Предлагаемое изобретение относится к производству коротких тел вращения, в частности шариков, и может быть использовано для получения охотничьей катаной дроби и/или картечи различных диаметров.
Известно, что качество охотничьей дроби во многом зависит от ее твердости и удельного веса, т.е. тяжести. Преимуществом твердой дроби является то, что она при выстреле лучше сохраняет сферичность, а недостаток в том, что она легкая. Дробь тяжелая производится из чистого свинца. Преимущество тяжелой дроби в том, что она имеет большую убойную силу, а недостаток заключается в том, что она при выстреле сминается, то есть теряет сферичность формы.
Твердость и тяжесть дроби являются свойствами противоречивыми: твердая дробь из-за добавок сурьмы к свинцу теряет тяжесть, а дробь, изготовленная из чистого свинца, получается тяжелой, но мягкой.
Существующие промышленные способы производства дроби, например, литье или штамповка, не разрешают противоречия между твердостью и тяжестью дроби, так как свойства полученной дроби при использовании существующих технологий зависят только от качеств исходного материала.
Рассмотрим наиболее распространенный способ получения шариков методом поперечно- винтовой прокатки. Например, по а. с. СССР N 1423238, опубл. 15.09.88 г. , кл. В 21 H 1/14, известен способ производства коротких тел вращения малого диаметра. Способ заключается в том, что шарики получаются путем последовательного обжатия кусочков прутка между вращающимися валками, имеющими винтовые реборды.
С целью повышения производительности прокатки, согласно техническому решению по а. с. N 1423238, "после захвата заготовки валками, она начинает вращаться и перемещаться быстрее, чем проволока, ввиду того, что линейная скорость прокатки v1 больше скорости подачи проволоки v2. Величина разности скоростей Δv определяется зависимостью: Δv ≤ l/2L v1, где l - длина валка, L - длина заготовки." [1].
Недостатком этого технического решения является то, что валки прокатывают только один диаметр дроби и полученная дробь обладает недостаточно круглой формой.
Для повышения ее сферичности был изобретен в рамках вышеуказанного способа специальный "инструмент для поперечно-винтовой прокатки тел вращения типа шариков" (а.с.СССР N 1738449, кл. В 21 H 1/14, опубл. 7.06.92).
"Сущность данного изобретения: валки 1 и 2 с винтовыми ребордами имеют калибрующие и деформирующие части. Образующие заходного и выходного участков каждой винтовой реборды на деформирующей части второго из валков выполнены в виде дуг окружностей, проведенных из разных, расположенных на оси прокатки центров, сопряженных одна с другой прямой линией, параллельной указанной оси прокатки." [2].
К недостаткам данного технического решения, как и предыдущего, относятся следующие факторы, влияющие на качество готового изделия:
- технология и инструмент, в рамках этой технологии, не позволяют получить дробь, обладающую положительными качествами твердой и одновременно тяжелой дроби, так как твердость и тяжесть дроби определяется только свойствами исходного материала прутка,
- при изготовлении шариков из свинца - налипание свинца на валки и, как следствие, ухудшение сферичности шариков.
В связи с этим, в предлагаемом техническом решении авторы решают задачу: объединить преимущества твердой и тяжелой дроби за счет уплотнения поверхостного слоя свинцовой дроби.
Для этого заготовки для шариков из чистого свинца необходимо подвергнуть обработке катанием между двумя плоскостями, прикладывая определенную величину давления. Одновременно с тем, что при катании заготовка принимает форму шарика, наружный слой шарика уплотняется, т.е. твердость наружного слоя дробины увеличивается, так как на поверхности шарика появляется подобие наклепа. Это явление аналогично явлению, возникающему при ковке металлов.
Охотникам давно известно, что "аккуратно приготовленная катаная дробь обладает весьма серьезными достоинствами и далеко оставляет за собой те расхожие сорта литой фабричной дроби, которою стреляют почти все охотники европейской России, Сибири и Кавказа. Она сохраняет тяжесть свинца (11,44 уд. вес), почему тяжелее всякой литой дроби, а зерна ее безукоризненно ровны и круглы. " (Сабанеев Л.П. "Охотничий календарь", т.1, М., "Терра",1992 г., с. 268) [3].
Но способа и установки для промышленного изготовления катаной дроби пока нет. Охотники пользуются самостоятельно придуманными приспособлениями для катания дроби вручную. Вот одно из них: способ и устройство для изготовления дроби, предложенные автором Чернышевым В. в журнале "Охота и охоничье хозяйство", N 10, 1994 г.
Для изготовления дробокатки "торцы двух соседних отрезков бревна обиваются толстой листовой жестью. В центре нижнего жернова укрепляют штырь, в центре верхнего - делается соответствующее ему гнездо, которым он садится на нижний неподвижный "жернов". Место соприкосновения "жерновов" по окружности обивается полоской жести, чтобы не выпадали дробинки. На верхнем подвижном "жернове" для его вращения укреплена ручка".
Дробь делается так. "Отходы свинца расплавляются на противне в пластину толщиной, равной диаметру самого большого отверстия волочильни, режется на полоски, округляется молотком так, чтобы заготовка прошла через самое большое отверстие волочильни. После этого заготовку протаскивают последовательно через уменьшающиеся по диаметру отверстия волочильни... Таким образом, получается круглая свинцовая проволока нужного диаметра... Проволока режется резаком, нарезанные цилиндрики обкатываются в дробокатке, затем шлифуются в бутылке, где с дробинок отлетают пленки наката. После этого дробинки порциями полируются в суконном мешочке". [4].
Недостатки этого способа в том, что, во-первых, свинец должен быть достаточно чистым, без примесей, иначе проволока в волочильне будет обрываться, а, во-вторых, мельче четверки - пятерки дробь получить довольно трудно: тонкая проволока часто рвется. Дробь получается мягкой, и она заметно освинцовывает стволы ружей.
О производительности и скорости изготовления при таком способе говорить не приходится. Но даже, если к плоским дискам вышеописанной дробокатки подвести привод и механизировать вращение дисков, то дробь, изготовленная в ней, не будет обладать достаточной сферичностью формы из-за хаотичного катания заготовок между двумя дисками, верхний из которых вращается вокруг своей геометрической оси, а нижний - неподвижен.
По этой же причине также невозможно приложить большое давление к подвижному диску, без которого поверхностный слой уплотнить сложно.
Технический результат, достигаемый предлагаемым изобретением - улучшение шаровидности дроби одновременно с упрочнением ее поверхностного слоя.
Для решения поставленных задач полученные из прутка заготовки для дроби обкатывают между плоскостями верхнего подвижного диска и нижней неподвижной плиты. При этом, согласно изобретению, плоскостью верхнего подвижного диска заготовкам сообщают движение по окружности радиусом, равным длине окружности получаемой дроби, и одинаковые угловые скорости относительно трех осей координат.
Устройство для осуществления вышеуказанного способа содержит верхний подвижный диск, соединенный с приводом, и нижнюю неподвижную плиту. Согласно изобретению, верхний подвижный диск установлен с эксцентриситетом относительно оси привода, величина которого равна длине окружности получаемой дроби, и соединен с неподвижной плитой эластичной тягой для исключения возможности вращения вокруг своей геометрической оси. Величина эксцентриситета диска изменяется в зависимости от заданного диаметра получаемой дроби.
Таким образом, в соответствии с предложенными способом и устройством, можно изготавливать дробь различных диаметров из чистого тяжелого свинца с упрочненным поверхностным слоем, придающим ей твердость, и улучшенной шаровидной формой.
На фиг. 1 показана заготовка для изготовления дроби.
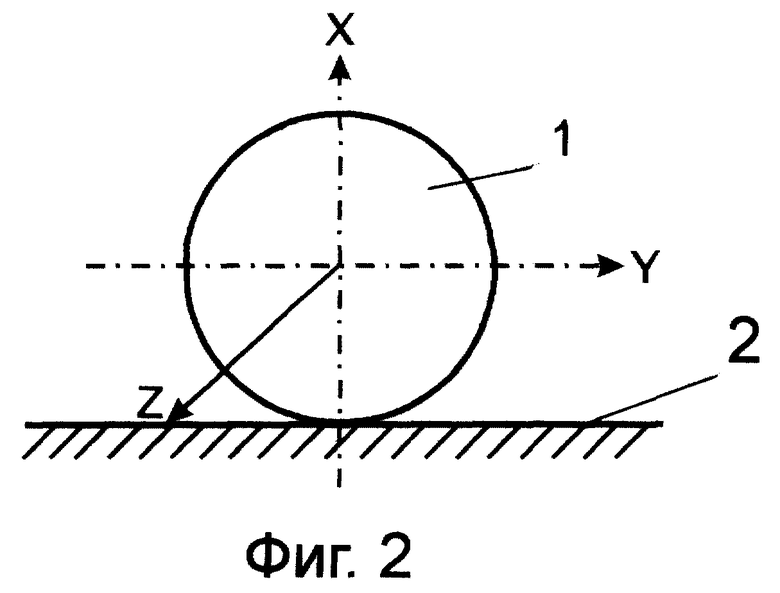
На фиг. 2 - заготовка в связанной системе координат.
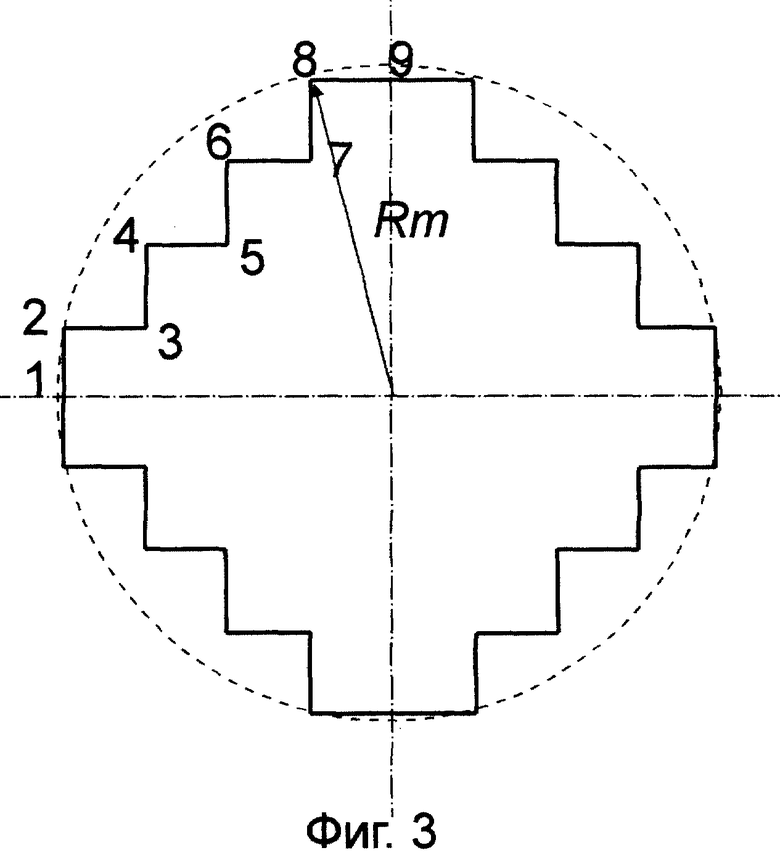
На фиг. 3 - траектория движения заготовки на плоскости нижней плиты.
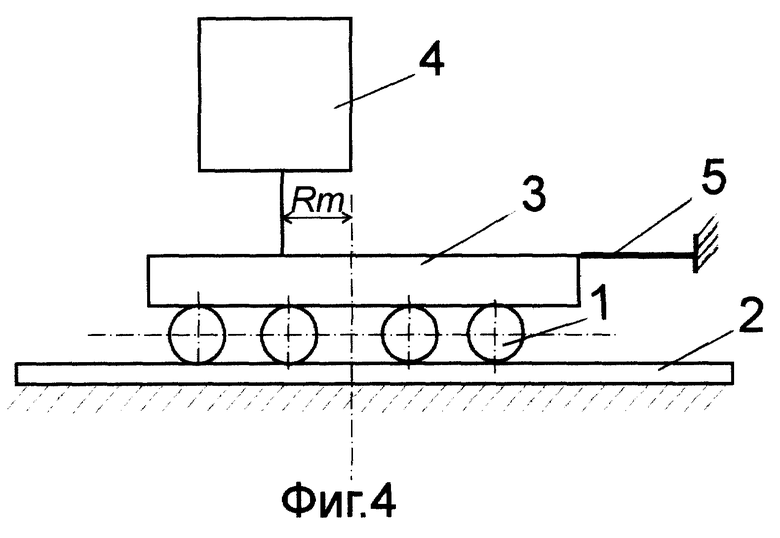
На фиг. 4 - устройство для изготовления дроби (общий вид).
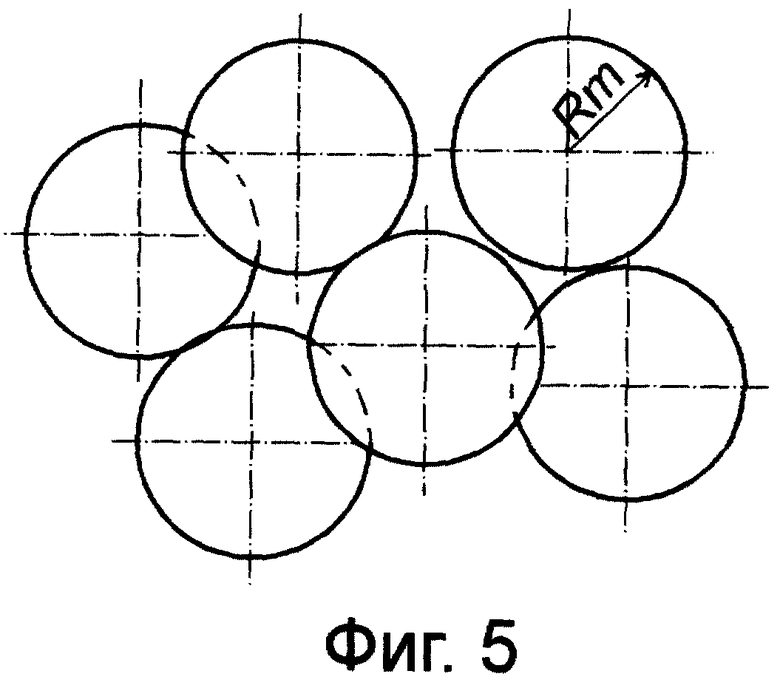
На фиг. 5 - траектории движения некоторых материальных точек диска.
Способ осуществляется следующим образом. Заготовку 1 помещают между плоскостями нижней неподвижной плиты 2 и верхнего подвижного диска 3, с помощью которого ей сообщают движение по окружности, имеющей радиус, равный длине окружности получаемой дроби. Для производства катаной дроби используются заготовки, полученные поперечно-винтовой прокаткой, или куски прутка.
Заготовка 1 из прутка представляет собой цилиндр, имеющий высоту hз и радиус Rз (фиг. 1) Размеры заготовки выбираются, исходя из двух условий:
1) объем заготовки должен быть равен объему дроби производимого номера или заданного диаметра, т.е.
hз 2 π Rз2 = 4/3 π R3d, (1)
где Rd - радиус производимой дроби;
2) второе условие: чтобы диаметр и высота заготовки были равны, т.е.
hз = 2Rз, (2)
При выполнении условия (2) заготовка лучше обкатывается в шарик.
Для определения наилучшего режима обкатывания рассмотрим движение заготовки 1 в связанной системе координат (x, у, z) по плоскости нижней неподвижной плиты 2 (см. фиг. 2). Для обкатывания заготовки в шарик необходимо обеспечить одновременное вращение заготовки относительно всех трех осей координат (x, у, z).
Наилучшим, с точки зрения качества готового изделия, скорости обкатывания и энергетических затрат, будет режим, при котором угловые скорости вращения заготовки относительно трех осей координат будут равны, то есть:
Wx = Wy = Wz (3)
При выполнении условия (3) заготовка будет обкатываться равномерно со всех сторон. Поскольку скорость обкатывания зависит еще и от давления, прилагаемого на дробь, то при выполнении условия (3), данное давление может быть максимальным, так как при равномерном и одинаковом повороте дроби более исключается возможность ее обкатывания в цилиндр.
Если повернуть заготовку на угол Δ, равный 90o относительно оси "у", то есть Δy= 90o, то на плоскости нижней неподвижной плиты заготовка переместится из точки 1 в точку 2 (см. фиг. 3). При этом расстояние между точками 1 и 2 будет равно четвертой части длины окружности получаемой дроби. Если в точке 2 повернуть заготовку относительно оси "z" на угол 90o, то она переместится на плоскости нижней неподвижной плиты из точки 2 в точку 3, причем расстояние между точками 2 и 3 будет также равно четвертой части длины окружности дроби.
Если указанным образом обкатывать далее заготовку на угол 360o, то она переместится в точку 8. При этом сумма участков будет равна:
Rm = (1-2) + (3-4) + (5-6) + (7- 8) = 2πRd,
Rm = (2-3) + (4-5) + (6-7) + (8-9) = 2πRd,
где Rm - радиус окружности, по которой нужно обкатывать заготовку,
Rd - радиус получаемой дроби.
При обкатывании заготовки по траектории 1-2-3 происходит поворот связанной системы координат и вращение заготовки относительно оси "x".
Можно утверждать, что, чем меньше будет угол поворота заготовки, тем более траектория движения заготовки будет приближаться к форме окружности с радиусом Rm, который равен:
Rm = 2πRd,
где Rd - радиус получаемой дроби.
Таким образом, условие оптимального режима обкатывания (3) может быть выполнено, если обкатывать заготовку по окружности, имеющей радиус, равный длине окружности получаемой дроби, и при этом обкатывать заготовку с одинаковой угловой скоростью относительно всех трех осей координат.
Устройство для осуществления вышеуказанного способа содержит нижнюю неподвижную плиту 2 и верхний подвижный диск 3, соединенный с приводом 4.
Диск 3 представляет собой эксцентрик, установленный так, что расстояние между осью привода 4 и геометрической осью диска 3 равно радиусу R m окружности, по которой обкатывают заготовку 1.
Посредством эластичной тяги 5 диск 3 соединен с нижней неподвижной плитой 2 для исключения вращения диска вокруг своей геометрической оси.
Устройство работает следующим образом.
Привод 4 приводит в движение верхний подвижный диск 3. Эластичная тяга 5 препятствует вращению диска 3 вокруг своей геометрической оси. При этом, каждая материальная точка диска 3 движется по окружности, имеющей радиус Rm.
Траектории движения некоторых точек диска 3 показаны на фиг. 5.
Если между плоскостями верхнего подвижного диска 3 и нижней неподвижной плиты 2 разместить заготовки 1 дроби с радиусом, удовлетворяющим условию: Rm = 2πRd, то при движении диска 3 каждая дробь будет обкатываться по окружности с радиусом Rm. При этом будет выполняться условие (3) оптимального режима обкатывания. В этом режиме производится равномерное одинаковое обкатывание дроби со всех сторон.
Для обкатывания дроби другого диаметра необходимо изменить расстояние эксцентрика Rm.
Рабочий образец установки действует, и полученная на нем катаная дробь успешно прошла испытания в сравнении с лучшими образцами промышленно изготовленной литой и штампованной дроби.
Сравнивались показатели по кучности и резкости боя. Результаты таковы: полученная в соответствии с изобретением дробь:
по кучности боя немного лучше литой и штампованной,
по резкости боя превосходит вышеуказанные образцы на 50-60%.
Далее, изготовленная в соответствии с изобретением дробь сравнивалась с катаной, полученной кустарным способом, дробью. Результаты таковы: показатели по резкости боя почтя одинаковы, а по кучности боя показатели последнего вида дроби ниже из-за недостаточной сферичности ее формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБКАТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2276005C1 |
| ПЫЖ-КОНТЕЙНЕР ДЛЯ ДРОБОВЫХ ПАТРОНОВ | 1999 |
|
RU2151366C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347664C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278018C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347665C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| СПОСОБ ОБКАТЫВАНИЯ ВИНТОВ С КРУГЛЫМ ПОПЕРЕЧНЫМ ПРОФИЛЕМ | 2007 |
|
RU2337804C1 |
Изобретение может быть использовано для получения охотничьей катаной дроби и/или картечи разных диаметров. Полученные из прутка заготовки для дроби обкатывают между двумя плоскостями, нижняя из которых неподвижна, а с помощью верхней подвижной плоскости заготовке сообщают движение по окружности, имеющей радиус, равный длине окружности получаемой дробины, одновременно перекатывая заготовку с угловыми скоростями, одинаковыми относительно всех трех осей координат. В устройстве для осуществления вышеописанного способа верхний диск соединен с приводом и установлен с эксцентриситетом, величина которого равна длине окружности получаемой дробины. Величина этого расстояния может быть изменена в зависимости от заданного диаметра дроби. Верхний диск связан эластичной тягой с неподвижным основанием для исключения возможности вращения диска вокруг своей геометрической оси. Улучшается шаровидность дроби одновременно с упрочнением ее поверхностного слоя. 2 с. и 1 з.п. ф-лы, 5 ил.
| "Охота и охотничье хозяйство", № 10, 1994 г., с.7 - 8 | |||
| Инструмент для поперечно-винтовой прокатки тел вращения типа шариков | 1990 |
|
SU1738449A1 |
| Способ прокатки железнодорожных колес | 1978 |
|
SU721201A1 |
| Устройство для измерения линейных перемещений объектов | 1986 |
|
SU1350489A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2719084C2 |
| US 4454739, 13.06.1984. | |||
