
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1993 |
|
RU2109590C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ КОРОТКИХ ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2041758C1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШАРИКОВ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКОЙ | 1993 |
|
RU2047413C1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Способ прокатки труб на редукционном стане и технологический инструмент для его осуществления | 1988 |
|
SU1523201A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДРОБИ | 1999 |
|
RU2165326C2 |
| Валок для поперечно-винтовой про-КАТКи ТЕл ВРАщЕНия | 1979 |
|
SU846011A1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| Способ изготовления тел вращения, преимущественно шаров | 1990 |
|
SU1754300A1 |
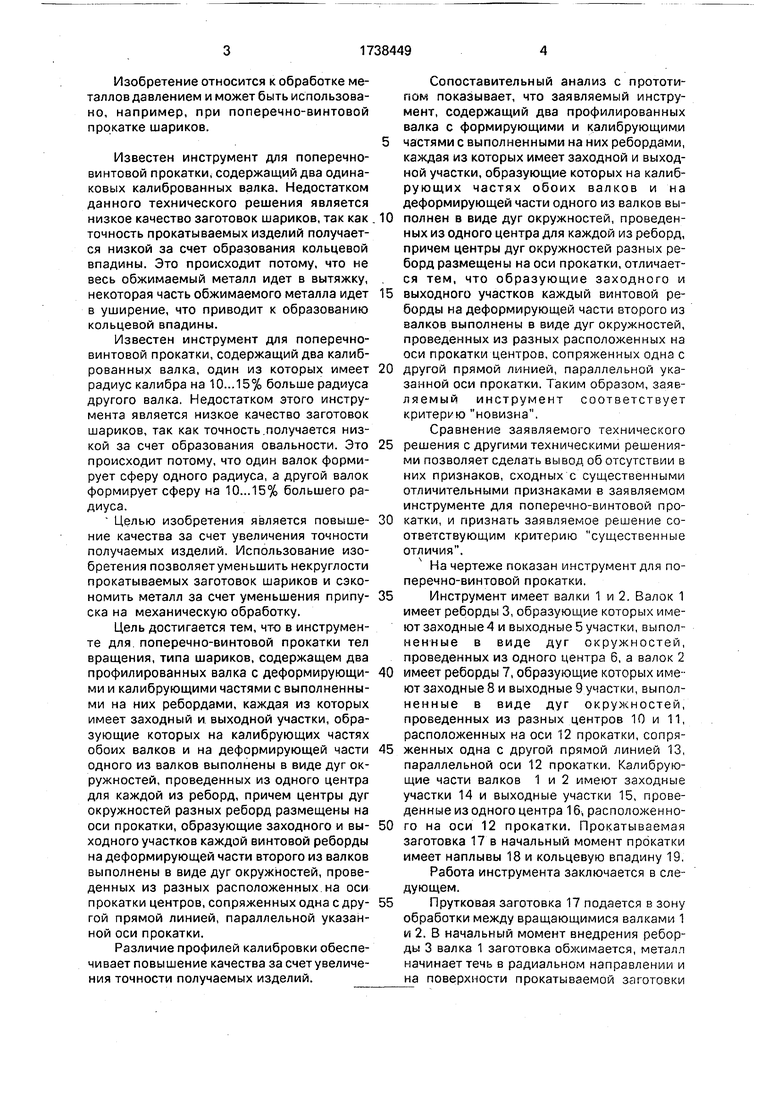
Использование: обработка металлов давлением, а именно поперечно-винтовая прокатка шариков. Сущность изобретения: валки 1 и 2 с винтовыми ребордами имеют калибрующие и деформирующие части. На калибрующих частях обоих валков и на деформирующей части одного из валков каждая реборда выполнена в виде дуг окружностей, проведенных из одного соответствующего центра 16 и 6. Реборды другого валка на деформирующей части выполнены в виде дуг окружностей, проведенных из разных центров 10 и 11. В начальный момент прокатки валок 2, имея с заготовкой 17 меньшую контактную поверхность, чем валок 1, препятствует развитию кольцевой впадины. Это обеспечивает выравнивание поверхности шарика. Имея некоторую не- круглость, получающуюся от валка 2, заготовка перемещается в калибрующую часть валков, где полукруглые калибры очерченные из одного центра, выравнивают ее не- круглость, вследствие чего обеспечивается ее высокое качество. 1 ил. СП С
| Инструмент для поперечно-винтовой прокатки тел вращения типа шариков | 1987 |
|
SU1493370A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
