Изобретение относится к технологии получения изделий из керамических порошков с использованием энергии метательных взрывчатых веществ (ВВ) и может быть использовано в электротехнической и радиоэлектронной промышленности для изготовления пьезоэлементов, изоляторов и т.п.
Известен способ прессования брикетов из металлических и керамических порошков на баллистическом прессе, включающий ствол с закрепленной на нем составной матрицей, пороховой заряд, снаряд, пуансон и прессуемый порошок, расположенный в матрице, при этом снаряд, разгоняясь под воздействием давления пороховых газов, ударяет по пуансону и уплотняет порошок (Обработка металлов взрывом. А.В. Крупин, В.Е. Соловьев, Г.С. Попов, Н.Р. Кръстев. М.: Металлургия, 1991, с. 294). Недостатками указанного способа являются низкая плотность прессовок при прессовании керамических порошков - их плотность не превышает 55-65% от теоретического значения, в поверхностных слоях прессовок их керамических порошков возникают расслоения; при скорости ударника более 300 м/с, что необходимо для повышения плотности прессовок, происходит деформация и разрушение сложной составной матрицы - раздутие или разрушение на части; низкая производительность процесса прессования; малые размеры прессовок - их диаметр не превышает диаметр ударника, соответствующий внутреннему диаметру ствола баллистического пресса, что ограничивает промышленное применение данного способа.
Наиболее близким аналогом изобретения является способ получения изделий из керамического порошка, включающий помещение порошка с разделением его на слои металлическими прокладками в составной контейнер, состоящий из внутренней оболочки из металлической фольги, верхнего и нижнего металлических дисков и наружной оболочки из мягкого высокопластичного металла, размещение контейнера с порошком в пресс-форме в виде стального цилиндра со сквозным каналом, верхним и нижним пуансонами и прессование путем ударного нагружения, осуществляемого за счет разгона цилиндрического ударника пороховым метательным устройством и удара его в пресс-форму при скорости ударника 450-650 м/с (RU 2121410 C1, 10.11.1998, B 22 F 3/08).
Способ пригоден лишь для получения изделий небольших размеров, диаметр которых значительно меньше внутреннего диаметра ствола порохового метательного устройства и диаметра ударника, что ограничивает промышленное применение указанного способа.
В связи с этим важнейшей задачей является разработка нового способа получения крупногабаритных изделий из керамического порошка по новой технологической схеме передачи кинетической энергии ударника прессуемому порошку на основе введения в схему прессования конического преобразователя и защитной металлической прослойки, способствующих созданию в прессуемом объеме плоского фронта прессования на площади, превышающей площадь основания цилиндрического ударника, что, в свою очередь, создает благоприятные условия для получения крупногабаритных изделий плоской формы.
Техническим результатом заявленного способа является создание на основе введения в схему прессования конического преобразователя с защитной металлической прослойкой, наружной оболочки контейнера из мягкого высокопластичного металла, образующей цилиндр со сквозным каналом в виде пресс-формы, способствующей формированию новой структуры импульсов давления в контейнере с прессуемым порошком, исключающей возникновение в прессовках разрушающих напряжений, позволяющей получать высокоплотные крупногабаритные прессовки с диаметром, значительно превышающим диаметр ударника, с стабильным распределением плотности керамики по объему изделий, при этом обеспечивается снижение расхода металла на производство одного изделия.
Указанный технический результат достигается тем, в способе получения изделий из керамического порошка, включающем помещение порошка с разделением его на слои металлическими прокладками в составной контейнер, состоящий из внутренней оболочки из металлической фольги, верхнего и нижнего металлических дисков и наружной оболочки из мягкого высокопластичного металла, размещение контейнера с порошком между верхним и нижним пуансонами, прессование путем ударного нагружения, осуществляемого за счет разгона цилиндрического ударника пороховым метательным устройством, согласно изобретению, прессование осуществляют путем ударного нагружения, осуществляемого ударником через конический преобразователь и защитную металлическую прослойку, установленную на верхнем пуансоне, размещенном на наружной оболочке контейнера, образующей цилиндр со сквозным каналом в виде пресс-формы, при этом наружный диаметр наружной оболочки контейнера составляет 1,5-2 внутреннего диаметра контейнера, угол при вершине конуса конического преобразователя составляет 90-110o, а ударное нагружение ведут при скорости ударника 400-650 м/с и отношении массы ударника к сумме масс конического преобразователя, защитной металлической прослойки, верхнего пуансона, верхнего металлического диска, металлических прокладок, слоев прессуемого порошка, равном 0,121-0,235.
При этом защитная металлическая прослойка и конический преобразователь выполнены из стали.
Верхний пуансон, защитную металлическую прослойку и конический преобразователь размещают соосно со стволом порохового метательного устройства.
В таких условиях ударноволнового воздействия с оптимальным выбором материалов и конструкции элементов схемы прессования в контейнере с прессуемым керамическим порошком возникает благоприятная структура ударных волн, которая обеспечивает получение крупногабаритных изделий высокого качества, что позволяет использовать их в промышленных целях.
Использование в качестве пресс-формы наружной оболочки контейнера из мягкого высокопластичного металла с наружным диаметром, составляющим 1,5-2 внутреннего диаметра контейнера, обеспечивает сохранность получаемых изделий от сколов и трещин, снижает вероятность возникновения растягивающих напряжений в прессовках в направлениях, перпендикулярных направлению прессования.
Размещение на поверхности наружной оболочки контейнера верхнего пуансона, защитной металлической прослойки и конического преобразователя с углом при вершине 90-110o способствует формированию в обрабатываемом материале плоского фронта прессования, диаметр которого превышает диаметр ударника, а также формированию новой структуры ударных волн, воздействующих на прессуемый порошок, благодаря которым получают крупногабаритные высокоплотные керамические изделия с равномерным распределением плотности по объему.
Прессование при скорости ударника 400-650 м/с и отношении массы ударника к сумме масс конического преобразователя, защитной металлической прослойки, верхнего пуансона, верхнего металлического диска, металлических прокладок, слоев прессуемого порошка, равном 0,121-0,235, в процессе нагружения обеспечивает необходимый уровень давления в прессуемом порошке, стабилизацию плотности прессовок по высоте контейнера, получению изделий с плотностью, близкой к предельной.
Выполнение защитной металлической прослойки и конического преобразователя из стали обеспечивает защиту верхнего пуансона и верхней части наружной оболочки контейнера - пресс-формы от недопустимых поперечных деформаций, а конический преобразователь сохраняет свою форму после взаимодействия с ударником, что позволяет использовать данный преобразователь многократно, а это, в свою очередь, способствует снижению металлоемкости технологического процесса получения изделий.
На фиг. 1 изображена схема получения изделий из керамического порошка, ее фронтальный осевой разрез, при этом ударник 14, конический преобразователь 13, защитная металлическая прослойка 12 и стальное основание 9 показаны без разреза.
Способ получения изделий из керамического порошка осуществляют в следующей последовательности. Изготавливают емкость, состоящую из внутренней оболочки контейнера 1 и нижнего металлического диска 2, для этого с помощью цилиндрической оправки изготавливают внутреннюю оболочку контейнера, например, из медной фольги, нижнюю кромку отгибают, в оболочку вставляют нижний металлический диск 2, например, из стали, засыпают прессуемый керамический порошок 3, разделяя его на слои металлическими прокладками 4, например, из медной фольги, устанавливают верхний металлический диск 5, например, из стали, завальцовывают верхнюю кромку внутренней оболочки контейнера, получают при этом сборку N 1. Берут наружную оболочку контейнера 6 из мягкого высокопластичного металла, например свинца, имеющей форму металлического цилиндра с сквозным каналом, выполняющую также функции пресс-формы, при этом наружный диаметр наружной оболочки контейнера составляет 1,5-2 внутреннего диаметра контейнера, равного диаметру металлических дисков контейнера и его металлических прокладок; запрессовывают нижний пуансон 7, например, из свинца, устанавливают в осевой канал наружной оболочки 6 сборку N 1. Полученную сборку N 2 устанавливают соосно со стволом 8 порохового метательного устройства на стальном основании 9, расположенном на грунте 10; Размещают на поверхности наружной оболочки контейнера 6 верхний пуансон 11, например, из свинца, защитную металлическую прослойку 12 в виде стального диска и конический преобразователь 13, изготовленный из стали, при этом угол при вершине конуса конического преобразователя составляет 90-110o; размещают в стволе порохового метательного устройства пороховой заряд с ударником и выстреливают ударником, например, из свинца, в направлении конического преобразователя 19, при этом процесс ведут при скорости ударника 14 400-650 м/с и при отношении массы ударника к сумме масс конического преобразователя, защитной металлической прослойки верхнего пуансона, верхнего металлического диска, металлических прокладок, слоев прессуемого порошка, равном 0,121-0,235.
После ударного прессования удаляют верхний 11 и нижний 7 пуансоны, извлекают с помощью приспособления спрессованную сборку N 1, удаляют внутреннюю оболочку контейнера 1, отделяют изделия от металлических дисков 2,5 и металлических прокладок 4, после чего готовые изделия в виде дисков из керамического порошка могут быть использованы для промышленных целей, например для изготовления крупногабаритных пьезоизлучателей, ингаляторов, датчиков и т. п. При этом изделия, полученные по предлагаемому способу, могут иметь диаметр, равный или значительно превышающий диаметр ударника при плотности керамики, близкой к плотности спеченного материала, с стабильным распределением плотности керамики по объему изделий, при этом в полученных изделиях отсутствуют сколы и трещины.
Пример 1 (см. таблицу, опыт 1).
При изготовлении сборки N 1 нижний металлический диск выполняли из стали Ст. 3 диаметром 7,5 см (равен внутреннему диаметру контейнера Двн), толщиной 0,2 см. Внутреннюю оболочку контейнера изготавливали из двух слоев фольги из меди M1, имеющей толщину 0,1 мм. Верхний металлический диск контейнера выполняли из стали Ст.3 диаметром 7,5 см, толщиной 0,2 см, плотность стали 7,8 г/см3. Масса верхнего металлического диска равна:
Mд.в = 7,8·3,14·(0,5·7,5)2·0,2 = 68,9 г, масса каждой металлической прокладки Mпр = Mд.в = 68,9 г, количество прокладок в контейнере - 4. Для заполнения емкости, состоящей из нижнего металлического диска и боковой оболочки контейнера, использовали синтезированный порошок пьезокерамики ЦТС 19 с насыпной плотностью 3,2 г/см3, толщина каждого слоя была 0,1 см, количество слоев - 5. Масса одного слоя керамического порошка в контейнере: Mпор = 3,2·3,14·(0,5·7,5)2·0,1 = 14,1 г. Нижний пуансон выполняли из высокопластичного металла - свинца. Его диаметр с учетом толщины внутренней оболочки контейнера равен:
Дп.н = Двн + 20,02 = 7,5 + 0,04 = 7,54 см, толщина нижнего пуансона - 1 см. Наружную оболочку контейнера выполняли из высокопластичного металла - свинца. Ее наружный диаметр Дпр = 11,25 см, что составляет 1,5 Двн,ее внутренний диаметр равен Дп.н, что соответствует наружному диаметру внутренней оболочки контейнера; высота наружной оболочки Hоб.н = 2,7 см, запрессовывают нижний пуансон, устанавливают в осевой канал наружной оболочки контейнера сборку N 1. Полученную сборку N 2 устанавливали соосно со стволом порохового метательного устройства на стальном основании, расположенном на песчаном грунте. Основание многократного использования. Его изготавливали из стали Ст.3 диаметром 15 см, толщиной 20 см. На поверхности наружной оболочки контейнера размещали верхний пуансон, защитную металлическую прослойку в виде диска и конический преобразователь. Верхний пуансон выполняли из высокопластичного металла - свинца. Диаметр верхнего пуансона равен наружному диаметру наружной оболочки контейнера - 11,25 см, его толщина - 1 см. Плотность свинца - 11,34 г/см3, масса верхнего пуансона равна:
Mп.в = 11,34·3,14·(0,5·11,25)2·1,0 = 1124,6 г. Защитную металлическую прослойку выполняли из стали Ст.3 толщиной 0,2 см, диаметром, равным диаметру верхнего пуансона - 11,25 см, плотность стали - 7,8 г/см3, масса защитной прослойки равна:
Mз.пр = 7,8·3,14·(0,5·11,25)2·0,2 = 154,7 г. Конический преобразователь изготавливали из стали Ст.3 с углом при вершине конуса 90o. Диаметр основания конуса Дкон = 7,5 см, высота цилиндрической части преобразователя - 1 см, плотность материала - 7,8 г/см3. При выбранных размерах объем конического преобразователя составляет 99,4 см3, его масса Mкон = 7,8·99,4 = 775,8 г. Внутренний диаметр ствола порохового метательного устройства - 5 см, диаметр ударника - 5 см, материал ударника - свинец, его масса Mуд = 300 г. При выбранных материалах и размерах элементов схемы прессования отношение массы ударника Mуд к сумме масс конического преобразователя Mкон, защитной металлической прослойки Mз.пр верхнего пуансона Mп.в, верхнего металлического диска Mд.в, металлических прокладок Mпр, слоев прессуемого порошка Mпор, равном: Mуд/Σ Mi = Mуд/(Mкон + Mз.пр + Mп.в + Mд.в + 4Mпр + 5Mпор = 300/(775,3 + 154,7 + 1124,6 + 68,9 + 275,6 + 70,6) = 0,121.
В качестве энергоносителя использовали бездымный порох "Барс", масса порохового заряда была 50 г, что при выстреле обеспечивает скорость ударника 650 м/с, которую контролировали, например, электроконтактным методом с помощью измерителя временных интервалов Ч3-34А. После нагружения удаляли верхний и нижний пуансоны, извлекали с помощью приспособления спрессованную сборку N 1, удаляли внутреннюю оболочку контейнера, отделяли изделия от металлических дисков и металлических прокладок, после чего спрессованные за один акт взрывного воздействия пять изделий в виде дисков из керамического порошка могут быть использованы для промышленных целей, например для изготовления пьезоизлучателей, датчиков, ингаляторов и т.п. При этом диаметр полученных изделий в виде дисков - 75 мм, что в 1,5 раза превышает диаметр ударника, нестабильность плотности по объему изделий не превышает 1-2%, в изделиях отсутствуют сколы, расслоения и поперечные трещины, плотность полученных изделий близка плотности спеченного материала; материал наружной оболочки контейнера может быть использован многократно, так как из мягкого высокопластичного металла можно легко, например, штамповкой, литьем или прессованием без существенных энергозатрат возобновлять форму деталей схемы прессования, что снижает расход металла на производство одного изделия по сравнению с прототипом.
Пример 2 (см. таблицу, опыт 2).
То же, что в примере 1, но внесены следующие изменения. Внутренний диаметр контейнера Двн = 6 см, такой же диаметр имеют нижний и верхний металлические диски, металлические прокладки и слои прессуемого порошка. Масса верхнего металлического диска Mд.в = 7,8·3,14·(0,5·6)2·0,2 = 44 г, масса каждой металлической прокладки Mпр = Mд.в = 44 г, количество прокладок в контейнере - 3, количество слоев прессуемого порошка в контейнере - 4, масса каждого слоя ЦТС 19 была:
Mпор = 3,2·3,14·(0,5·6)2·0,1 = 9,04 г. Диаметр нижнего пуансона Дп.н = Двн + 2·0,02 = 6 + 0,04 = 6,04 см; диаметр наружной оболочки контейнера Дпр = 10 см, что составляет 1,7 Двн, ее внутренний диаметр равен 6,04 см, высота наружной оболочки Hоб.н = 2,4 см. Диаметр верхнего пуансона равен 10 см, его масса Mп.в 11,34·3,14·(0,5·10)2·1,0 = 890,2 г. Диаметр защитной металлической прослойки - 10 см, ее масса составляла:
Mз.пр = 7,8·3,14·(0,5·10)2·0,2 = 122,5 г. Конический преобразователь изготавливали из стали с углом при вершине конуса 100o, диаметр основания конуса Дкон = 6,5 см, объем конического преобразователя - 63,38 см3, его масса Mкон = 7,8·63,38 = 494,3 г. Соотношение масс Mуд/ Σ Mi = Mуд/(Mкон + Mз.пр + Mп.в + Mд.в + 3Mпр + 4Mпор = 300/(494,3 + 122,5 + 890,2 + 44 + 132 + 36,2) = 0,174. Масса порохового заряда была 36 г, что обеспечивает при выстреле скорость ударника 500 м/с.
Результаты прессования изделий те же, что в примере 1, но за один акт прессования получают четыре изделия в виде дисков, при этом их диаметр в 1,2 раза превышает диаметр ударника.
Пример 3 (см. таблицу, опыт 3).
То же, что в примере 1, но внесены следующие изменения. Внутренний диаметр контейнера Двн = 5 см, такой же диаметр имеют металлические диски, металлические прокладки и слои прессуемого порошка. Масса верхнего металлического диска равна:
Mд.в = 7,8·3,14·(0,5·5)2·0,2 = 30,6 г, масса каждой металлической прокладки Mпр = Mд.в = 30,6 г, количество прокладок в контейнере - 2, количество слоев прессуемого порошка в контейнере - 3, масса каждого слоя ЦТС 19 составляла:
Mпор = 3,2·3,14·(0,5·5)2·0,1 = 6,28 г. Диаметр нижнего пуансона Дп.н. = Двн. + 2·0,02 = 5 + 0,04 = 5,04 см; диаметр наружной оболочки контейнера Дпр = 10 см, что составляет 2Двн, ее внутренний диаметр равен 5,04 см, что соответствует наружному диаметру внутренней оболочки контейнера; высота наружной оболочки Hоб.н = 2,1 см. Диаметр верхнего пуансона равен 10 см, его толщина - 0,8 см, масса верхнего пуансона составляет:
Mп.в = 11,34·3,14·(0,5·10)2·0,8 = 712 г. Диаметр защитной металлической прослойки - 10 см, ее масса составляет:
Mз.пр = 7,8·3,14·(0,5·10)2·0,2 = 122,5 г. Конический преобразователь изготавливали с углом при вершине конуса 110o, диаметр основания конуса Дкон = 6 см, высота цилиндрической части преобразователя - 0,8 см, объем конического преобразователя - 42,38 см3, его масса - 330 г. Соотношение масс: Mуд/ Σ Mi = Mуд/(Mкон + Mз.пр + Mп.в + Mд.в + 2Mпр + 3Mпор) = 300/(330 + 122,5 + 712 + 30,6 + 61,2 + 18,8) = 0,235. Масса порохового заряда была 29 г, скорость ударника - 400 м/с. Результаты прессования изделий те же, что в примере 1, но за один акт прессования получают три высокоплотных изделия, при этом их диаметр соответствует диаметру ударника.
При получении аналогичных изделий по прототипу (см. таблицу, опыт 4) их диаметр значительно меньше диаметра ударника, а одна из наиболее металлоемких деталей схемы прессования - стальная пресс-форма лишь одноразового использования, что ограничивает применение этого способа для получения изделий промышленного назначения с широким диапазоном размеров.
Таким образом, вышеуказанные сведения свидетельствуют о выполнении при использовании изобретения следующей совокупности условий:
- способ получения изделий из керамического порошка, предназначенный для использования в радиоэлектронной и электротехнической промышленности, например, при изготовлении крупногабаритных пьезоэлементов, датчиков и т.п. впервые обеспечил получение качественных высокоплотных крупногабаритных изделий с диаметром, равным или до 1,5 раз превышающим диаметр ударника, при этом плотность получаемых изделий близка к плотности спеченного материала, нестабильность плотности по объему изделий не превышает 1-2%, в изделиях отсутствуют сколы, расслоения и поперечные трещины, обеспечивается высокая производительность: за один акт прессования можно получать сразу несколько крупногабаритных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 2002 |
|
RU2219023C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 2006 |
|
RU2318632C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 1999 |
|
RU2152859C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 2003 |
|
RU2240205C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 2007 |
|
RU2349420C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 2007 |
|
RU2349419C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171148C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171149C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 1998 |
|
RU2132263C1 |

Изобретение может быть использовано в электротехнической и радиоэлектронной промышленности для изготовления пьезоэлементов, изоляторов и т.п. Способ включает помещение порошка с разделением его на слои металлическими прокладками в составной контейнер, состоящий из внутренней оболочки из металлической фольги, верхнего и нижнего металлических дисков и наружной оболочки из мягкого высокопластичного металла, размещение контейнера с порошком между верхним и нижним пуансонами, прессование путем ударного нагружения пороховым метательным устройством, осуществляемого ударником через конический преобразователь и защитную металлическую прослойку, установленную на верхнем пуансоне, размещенном на наружной оболочке контейнера, образующей цилиндр со сквозным каналом в виде пресс-формы, при этом наружный диаметр наружной оболочки контейнера составляет 1,5-2 внутреннего диаметра контейнера, угол при вершине конуса конического преобразователя составляет 90-110o, а ударное нагружение ведут при скорости ударника 400-650 м/с и отношении массы ударника к сумме масс конического преобразователя, защитной металлической прослойки, верхнего пуансона, верхнего металлического диска, металлических прокладок, слоев прессуемого порошка, разном 0,121-0,235. Способ позволяет получать высокоплотные крупногабаритные прессовки со стабильным распределением плотности по объему изделий. 2 з.п. ф-лы, 1 табл., 1 ил.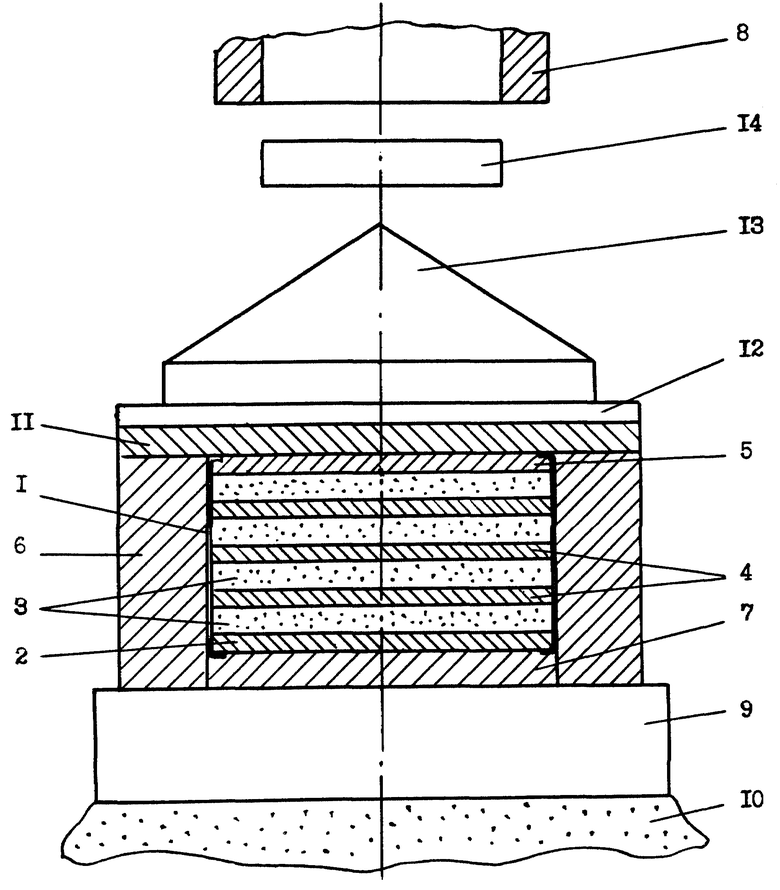
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| ТЕЛЕФОННОЕ УСТРОЙСТВО С КАТОДНЫМИ УСИЛИТЕЛЯМИ | 1926 |
|
SU6057A1 |
| Киноаппарат с одним объективом для получения и проектирования цветных кинематографических изображений | 1926 |
|
SU5131A1 |
| US 5129801 А, 14.07.1992 | |||
| DE 3936991 С1, 18.10.1990 | |||
| ОГНЕСТРЕЛЬНОЕ ОРУЖИЕ С ХОДОМ СТВОЛА ВПЕРЕД И САМОЙ МИНИМАЛЬНОЙ ОТДАЧЕЙ | 2017 |
|
RU2697184C2 |
| US 4255374, 10.03.1981. | |||
