1
Известио ycTpoiicTBO для пластификации и впрыска расплава термопласта литьевой машины, содержащее червячный нластпкатор, ннжекционпын цилиндр, внутри которого расположен поршень со штоком и сопло.
Недостаток известного устройства заключается в том, что в период впрыска расплава термопластпкатор не подает перерабатываеMbiii ци.тнндр, в результате чего пронзводптельность устройства снижается.
Предложенное устройство отличается от | звестного тем, что поршень инжекциопного 1и1. выполнен с Т-образным капалом, длинный участок которого расположен коннеитрнчно его нродольной оси и соединен с полостью обратного клапапа, устаповленного на торцовой поверхности порптпи, а шток снабжен нодвнжной втулкой, наружная цнлнндрнческая новер.хность KOTOpoii коптактнруст с внутренней поверхностью нпжекцноннего цилиндра.
Такая конструкция устройства повьпцает его производительность.
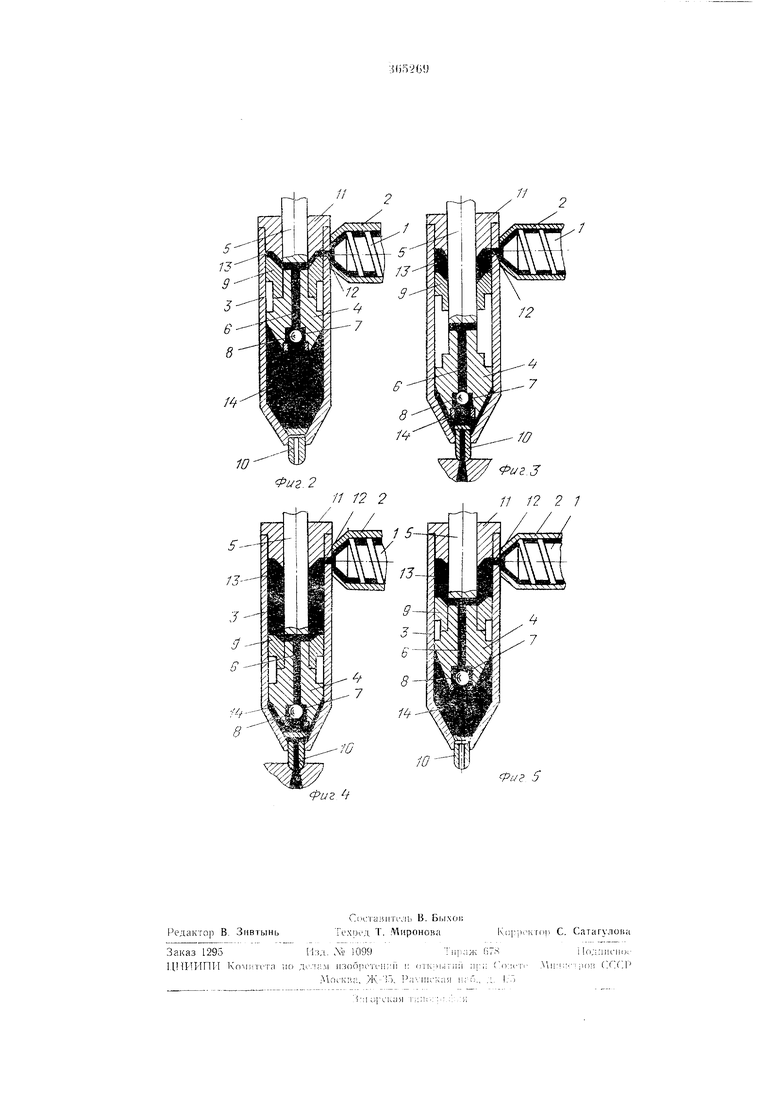
На фиг. 1 пзображепа констр кция предложенного устройства; на фнг. 2-5 взаимодействие его деталей в нроцессе литьевого Ц11к,-1а.
Устройство состоит из червяка /, пластнкатора, расположепного в корпусе 2, который примГ) к инжекционн() цнлнндру 3. Внутри цилиндра расположеп иорИ1ень 4 со штоком 5. Поршепь 4 имеет Т-образный канал 6, длинный участок которого расположен копцептрпчпо продольно оси поршня и штока н соединен с полостью 7 обратного клапана 8, установленного на торцовой поверхности поршня. Шток снабжен подвижной втулкой 9, наружная цнлнндрнческая новерхность которой контактирует с внутренней новерхностью ннжекнионного цн.пш.чра 3. Инжекцно П1ЫЙ цнлнндр имеет самозаинраюп1ееся сонло 10 н верхний фланец //. На цилиндрической поверхности цилиндра просверлено отверстие 12, соеднняюН1,ее червячпыГ п.ластикатор с накопнтел1з1Ш1| полостью 13. а через Т-образный канал ц к.чанан с полостью 14 1Н1жекцнонного цнлнндра.
Устройство работает следуюншм обрд30 М.
В нсходном иоложенин nopinenb 4 совместно со BT TKoii 9 находятся в верхнем по.то женнн ннжекцион)юго цилиндра 3, при этом в полости 14 находится максимальная доза расплава термопласта - доза впрыска, а в пакопительноГ нолостн 13 - минимальное количество расплава термопласта. Так как сонло 10 закрыто, то обратный кланан 8 соединяет полость 13 и 14 через Т-образнь1Й
канал 6, что обеспечивает равенство давлений в указанных полостях (фиг. 2).
Когда литьевая форма подходит иод соп;io 10, она открывает его и одиовреме1ию с утим на шток 5 норшия 4 иодают усилие и лоршень, двигаяс1 в направлении сон.ла, ныдавлнвает расилав термопласта кз полости // п литьевую форму. При этом давление в ио.IOCTH 14, обусловлеииое сопротивлеи1-1ем перетекаиия расплава через сопло 10 и литниковую систему формы стаиовится , чед| давление, создаваемое в накоинтелыю нолосТ1 13, которое обесиечнвают вращснис.м червяка / нластикатора при иодачс расплава тсрмоп.таста в полость 13.
В )езультате этого П1арик к,:|аиана 8 закрывает длнниы участок Т-образиого кана,ia и разьеднняет полости 13 и 14.
Размеры наружного днаметра подвижно втулкн 9 таковы, что сопротивления от трения наружно Ц ЛИИДр ЧеСКО1 Г ОВерХ ОСТИ
ио виутреннеГ новерхиости цилиндра 5 боль не, чем сопротивленне трения внутренней поверхности втулки о наружную поверхность нтока 5, что обеспечивает отставан1 с втулки 9 от поршня 4. При этом втулка 9 Д1 ижстся в направлении сопла со скорость о, определяемой производитель ост 1,Ючер ИЧ1 ОГО
пластикатора, который агнетает расилав термопласта в 1акоиительиую полость 13 (фиг. 3).
После того, как 1олость л 1Т ево1 ()ормы заиол 1еиа расплавом, порше ь 4 останавливается, при этом клана 8 остается закрытым, так как давление в иолостн 14 бо.тыие, чем в накопительной иол ости 13. втулка в это время 1родолжает двигат)Ся под действием посту 1ающего з иластикатора матер ала - - ироисход гг накоиЛС 1Я расплава в , И.; ИИДрО.
4
окончания выдерж ; л атериала иод давлеиием в форме. юследняя отходит от сопла и оно запирается.
К iTOMy времени втулка .9 подходит к своему крайнему положению и садится ia
(фиг. 4). ОдИОВреМе 1НО с этим CI мают усилие со штока 5, давление в полости 14 падает и клапан 8 открывает Т-образ 1)1Й канал 6, соединяя полость 13 н 14
с другом. При этом давление в нолостях 13 н 14 выравнивается, но так как площад. 1 0ршня со стороны полости 14 больше, чем со стороны полости 13, то усилие со сторопь 10ршня больше, чем со стороны 1олости. 15
результате этого поршень совмест ю со втулKoii движется в аправлени фланца // со скоростью, определяемой производитель остью пластикатора и иередавл вает массу 3 накопительной полости 13 в иолост 14
((j)nr. 5).
Далее цикл овторяется.
П ) е д м с т- 3 о б р е т с ч i я
Устройство для нжекции и впрыска расплава термо ласта литьевой машины, содержащее червячный нластикатор, 1 нжекцио ный цилиндр, внутри которого расположе поршень со штоком, сопло, отличающееся
тем, что, с ПрО}13ВОД Те; НОСТИ устройства, ИОрШе) И) с Т-Образиым каиалом, д.линиьп участок которО Ч)
расиоложс а)1центрично 1родольной
оси и соедине с нолоспло обрат 1ого клаиа а, СТа1- ОБЛеН; ОГО 7ОрЦеВО ИОВерХНОСТ ИОрШИЯ, а ТОК СНабЖе ВТулКО.
1аруж ая |.и И др1 ческая поверх шсть которой ко Г1акт рует с внутре П ей новер ност ло
.
12 2
114
и
6
фиг I
Фиг 4
2
Фиг 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор инжекции роторно-конвейерной литьевой машины | 1989 |
|
SU1703474A1 |
| Пресс для литьевого прессования термопластов | 1980 |
|
SU889443A1 |
| ГОРЯЧЕКАНАЛЬНЫЙ БЛОК МНОГОГНЕЗДНОЙ ЛИТЬЕВОЙ ФОРМЫ ДЛЯ ТЕРМОПЛАСТОВ | 1984 |
|
RU2032543C1 |
| Узел впрыска литьевой машины для термопластов | 1973 |
|
SU489651A1 |
| Литьевая форма | 1976 |
|
SU604703A1 |
| Устройство для нанесения покрытия на наружную поверхность труб | 1977 |
|
SU639611A1 |
| Устройство для пластификации и впрыска расплава реакто- и термопластов в форму литьевой машины | 1973 |
|
SU488723A2 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1982 |
|
SU1211074A1 |
| Способ изготовления крупногабаритных толстостенных изделий из термопласта литьем под давлением на термопластавтомате | 1986 |
|
SU1411156A1 |
| Механизм пластикации и впрыска литьевой машины | 1978 |
|
SU712256A1 |