Изобретение относится к устройству для литья под давлением, в частности для литья из резины, каучука и иных подобных материалов, например эластомеров, дуропластов и сетчатых полимеров.
Патент EP 0287001 A1 описывает устройство для литья под давлением материалов с пластифицирующим блоком, имеющим выход экструдера, и с инжектирующим блоком, имеющим плунжер, а также канал впрыска с выходным отверстием. Для заполнения инжектирующего блока выход экструдера пластифицирующего блока соединяют с выходным отверстием литьевого плунжера. Для впрыскивания выход экструдера отделяют от выходного отверстия и соединяют канал впрыска с пресс-формой.
В патенте DE 9110240 U1 описано устройство для литья под давлением, в котором пластифицирующий блок постоянно соединен с литьевым плунжером, через который проходит загрузочный канал, ведущий к литьевому цилиндру. Удаленный от литьевого цилиндра конец соединен с выходом экструдера пластифицирующего блока. Выходное отверстие загрузочного канала находится в вершине имеющего коническую форму свободного конца литьевого плунжера. Дно литьевого цилиндра образовано при помощи вкладыша и имеет коническую форму в соответствии с формой свободного конца литьевого плунжера, причем выходное отверстие во вкладыше направлено соосно с выходным отверстием загрузочного канала в литьевом плунжере. Для заполнения инжектирующего блока выходное отверстие закрывают заслонкой и вводят материал из пластифицирующего блока через выход экструдера и загрузочный канал в литьевой цилиндр, перемещая литьевой плунжер соответствующим образом. Затем отводят заслонку и соединяют инжектирующий блок с пресс-формой. После этого литьевой плунжер вводят в литьевой цилиндр, вследствие чего обратный клапан в загрузочном канале занимает закрытое положение, и материал выдавливается из литьевого цилиндра в полость пресс-формы. Когда литьевой плунжер полностью входит в литьевой цилиндр, выходное отверстие загрузочного канала соединяется с выходным отверстием. Через некоторое время инжектирующий блок отделяют от пресс-формы, извлекая подвулканизированную деталь из канала впрыска.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является устройство для литья под давлением изделий из резины, каучука или иных материалов, известное из патента Франции 2080020 (B 29 F 1/02, 12.11.1971).
Известное устройство содержит инжектирующий блок, состоящий из литьевого цилиндра и установленного в нем с возможностью перемещения плунжера. Последний имеет загрузочный канал для заполнения литьевого цилиндра. Для опорожнения литьевого цилиндра в нем предусмотрено выходное отверстие. В загрузочном канале имеется, по меньшей мере, одно выходное отверстие. Устройство содержит также приспособление, которое управляет температурой в зоне загрузочного канала таким образом, что устраняется вулканизация материала в загрузочном канале.
Вышеописанное устройство трудоемко при эксплуатации.
В основу изобретения положена задача создать устройство для литья под давлением, которое является простым в обслуживании.
Поставленная задача решается тем, что в устройстве для литья под давлением изделий из резины, каучука или иных материалов, содержащем блок, состоящий из литьевого цилиндра и перемещаемого в нем плунжера, при этом литьевой цилиндр заполняется через находящийся в литьевом плунжере загрузочный канал и опорожняется через выходное отверстие в литьевом цилиндре, по меньшей мере, одно выходное отверстие, расположенное в загрузочном канале, приспособление для управления температурой в зоне загрузочного канала так, что устраняется вулканизация материала в загрузочном канале, согласно изобретению, выходное отверстие загрузочного канала термически отделено от выходного отверстия литьевого цилиндра.
Можно выходное отверстие загрузочного канала и выходное отверстие цилиндра разделить пространственно.
Такое конструктивное выполнение устройства дает то преимущество, что при соединении инжектирующего блока с пресс-формой на имеющийся в загрузочном канале материал не воздействует слишком высокая температура. В частности, вулканизация материала в выходном отверстии происходит контролируемым образом. При расцеплении инжектирующего блока от пресс-формы материал, навулканизированный на отпрессованную деталь, выводится из выходного отверстия. Благодаря этому выходное отверстие свободно от остатков. Особенно надежно устраняется возможность того, что частично навулканизированные остатки материала при следующем процессе впрыска попадут в пресс-форму. Тем самым патентуемое устройство для литья под давлением позволяет облегчить обслуживание.
Целесообразно предусмотреть, чтобы литьевой плунжер и/или литьевой цилиндр имели, по меньшей мере, одну уплотняющую поверхность для отделения выходного отверстия загрузочного канала от выходного отверстия цилиндра при вдвинутом положении плунжера.
Это дает то преимущество, что при вдвигании литьевого плунжера достигается уплотнение выходного отверстия загрузочного канала по отношению к выходному отверстию цилиндра. Благодаря этому гарантируется то, что материал, доходящий в загрузочном канале до выходного отверстия, надежно отделяется от материала, заполнившего пресс-форму. Кроме того, при следующем заполнении литьевого цилиндра обеспечивается точно дозированное количество материала.
В зависимости от прессуемого материала температурой на участке загрузочного канала управляют таким образом, чтобы надежно избежать вулканизации материала, находящегося в загрузочном канале. При соединении устройства для литья под давлением с пресс- формой в зоне контакта пресс-формы с литьевым цилиндром и литьевого цилиндра с литьевым плунжером происходят процессы теплопередачи. Температурой управляют, например, таким образом, что пресс-форма имеет температуру около 180oC, литьевой цилиндр в зоне выходного отверстия около 120oC, а литьевой плунжер в зоне загрузочного канала около 80oC. Управление температурой производится путем соответствующего подогревания или охлаждения с учетом сопротивления теплопередаче, а также теплопроводности отдельных компонентов.
Особенно целесообразно выполнить литьевой плунжер сужающимся у свободного конца и чтобы дно литьевого цилиндра имело соответствующую этому сужению форму, причем выходное отверстие было выполнено в этом дне так, чтобы плунжер своей вершиной, по меньшей мере, частично проникал в выходное отверстие.
Благодаря этому достигается то преимущество, что при вводе литьевого плунжера имеющийся в цилиндре материал полностью выталкивается через выходное отверстие и, что особенно целесообразно, по меньшей мере, частично выталкивается и материал в выходном отверстии.
Далее целесообразно предусмотреть, чтобы выходное отверстие загрузочного канала в суженном участке литьевого плунжера было расположено на некотором расстоянии от его вершины.
В предпочтительном варианте выполнения изобретения свободный конец литьевого плунжера имеет форму конуса, выходное отверстие загрузочного канала расположено на участке конической боковой поверхности на некотором расстоянии от вершины конуса, дно литьевого цилиндра имеет коническую форму, а выходное отверстие находится в зоне вершины конуса.
Целесообразно, когда на свободном конце литьевого плунжера находится наконечник. Этот наконечник образует, по меньшей мере, часть сужающегося конца плунжера. Это имеет то преимущество, что наконечник можно изготовить из другого материала по сравнению с плунжером. Кроме того наконечник можно изготовить и обработать отдельно. Рекомендуется наконечник изготовить из теплоизоляционного материала.
Далее целесообразно, чтобы литьевой цилиндр имел на участке дна мундштук с мундштучным вкладышем, в котором находится выходное отверстие, при этом мундштучный вкладыш на первом участке находился бы в хорошем теплопроводном соединении с мундштуком, а на другом участке выступал из мундштука.
Необходимо, чтобы температура в зоне загрузочного канала соответствовала требованиям пластификации материала и, в частности, составляла в этой зоне примерно 70- 80oC.
Предпочтительно устройство снабдить приспособлением для управления температурой в зоне выходного отверстия так, чтобы при впрыскивании в пресс-форму введенный материал вулканизировался вплоть до выходного отверстия и при раскрывании формы находящийся в выходном отверстии материал удалялся из выходного отверстия вместе с отпрессованной деталью.
Рекомендуется мундштучный вкладыш изготовить из теплоизолирующего материала и/или чтобы внутренняя поверхность мундштучного вкладыша имела теплоизолирующее покрытие.
В качестве материала для мундштучного вкладыша или покрытия целесообразно выбрать хромо-никелевую сталь типа V2A, V4A или керамику из спеченных материалов. Наконечник также можно изготовить из хромоникелевой стали типа V2A, V4A или керамики. Это имеет то преимущество, что при соединении инжектирующего блока с пресс-формой прерывается или, по меньшей мере, уменьшается теплопередача от выходного отверстия к загрузочному каналу и в частности к его выходному отверстию.
Согласно другому варианту выполнения изобретения, в литьевом плунжере предусматривается, предпочтительно, в осевом направлении экструдерный червяк. Далее, между экструдерным червяком и загрузочным каналом расположен обратный клапан, который, предпочтительно, автоматически запирается, когда давление в литьевом цилиндре превышает давление в зоне экструдерного червяка. Целесообразно разместить обратный клапан между задним концом наконечника на плунжере и свободным концом экструдерного червяка. Преимущество такого расположения заключается в том, что загрузочный канал в литьевом плунжере имеет малую длину и, в основном, соответствует длине наконечника и что путем удаления наконечника открывается доступ к обратному клапану.
Ниже изобретение разъясняется подробнее на примере при помощи чертежей. В частности, показаны: на фиг. 1 - предпочтительная форма выполнения изобретения во время заполнения инжектирующего блока;
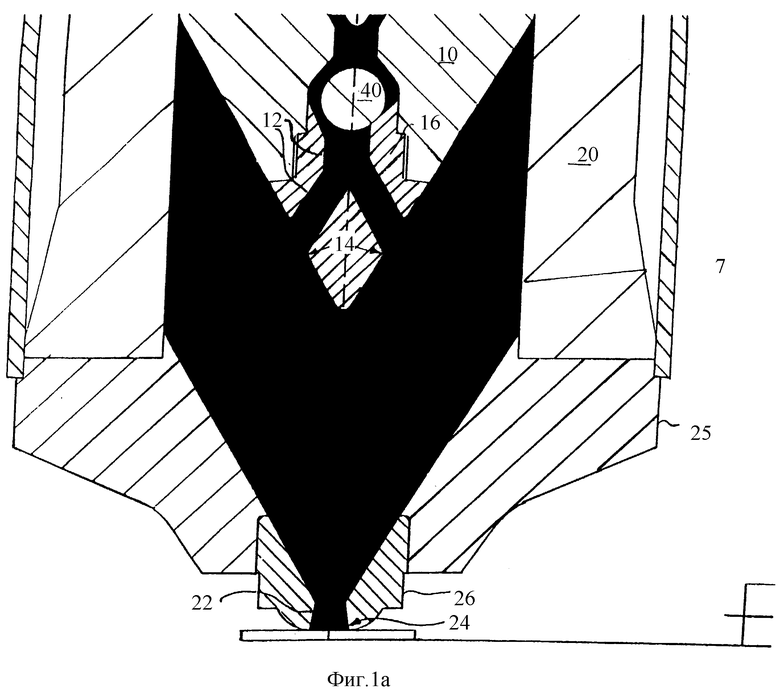
на фиг. 1a - местный вид из фиг. 1;
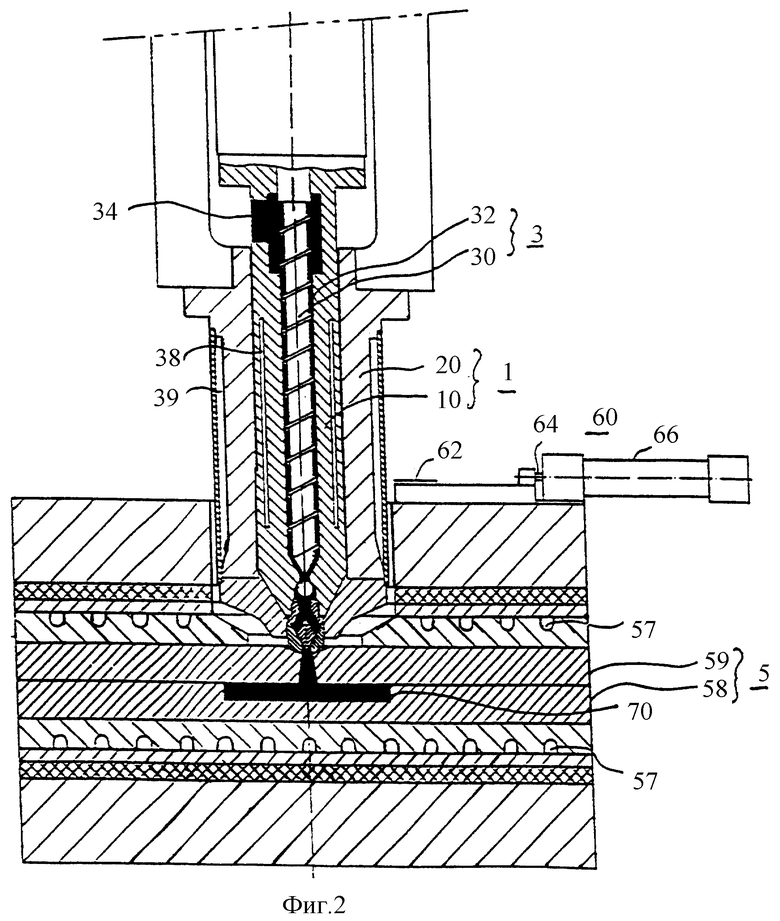
на фиг. 2 - предпочтительная форма выполнения изобретения при заполненной пресс-форме;
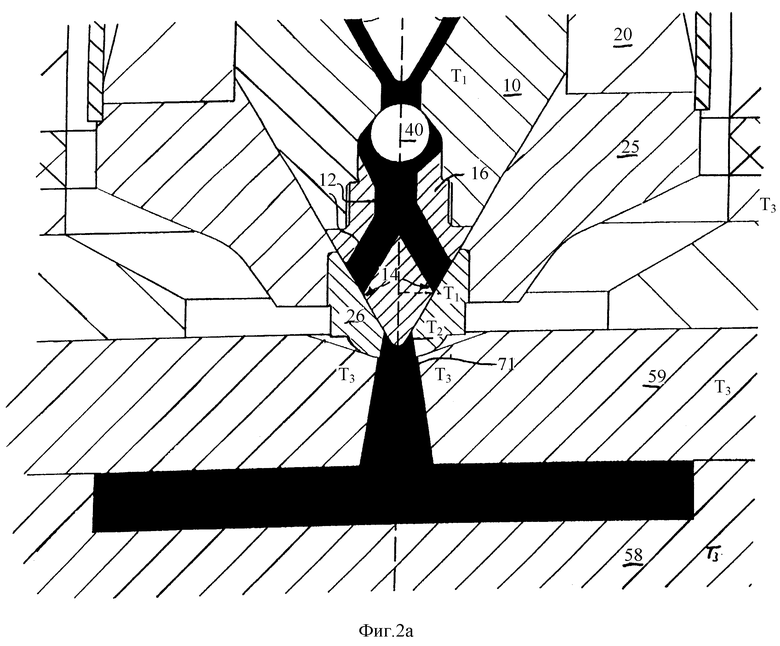
на фиг. 2a - местный вид из фиг. 2;
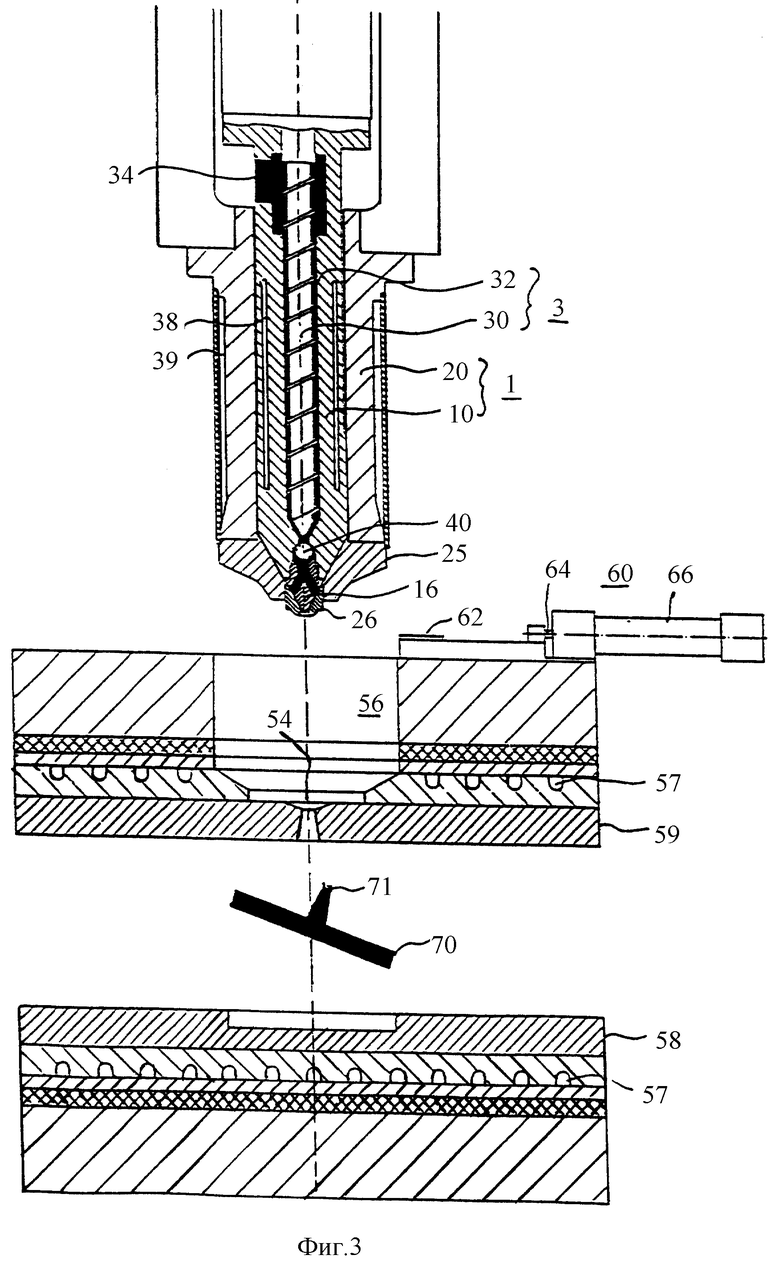
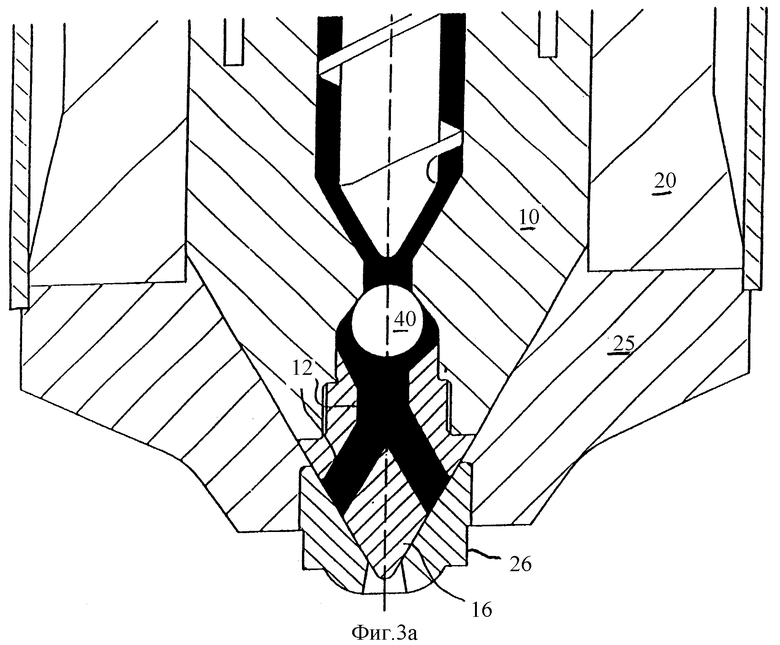
на фиг. 3 - предпочтительная форма выполнения изобретения после расцепления инжектирующего блока и раскрытия пресс-формы;
на фиг. 3a - местный вид из фиг. 3.
Одинаковые детали обозначены на фигурах одинаковыми номерами.
Предпочтительная форма выполнения устройства для литья под давлением содержит инжектирующий блок 1, который состоит, в основном, из литьевого цилиндра 20 и перемещающегося в нем литьевого плунжера 10. На свободном конце литьевого плунжера 10 установлен наконечник 16. Свободный конец вместе с наконечником имеет коническую форму. В наконечнике находится загрузочный канал 12 с ответвлением от одного входа трех выходов. Выходные отверстия 14 трех выходов расположены на некотором расстоянии от вершины конуса и находятся на угловом расстоянии 120o одно от другого вдоль боковой поверхности наконечника.
Литьевой цилиндр 20 представляет собой в основном полый цилиндр, на свободном конце которого расположен мундштук 25. На мундштуке 25 находится мундштучный вкладыш 26. Мундштук 25 и вкладыш 26 имеют в направлении полости цилиндра коническую поверхность, которая соответствует конической поверхности литьевого плунжера. В мундштучном вкладыше 26 имеется канал 22 впрыска с выходным отверстием 24. Вкладыш 26 своей верхней частью прикреплен к мундштуку 25, предпочтительно, винтами. Здесь обеспечено хорошее теплопроводное соединение с мундштуком 25. Терморегулирующая жидкость (или газ), находящаяся в системе каналов 39, в зависимости от настройки поддерживает в мундштуке 25 температуру порядка 70 - 80oC. Нижняя часть вкладыша 26 выступает наружу из мундштука 25. В зоне свободно выступающей части вкладыша канал 22 впрыска имеет расширяющийся наружу конический диффузорный участок.
В альтернативной форме выполнения (не показанной) полый цилиндр и мундштук выполнены за одно целое. В остальном конструкция остается такой же, какая описана выше.
Литьевой плунжер 10 перемещается внутри цилиндра 20 при помощи привода (не показан) между положением вдвигания и положением выдвигания, в котором конический конец плунжера входит в контакт с конической поверхностью в мундштуке или во вкладыше.
В литьевом плунжере 10 находится пластифицирующий блок 3. Он состоит, в основном, из полого цилиндра 32, расположенного вдоль оси плунжера 10, и вставленного в этот цилиндр экструдерного червяка 30. На заднем конце экструдерного червяка находится вход 34 экструдера, а в зоне свободного конца - выход 36 экструдера. Экструдерный червяк приводится в действие (не изображенным) приводом.
Между выходом 36 экструдера и задним концом наконечника 16 находится обратный клапан 40. В показанном примере обратный клапан состоит из конуса, который запирает выход экструдера, когда давление в литьевом цилиндре превышает давление в экструдере. В обратном направлении проход свободен.
Пресс-форма 5 состоит из двух полуформ, которые вместе образуют полость 52. Формовочная полость 52 заполняется через отверстие 54 впрыска. В верхней части пресс-формы имеется выемка 56, в которую можно ввести инжектирующий блок 1.
Кроме того, в предпочтительном варианте выполнения имеется затвор 60, которым запирается выходное отверстие 24 литьевого цилиндра 20. В затворе находится запирающая планка 62, которая под действием перемещающегося в цилиндре 66 поршня 64, в основном, перпендикулярно к оси литьевого плунжера движется в ту или другую сторону.
Ниже при помощи чертежей подробнее объясняется принцип действия патентуемого устройства для литья под давлением.
На фиг. 1 и 1a выходное отверстие 24 заперто, для чего запирающая планка 62 плотно прилегает к наружной стороне мундштучного вкладыша 26. В результате воздействия привода на экструдерный червяк 30 материал 7 через вход 34 вытесняется к выходу 36 экструдера, а оттуда через загрузочный канал 12 в литьевой цилиндр 20. Одновременно литьевой плунжер 10 отходит назад под действием соответствующего привода и/или давления, нарастающего в цилиндре 20. При этом в литьевой цилиндр 20 подают столько материала, сколько требуется для следующего процесса впрыска.
На фиг. 2 и 2a затвор 60 находится в отведенном назад положении. Инжектирующий блок 1 введен в выемку 56 пресс-формы 5 и соединен с пресс-формой 5. Канал 22 впрыска соединен с отверстием 54 впрыска. В результате полного ввода литьевого плунжера 10 в литьевой цилиндр 20 материал полностью выдавливается в полость 52. Во время ввода плунжера обратный клапан 40 отсекает загрузочный канал 12 от выхода 36 экструдера. В полностью вдвинутом положении плунжера его конический конец прилегает к коническому отверстию мундштука 25. В частности, вершина наконечника 16 прилегает к мундштучному вкладышу 26. Благодаря этому имеющийся в загрузочном канале 12 материал 7 полностью отделен от материала 70, 71 в канале 22 впрыска и в полости 52.
На фиг. 2a указаны температуры T1, T2 и T3. Температура T1 соответствует, в основном, значению, пригодному для пластификации материала. Например, температура T1 составляет 60-90oC, предпочтительно, 70-80oC.
Температура T3 соответствует, в основном, значению, пригодному для вулканизации материала в пресс-форме. Эта температура находится, предпочтительно, в диапазоне 160-180oC. Температура T2 находится в интервале значений между температурами T1 и T3. Предпочтительно она составляет около 120oC. Управление температурой в зоне литьевого цилиндра и литьевого плунжера, в частности, в зоне загрузочного канала, заключается в настройке температуры T1. В изображенном примере литьевой плунжер 10 снабжен системой 38 каналов, через которую пропускают жидкость (или газ) определенной температуры. Кроме того, литьевой цилиндр снабжен системой 39 каналов, через которую пропускается такая же или иная жидкость соответствующей температуры. Температурой T3 пресс-формы управляют при помощи нагревательной плиты 57, которая установлена у нижней стороны нижней полуформы 58 и у верхней стороны верхней полуформы 59. На наружных поверхностях нагревательных плит 57 помещены соответственно несколько прокладок, имеющих в частности теплоизоляционные свойства. Благодаря тому, что с одной стороны верхняя зона мундштучного вкладыша имеет хорошее теплопроводное соединение с мундштуком 25, а с другой стороны нижняя зона мундштучного вкладыша 26 свободно выступает из мундштука 25, достигается то, что в результате достаточно длительной выдержки нижней зоны мундштука 26 на плите 59 (T3) масса, находящаяся в канале 22 впрыска, достаточным образом вулканизируется и при поднимании мундштучного вкладыша 26 с плиты 59 выводится из канала впрыска. Благодаря этому канал впрыска освобождается для следующего процесса впрыска. Температура нижней зоны мундштучного вкладыша 26 составляет T2.
На фиг. 3 и 3a инжектирующий блок 1 отсоединен от пресс-формы 5, нижняя полуформа 58 отделена от верхней полуформы 59, а отпрессованная деталь 70 вынута из формы. На детали 70 виден навулканизированный конец 71, который при раскрывании формы вышел из канала 22 впрыска или из выходного отверстия 24 и отверстия впрыска 54. Канал 22 впрыска и отверстие 54 впрыска свободны от остатков материала. Устройство для литья под давлением полностью подготовлено для следующего процесса впрыска.
Преимущество изобретения заключается прежде всего в том, что процесс соединения инжектирующего блока с пресс-формой не оказывает влияния на материал, находящийся в загрузочном канале. В частности, можно надежно устранить вулканизацию материала в загрузочном канале. Целесообразно предусмотреть, чтобы материал в пластифицирующем блоке 3 и в загрузочном канале 12 имел температуру пластификации около 70-80oC. В пресс-форме материал нагревают до температуры 160-180oC, необходимой для вулканизации. Путем термического разделения выходного отверстия загрузочного канала от выходного отверстия устраняется термическое воздействие на материал, находящийся в загрузочных каналах. Целесообразно изготовить наконечник 16 из теплоизоляционного материала. Благодаря пространственному разделению устраняется влияние температуры на материал в загрузочных каналах.
Согласно другому варианту выполнения изобретения, мундштучный вкладыш 26 выполняют из теплоизоляционного материала. Предпочтительно изготовлять вкладыш 26 из хромоникелевой стали, например, типа V2A, V4A или керамики из спекаемых материалов. Вместо этого или в дополнение к этому на внутреннюю поверхность мундштучного вкладыша 26 наносят теплоизоляционное покрытие.
Основная идея рассматриваемого изобретения состоит в пространственном и/или термическом разделении материала в загрузочном канале 12 и в канале 22 впрыска. Патентуемое устройство для литья под давлением имеет простую и компактную конструкцию и легко обслуживается.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ МАШИНА И СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2005 |
|
RU2362676C2 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Способ переработки под давлением термопластичной полимерной композиции и устройство для его осуществления | 1980 |
|
SU939262A1 |
| Узел впрыска литьевой машины | 1990 |
|
SU1699792A1 |
| Блок литьевого прессования | 1988 |
|
SU1652085A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2185962C2 |
| Ультразвуковое сопло к литьевой машине для переработки термопластов | 1983 |
|
SU1154096A1 |
| УЛЬТРАЗВУКОВОЕ СОПЛО К ЛИТЬЕВОЙ МАШИНЕ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2117575C1 |
Изобретение относится к устройству для литья под давлением, в частности для литья резины, каучука и иных подобных материалов, например эластомеров, дуропластов и сетчатых полимеров. Устройство содержит инжектирующий блок, состоящий из литьевого цилиндра и перемещаемого в нем плунжера. Литьевой цилиндр заполняется через находящийся в литьевом плунжере загрузочный канал и опорожняется через выходное отверстие в литьевом цилиндре. Устройство содержит также, по меньшей мере, одно выходное отверстие, расположенное в загрузочном канале, и приспособление для управления температурой в зоне загрузочного канала так, что устраняется вулканизация материала в загрузочном канале. Выходное отверстие загрузочного канала термически отделено от выходного отверстия литьевого цилиндра. 14 з.п.ф-лы, 3 ил.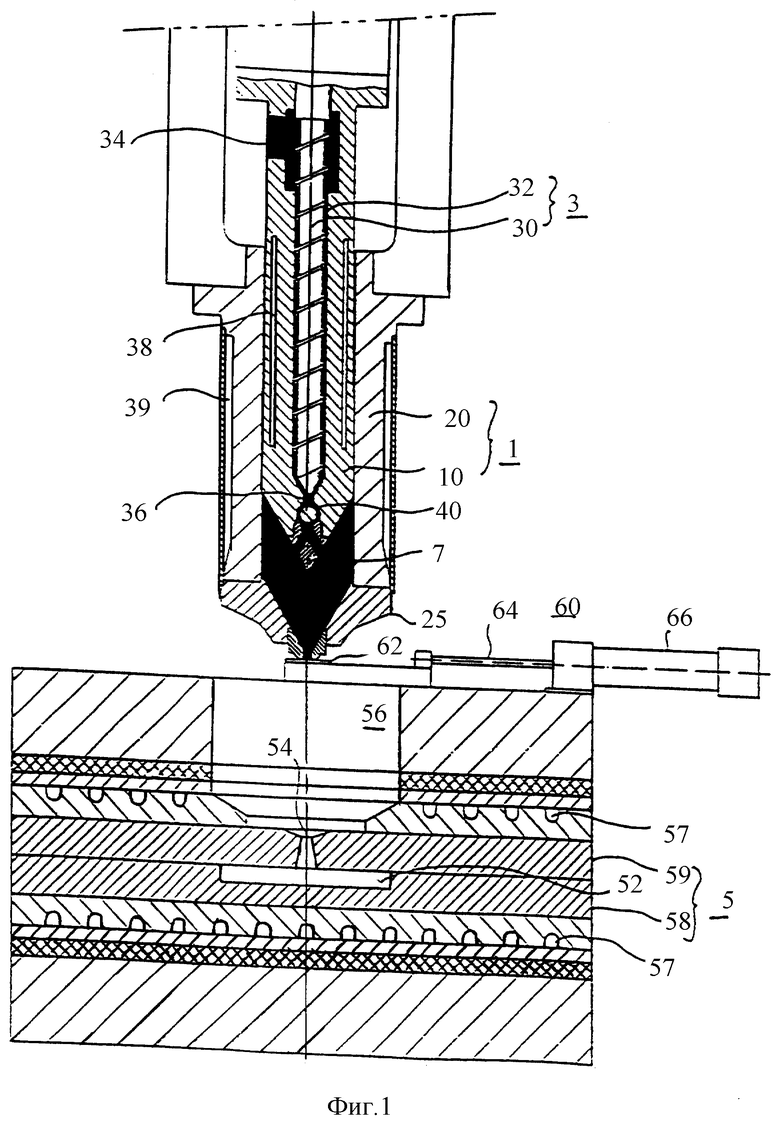
| СОСТАВ ДЛЯ ОЧИСТКИ СТОЧНЫХ ВОД | 1995 |
|
RU2080020C1 |
| УСТРОЙСТВО для ИНЖЕКЦИИ и ВПРЫСКА РАСПЛАВА ТЕРМОПЛАСТА | 0 |
|
SU365269A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| DE 4304489 А, 02.09.1993 | |||
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ ПЕТЛИ | 0 |
|
SU375583A1 |
| US 3723037 А, 27.03.1973. | |||

