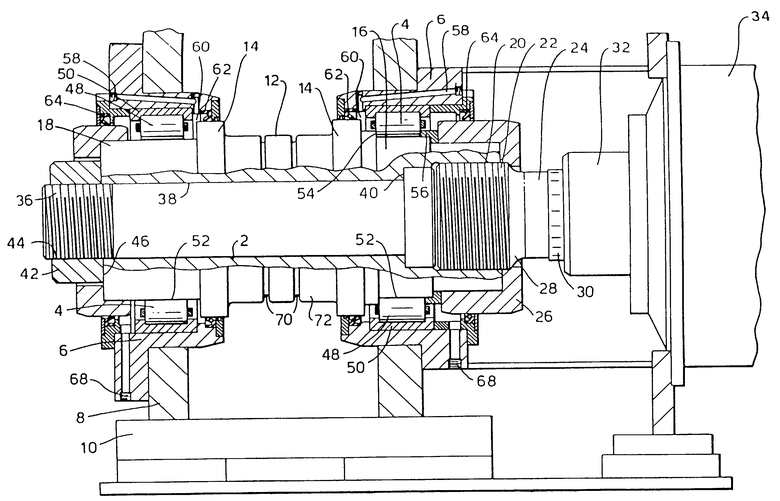
| Сокол для штукатурных работ | 1947 |
|
SU71490A1 |
| Устройство для непрерывного прессования | 1989 |
|
SU1669603A1 |
| Устройство для непрерывного прессования профилей | 1983 |
|
SU1416229A1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ, СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ И ТРУБА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 1990 |
|
RU2007239C1 |

