Изобретение относится к технологии получения полиэтиленовых покрытий на металлических поверхностях изделий и может быть использовано в электротехнической промышленности для защиты от воздействия окружающей среды электродов пьезоэлементов, деталей электрических машин и т.п.
Известен способ получения покрытий из порошков на основе полиэтилена на металлические изделия, при котором изделие подвергают дробеструйной очистке, обезжиривают, нагревают, а затем газопламенным или струйным напылением наносят порошок. После этого изделие со слоем налипшего порошка помещают в печь и выдерживают для пленкообразования (спекания) полимера (Яковлев А.Д., Здор В.Ф., Каплан В.И. Порошковые полимерные материалы и покрытия на их основе. Л.: Химия, 1971, 256 с.).
Недостатком данного способа является наличие в технологической схеме операции дробеструйной очистки поверхности деталей перед нанесением покрытий, что неприемлемо при получении покрытий на тонкослойных металлических изделиях, например, на электродах пьезоэлементов из-за сквозного повреждения электродов дробью. Тем самым не обеспечивается высокая адгезия полимера к металлу с гладкой металлической поверхностью, что ограничивает промышленное применение данного способа.
Наиболее близким по техническому уровню и достигаемому результату является способ получения порошковых полимерных покрытий на металлических изделиях с предварительно подготовленной металлической поверхностью методом пневматического напыления (Полякова К.К., Пайма В.И. Технология и оборудование для нанесения полимерных покрытий. М., Машиностроение, 1972, 136 с.).
Недостатком данного способа является использование трудоемких операций подготовки металлической поверхности под покрытие: пескоструйных, дробеструйных и других методов механической очистки поверхности изделий для обеспечения адгезии полимера к металлу, что может приводить к недопустимому изменению размеров высокоточных изделий, тем самым ограничиваются области промышленного применения данного способа
Данный способ имеет невысокий технический уровень, так как не обеспечивает получения прочного соединения полимера с металлом при нанесении полимера на гладкую металлическую поверхность на установленных режимах, что при последующей эксплуатации изделий в условиях динамических нагрузок приводит к отслоению полимерного покрытия от металла, а это ограничивает области промышленного применения данного способа.
В связи с этим важнейшей задачей является разработка способа получения покрытий из порошка сверхвысокомолекулярного полиэтилена (СВМПЭ) по новой технологической схеме активации полимерного порошка методом взрывного прессования с созданием в контейнере с прессуемым порошком новой волновой структуры импульсов давления, обеспечивающей за счет оптимального выбора диапазона скорости ударника и соотношения удельных масс нагружаемой системы лучшие реологические характеристики полимерного материала после его прессования и последующего измельчения прессовки до размеров частиц исходного порошка, обеспечивается тем самым более прочное сцепление полимерного слоя с металлом, достигается высокая адгезия покрытия за счет выбора оптимальных температурных режимов нанесения покрытий, обеспечивающих наибольший уровень прочности сцепления полимера с металлом.
Техническим результатом заявленного способа является создание новой технологии нанесения полимерного порошка на металлические изделия на основе размещения полимерного порошка СВМПЭ в сборном металлическом контейнере с последующей его взрывной активацией, в процессе прессования, измельчения прессовки до размеров частиц исходного порошка и нанесения активированного полимера на нагретые металлические поверхности, что обеспечивает получение покрытий с повышенной прочностью сцепления полимера с металлом, а это, в свою очередь, делает возможным нанесение таких покрытий на изделия с гладкой (неразвитой) поверхностью, исключив при этом операции дробеструйной, пескоструйной или другой механической очистки изделия, связанной с удалением части металла у изделия или с изменением формы его поверхности, а это позволяет использовать данный способ для нанесения СВМПЭ на металлические поверхности высокоточных изделий, работающих в условиях статических и знакопеременных динамических нагрузок.
Указанный технический результат достигается тем, что в предлагаемом способе получения покрытия порошок СВМПЭ предварительно прессуют взрывом при скорости металлического ударника 250-450 м/с и отношении его удельной массы (произведение толщины на плотность) к сумме удельных масс стального экрана, верхнего пуансона и слоя прессуемого порошка, равном 1,31-3,19, с последующим измельчением прессовки до размеров частиц исходного порошка и наносят этот активированный порошок, например, пневматическим распылением в один слой на нагретое изделие при 300-320oC, а окончательную термообработку ведут в течение 15-25 мин. Предложенный способ получения покрытия из порошка СВМПЭ по новой технологической схеме активации полимера с размещением полимерного порошка в сборном металлическом контейнере, с последующим его взрывным прессованием более эффективно активирует полимерный материал - СВМПЭ за счет возникновения в прессуемом объеме новой структуры импульсов давления. Активированное состояние полимера сохраняется и после измельчения прессовки до размеров частиц исходного порошка, что обеспечивает улучшение его реологических характеристик, более прочное сцепление полимера с металлической поверхностью изделия; благодаря лучшей текучести активированного полимерного материала, значительно сокращается время на окончательную термообработку, формирующую конечные свойства покрытия. Благодаря активации полимерного порошка взрывным прессованием стало возможным нанесение полимерного покрытия на изделия с гладкими рабочими поверхностями, работающими в условиях повышенных статических и динамических знакопеременных нагрузок, сокращается время на подготовку поверхности металла перед нанесением покрытия, так как для этого достаточно провести лишь обезжиривание изделия уайт-спиритом или другим растворителем, то есть отпадает необходимость в пескоструйной, дробеструйной, абразивной или иной подготовительной операции, позволяет использовать предлагаемый способ в промышленных целях в электротехнических областях при получении защитных полимерных покрытий на высокоточных изделиях, например, на электродах пьезоэлементов.
Новый способ получения покрытия имеет существенные отличия от прототипа как по номенклатуре покрываемых изделий, так и по совокупности технологических приемов и режимов при его осуществлении, что обеспечивает достижение высоких эксплуатационных показателей. Так предложено порошок СВМПЭ предварительно прессовать взрывом при скорости металлического ударника 250-450 м/с и отношении его удельной массы к сумме удельных масс стального экрана, верхнего пуансона и слоя прессуемого порошка, равном 1,31-3,19, с последующим измельчением спрессованного СВМПЭ до размеров частиц исходного порошка. Взрывное прессование полимерного материала способствует его активации, улучшает его реологические свойства, способствует более прочному сцеплению слоя полимера с металлической поверхностью изделия. Предложено взрывное прессование порошка СВМПЭ проводить при скорости ударника 250-450 м/с, что обеспечивает необходимый для активации уровень давления в порошке. Скорость ударника ниже 250 м/с неприемлема, так как не обеспечивает необходимого уровня давления для активации порошка СВМПЭ. При скорости ударника более 450 м/с возможна деструкция молекул полимера, что ухудшает качество покрытия. Предложено взрывное прессование полимерного порошка осуществлять при отношении удельной массы ударника к сумме удельных масс стального экрана, верхнего пуансона и слоя прессуемого порошка, равном 1,31-3,19, что способствует стабилизации режимов прессования и активации полимерного порошка по объему СВМПЭ, а также формирует необходимую для процесса активации полимера структуру импульсов давления в прессовке. При отношении удельных масс выше верхнего предела возможна термодеструкция полимера, ухудшающая свойства покрытия, при отношении удельных масс ниже нижнего предела полимерный порошок активируются недостаточно, что снижает прочность сцепления полимерного покрытия с металлом. Предложено после взрывного прессования измельчать прессовку из СВМПЭ до размеров частиц исходного порошка, что способствует получению покрытия с равномерной толщиной по площади покрываемой поверхности. При измельчении прессовки до размеров частиц, превышающих размеры частиц исходного порошка, получаемое покрытие имеет нестабильную толщину по площади изделия; измельчение прессовок до размеров частиц меньше, чем у исходного порошка, экономически нецелесообразно, так как это не способствует существенному улучшению качества покрытия. Предложено наносить покрытие при температуре 300- 320oC, что обеспечивает наилучшее сцепление полимера с металлом. При снижении температуры нагрева изделия ниже 300oC снижается стойкость покрытия к отслаиванию при статических и динамических нагрузках. При температуре нагрева изделия выше 320oC возможна термодеструкция СВМПЭ, что снижает механические свойства покрытия, предложено покрытие наносить одним слоем, что гарантирует получение сплошного прочного и герметичного покрытия на изделии. Дополнительные слои наносить нецелесообразно, так как это не обеспечивает достаточную прочность сцепления полимерных слоев между собой, что связано со спецификой свойств СВМПЭ. Окончательную термообработку предложено вести в течение 15-25 мин. При времени термообработки меньше нижнего предлагаемого предела не обеспечивается высокая прочность сцепления полимера с металлом и качество поверхности покрытия; время окончательной термообработки более верхнего предела экономически нецелесообразно, так как не приводит к существенному улучшению качества покрытия.
Приведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного решения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков решения, позволило выявить совокупность существенных отличительных признаков в заявленном объекте по отношению к усматриваемому заявителем техническому результату, изложенных в формуле изобретения, следовательно, заявленное изобретение соответствует требованию "Новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию "Изобретательский уровень" заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует явным образом из известного уровня техники. Следовательно, заявленное изобретение соответствует требованию "Изобретательский уровень".
На чертеже изображена схема взрывного прессования порошка СВМПЭ с целью активации.
Предлагаемый способ нанесения покрытия осуществляется в следующей последовательности. Изготавливают емкость, состоящую из внутренней оболочки контейнера 1, например, из алюминиевой фольги, и нижнего пуансона 2, например, из стали, подгибают нижнюю кромку оболочки, заполняют полученную емкость порошком полимера - СВМПЭ 3, устанавливают верхний пуансон 4, например, из стали; верхнюю кромку внутренней оболочки контейнера завальцовывают, получают при этом сборку N 1. Берут наружную оболочку контейнера 5, например, из свинца, в виде металлического цилиндра со сквозным каналом, запрессовывают заглушку 6, например, из свинца, вставляют в осевой канал наружной оболочки контейнер 5 сборку N 1. Полученную сборку N 2 устанавливают соосно со стволом 7 порохового метательного устройства на стальном основании 8. Устанавливают на поверхности сборки N 2 стальной экран 9, размещают в стволе порохового метательного устройства пороховой заряд взрывчатого вещества с ударником и выстреливают ударником 10 в направлении сборки N 2, при этом процесс ведут при скорости ударника 250-450 м/с и отношении его удельной массы к сумме удельных масс стального экрана, верхнего пуансона и слоя прессуемого порошка, равном 1,31-3,19. После взрывного прессования извлекают спрессованную сборку N 1 из осевого канала наружной оболочки контейнера, удаляют внутреннюю оболочку контейнера, отделяют спрессованный порошок полимера от верхнего и нижнего пуансонов. Полученную полимерную прессовку СВМПЭ измельчают, например, с помощью электромеханической мельницы до размеров частиц исходного порошка. Полученный порошок активированного взрывом СВМПЭ наносят, например, пневматическим напылением на предварительно обезжиренное, например, уайт-спиритом и нагретое металлическое изделие до 300-320oC, что составляет 2,22-2,37 температуры плавления Тпл полимера (у СВМПЭ Тпл = 135oC). Окончательную термообработку изделия с полиэтиленовым покрытием проводят при обычно используемых при этом температурах, например, 190-200oC (1,4-1,48 Тпл) с выдержкой в течение 15-25 мин. Нанесенные по предлагаемому способу покрытия из порошка СВМПЭ на металлические поверхности обладают повышенной прочностью сцепления полимера с металлом в условиях статических и знакопеременных динамических нагрузок, стабильностью толщины по площади изделия, обладают гладкой блестящей поверхностью.
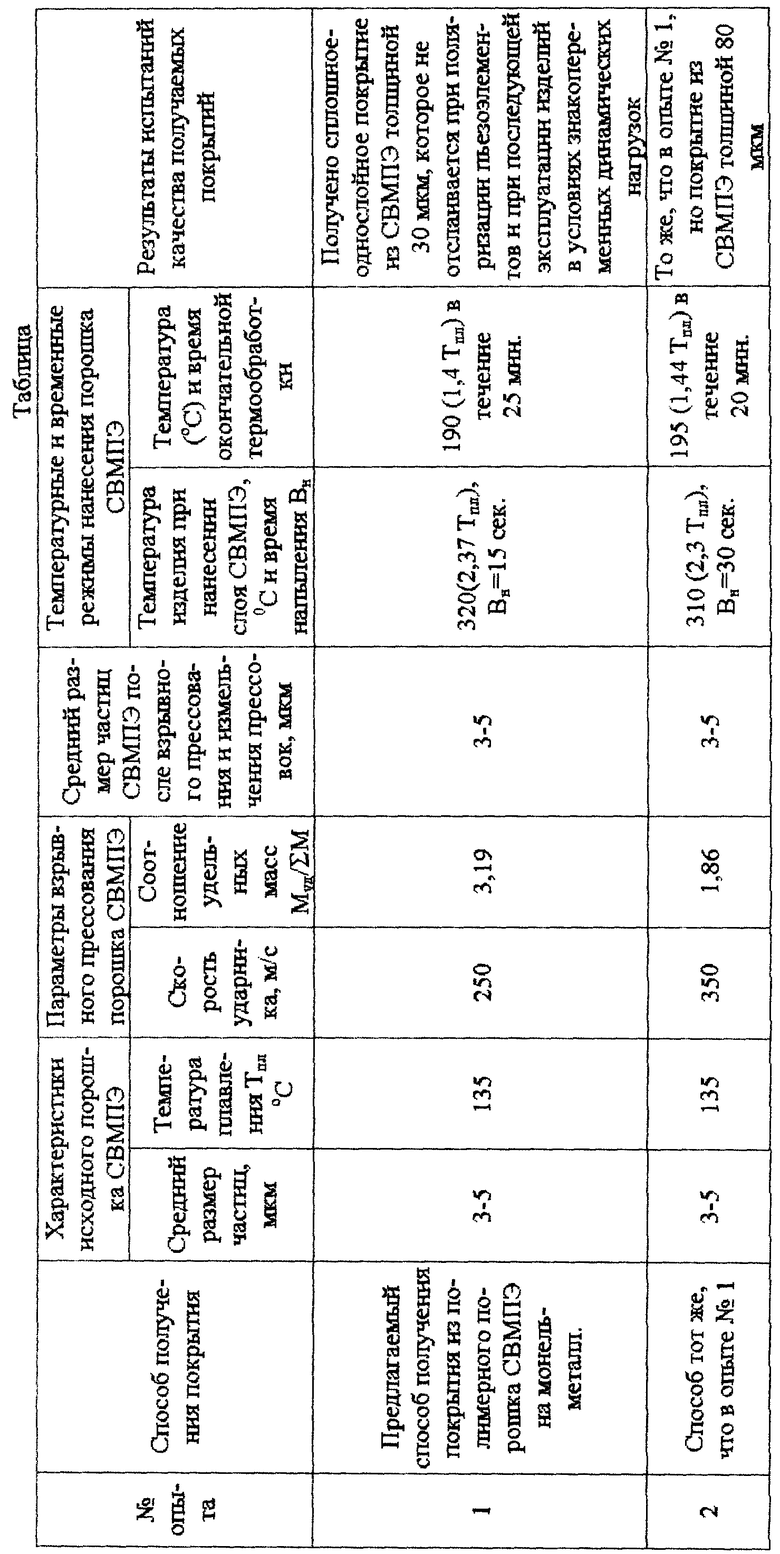
Пример 1 (см. таблицу, опыт 1).
При изготовлении сборки N 1 нижний пуансон изготавливали из стали Ст. 3 диаметром 5 см, толщиной 0,2 см. Внутреннюю оболочку контейнера выполняли из двух слоев алюминиевой фольги, имеющей толщину 0,2 мм. Для заполнения емкости, состоящей из нижнего пуансона и боковой оболочки контейнера, использовали порошок сверхвысокомолекулярного полиэтилена с насыпной плотностью 0,19 г/см3, с средним размером частиц 3-5 мкм. Заполнение порошка осуществляли с подпрессовкой. Толщина слоя СВМПЭ после подпрессовки Тп = 3 см, плотность СВМПЭ после подпрессовки Пп = 0,3 г/см3, удельная масса слоя СВМПЭ: Мп = Тп•Пп = 3•0,3 = 0,9 г/см2. Верхний пуансон изготавливали из стали Ст. 3 диаметром 5,0 см, толщиной Твп = 0,2 см; плотность стали Пвп = 7,8 г/см3, удельная масса верхнего пуансона Мвп = Твп•Пвп = 0,2•7,8 = 1,56 г/см2. Стальной экран выполняли из стали Ст. 3 диаметром 9,0 см, толщиной Тэ = 0,3 см. Плотность стали Пэ = 7,8 г/см3, удельная масса стального экрана: Мэ = Тэ•Пэ = 0,3•7,8 = 2,34 г/см2. Сумма удельных масс стального экрана, верхнего пуансона и слоя прессуемого порошка СВМПЭ равна: ΣM = Mэ+Mвп+Mп= 2,34+1,56+0,9 = 4,8 г/см2. Наружную оболочку контейнера выполняли из свинца. Наружный диаметр оболочки был 9,0 см, внутренний - 5,04 см, высота - 4,4 см. В наружную оболочку контейнера запрессовывали заглушку из свинца диаметром 5,04 см, толщиной 1,0 см. Устанавливали сборку N 1 в осевой канал наружной оболочки контейнера и полученную при этом сборку N 2 размещали соосно со стволом порохового метательного устройства на стальном основании диаметром 15 см, толщиной 20 см, предназначенного для торможения нагружаемой системы и отражения прошедших через сборку N 1 импульсов давления в обратном направлении. Сборку N 2 накрывали стальным экраном, предохраняющим проникновение пороховых газов в контейнер с прессуемым порошком.
Для взрывного прессования использовали свинцовый ударник цилиндрической формы диаметром 49,9 мм, толщиной Туд = 1,35 см, плотность ударника Пуд = 11,34 г/см3, его удельная масса Муд = Туд•Пуд = 1,35•11,34 = 15,31 г/см2. В стволе порохового метательного устройства размещали пороховой заряд взрывчатого вещества, в качестве которого использовали бездымный охотничий порох "Барс" и цилиндрический ударник, а затем выстреливали им в направлении сборки N 2. Скорость ударника, измеренная электроконтактным методом с использованием измерителя временных интервалов ЧЗ-34 А, составила 250 м/с. Отношение удельной массы ударника Муд к сумме удельных масс ΣM: стального экрана, верхнего пуансона и слоя прессуемого порошка равно:  После взрывного прессования извлекали спрессованную сборку N 1 из осевого канала наружной оболочки контейнера, например, с помощью гидравлического пресса, удаляли внутреннюю оболочку контейнера, отделяли спрессованный порошок полимера от верхнего и нижнего пуансонов. Полученную прессовку измельчали с помощью электромеханической мельницы до размеров частиц исходного порошка.
После взрывного прессования извлекали спрессованную сборку N 1 из осевого канала наружной оболочки контейнера, например, с помощью гидравлического пресса, удаляли внутреннюю оболочку контейнера, отделяли спрессованный порошок полимера от верхнего и нижнего пуансонов. Полученную прессовку измельчали с помощью электромеханической мельницы до размеров частиц исходного порошка.
В качестве объекта для нанесения защитного покрытия использовали пьезоэлементы на основе пьезокерамики ЦТС 24 диаметром 15 мм, толщиной 13 мм с электродами из монель-металла, имеющими гладкие рабочие поверхности. Пьезоэлементы предназначены для распыления жидкостей в медицинских ингаляторах. Покрываемые металлические поверхности пьезоэлементов обезжиривали уайт-спиритом, устанавливали 6 штук пьезоэлементов в металлическую кассету, нагревали кассету с пьезоэлементами в электропечи до температуры 320oC, что составляет 2,37 температуры плавления (Тпл) СВМПЭ. После извлечения изделий из печи наносили пневматическим напылением на металлические электроды пьезоэлементов одним слоем активированный взрывом порошок СВМПЭ в течение 15 с. Окончательную термообработку изделий с полиэтиленовым покрытием проводили при 190oC (1,4 Тпл) с выдержкой в течение 25 мин. В результате получили изделия со сплошным однослойным полиэтиленовым покрытием толщиной 30 мкм. Покрытие имеет гладкую блестящую поверхность, не отслаивается при поляризации пьезоэлементов и при последующей их эксплуатации в условиях знакопеременных динамических нагрузок.
При получении покрытия по прототипу (см. таблицу, опыт 4) покрытие отслоилось еще на стадии поляризации пьезоэлементов под воздействием электрического поля.
Пример 2 (см. таблицу, опыт 2). То же, что в примере 1, но внесены следующие изменения. Толщина слоя СВМПЭ Тп = 4 см, удельная масса слоя СВМПЭ Мп = 4•0,3 = 1,2 г/см2. Толщина верхнего пуансона была Твп = 0,6. Его удельная масса Мвп = 0,6•7,8 = 4,68 г/см2. Сумма удельных масс ΣM = Mэ+Mвп+Mп= 2,34+4,68+1,2 = 8,22 г/см2. Высота наружной оболочки контейнера была 5,8 см. Скорость ударника составляла 350 м/с. Отношение удельной массы ударника к сумме удельных масс ΣМ равно:  Температура нагрева покрываемых изделий перед нанесением слоя полимера 310oC, что составляет 2,3•Тпл СВМПЭ, время напыления - 30 с. Окончательную термообработку изделий с полиэтиленовым покрытием проводили при температуре 195oC (1,44 Тпл) с выдержкой в течение 20 мин. В результате получили на изделиях сплошное однослойное полиэтиленовое покрытие толщиной 80 мкм. Результаты испытаний те же, что в опыте N 1: покрытие не отслаивается при поляризации пьезоэлементов и при последующей эксплуатации в условиях знакопеременных динамических нагрузок.
Температура нагрева покрываемых изделий перед нанесением слоя полимера 310oC, что составляет 2,3•Тпл СВМПЭ, время напыления - 30 с. Окончательную термообработку изделий с полиэтиленовым покрытием проводили при температуре 195oC (1,44 Тпл) с выдержкой в течение 20 мин. В результате получили на изделиях сплошное однослойное полиэтиленовое покрытие толщиной 80 мкм. Результаты испытаний те же, что в опыте N 1: покрытие не отслаивается при поляризации пьезоэлементов и при последующей эксплуатации в условиях знакопеременных динамических нагрузок.
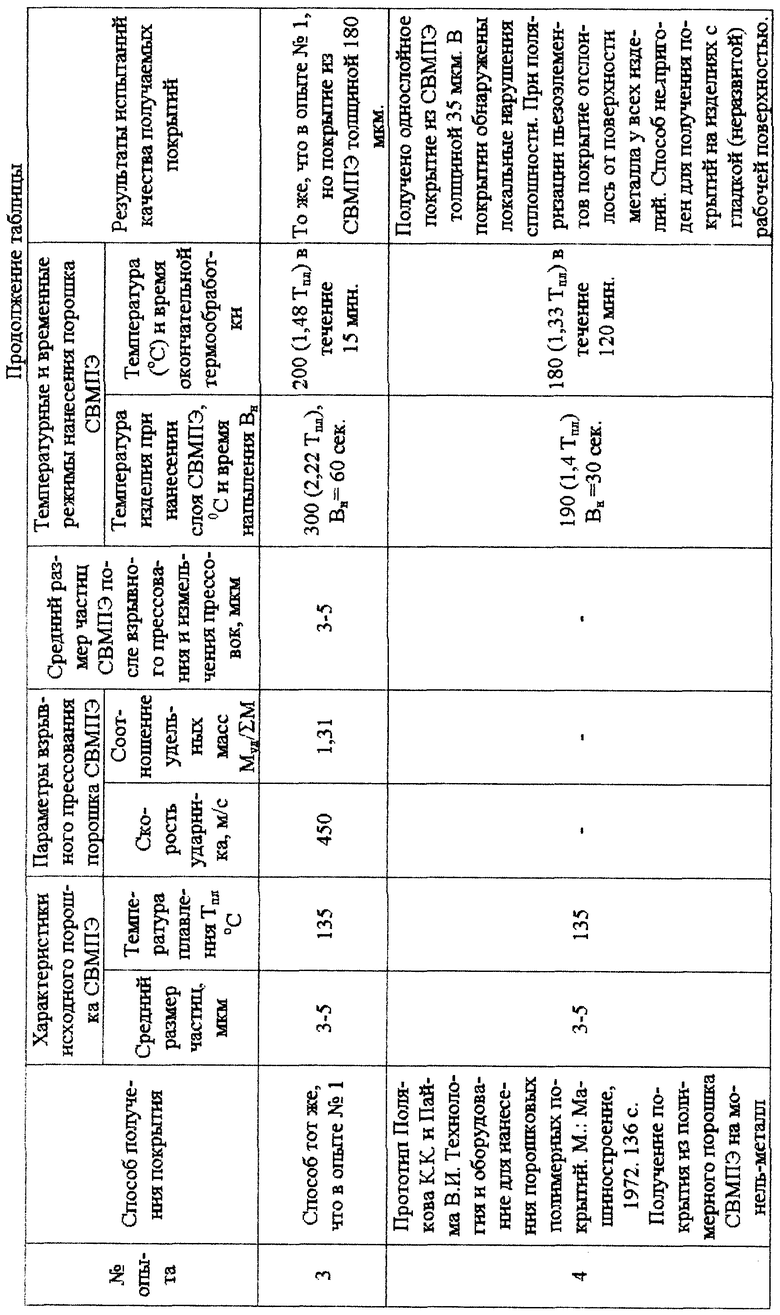
Пример 3 (см. таблицу, опыт 3). То же, что в примере 1, но внесены следующие изменения. Толщина слоя СВМПЭ Тп = 5 см. Его удельная масса Mп = 5•0,3 = 1,5 г/см2. Толщина верхнего пуансона была: Твп = 1 см, его удельная масса Мвп = 1,0•7,8 = 7,8 г/см2. Сумма удельных масс ΣM = 2,34+7,8+1,5 = 11,64 г/см2. Высота наружной оболочки контейнера была 7,2 см. Скорость ударника составляла 450 м/с. Отношение удельной массы ударника к сумме удельных масс ΣM равно: Mуд/ΣM = 15,31/11,64 = 1,31. Температура нагрева покрываемых изделий перед нанесением слоя полимера 300oC, что составляет 2,2 Тпл СВМПЭ, время напыления - 60 с. Окончательную термообработку (пленкообразование) изделий с полиэтиленовым покрытием проводили при 200oC (1,48 Тпл) с выдержкой в течение 15 мин. В результате получали на изделиях сплошное однослойное покрытие толщиной 180 мкм. Результаты испытаний те же, что в опыте 1.
Пример 4. Получение покрытия по прототипу (см. таблицу, опыт 4).
При получении покрытия по прототипу в качестве объектов для нанесения покрытий использовали пьезоэлементы, кик в примерах 1-3. Подготовку покрываемых металлических поверхностей изделий осуществляли так же, как в примерах 1-3. После подготовки поверхности кассету с шестью пьезоэлементами помещали в электропечь и нагревали до температуры 190oC (1,4 Тпл) СВМПЭ. Сразу после извлечения из печи наносили пневматическим напылением в течение 30 с, на металлические электроды пьезоэлементов слой порошка СВМПЭ. Средний размер частиц порошка СВМПЭ основных фракций был 3-5 мкм. Окончательную термообработку изделий с покрытием проводили при 180oC (1,33 Тпл СВМПЭ) в течение 120 мин. После извлечения из печи изделия охлаждали на воздухе.
Испытания изделий с покрытием показали, что полученное однослойное покрытие имеет толщину 35-40 мкм. При поляризации пьезоэлементов покрытие отслоилось от поверхности металла у всех шести пьезоэлементов из-за слабой адгезии полимера к гладкой металлической поверхности изделия. Повышение адгезии полимера к металлу за счет дробеструйной, пескоструйной или иной механической обработки поверхности применительно к пьезоэлементам неприемлемо, так как такие виды обработки приводят к разрушению электродов и самого изделия в целом. В связи с вышеизложенным, известный способ оказался непригодным для получения полимерного покрытия на гладких металлических поверхностях покрываемых изделий. Таким образом, вышеуказанные сведения свидетельствуют о выполнении при использовании изобретения следующей совокупности условий:
- способ получения покрытия, предназначенный для использования в электротехнической промышленности для защиты от воздействия окружающей среды электродов пьезоэлементов, деталей электрических машин и т.п., впервые обеспечил получение качественных покрытий на металлических изделиях с гладкой (неразвитой) рабочей поверхностью, позволил исключить из технологического цикла нанесения покрытий операции пескоструйной, дробеструйной или иной механической обработки, связанной с удалением части металла у изделия, что позволяет применять предложенный способ для защиты поверхностей высокоточных изделий, например, пьезоэлементов, работающих в условиях знакопеременных динамических нагрузок. Предложенный способ обеспечивает получение сплошных покрытий на изделиях с высокой стабильностью толщины покрытий по площади изделий. Нестабильность толщины покрытий не превышает +3 мкм;
- для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных технологических приемов, условий и режимов его реализации;
- способ получения покрытия, воплощенный в заявленном изобретении, при его осуществлении обеспечивает получение усматриваемого заявителем достигаемого технического результата Следовательно, заявленное изобретение соответствует требованию "Промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171148C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1999 |
|
RU2165336C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 1999 |
|
RU2152859C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 2007 |
|
RU2349420C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116177C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1997 |
|
RU2120350C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 2003 |
|
RU2240205C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 2006 |
|
RU2318632C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОФТОРОПЛАСТОВЫХ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2000 |
|
RU2186658C2 |
Изобретение относится к технологии получения полиэтиленовых покрытий на металлических поверхностях изделий с гладкой рабочей поверхностью для использования в электротехнической промышленности для защиты изделий от воздействия окружающей среды. Способ получения покрытия заключается в том, что порошок сверхвысокомолекулярного полиэтилена для достижения его активации предварительно прессуют взрывом при скорости металлического ударника 250-450 м/с и отношении его удельной массы к сумме удельных масс стального экрана, верхнего пуансона и слоя прессуемого порошка, равном 1,31-3,19, с последующим измельчением спрессованного сверхвысокомолекулярного полиэтилена до размеров частиц исходного порошка и наносят его на нагретое изделие при 300-320°С одним слоем, а окончательную термообработку изделия с нанесенным покрытием ведут в течение 15-25 мин. Техническим результатом способа является создание новой технологии нанесения полимерного порошка на металлические изделия на основе размещения полимерного порошка сверхвысокомолекулярного полиэтилена в сборном металлическом контейнере с последующей его взрывной активацией в процессе прессования, измельчения прессовки до размеров частиц исходного порошка и нанесения активированного полимера на нагретые металлические поверхности, что обеспечивает получение покрытий с повышенной прочностью сцепления полимера с металлом на металлических изделиях с гладкой (неразвитой) рабочей поверхностью и позволяет использовать данный способ для защиты поверхностей высокоточных изделий, работающих в условиях повышенных статических и знакопеременных динамических нагрузок. 1 з.п. ф-лы, 1 ил., 1 табл.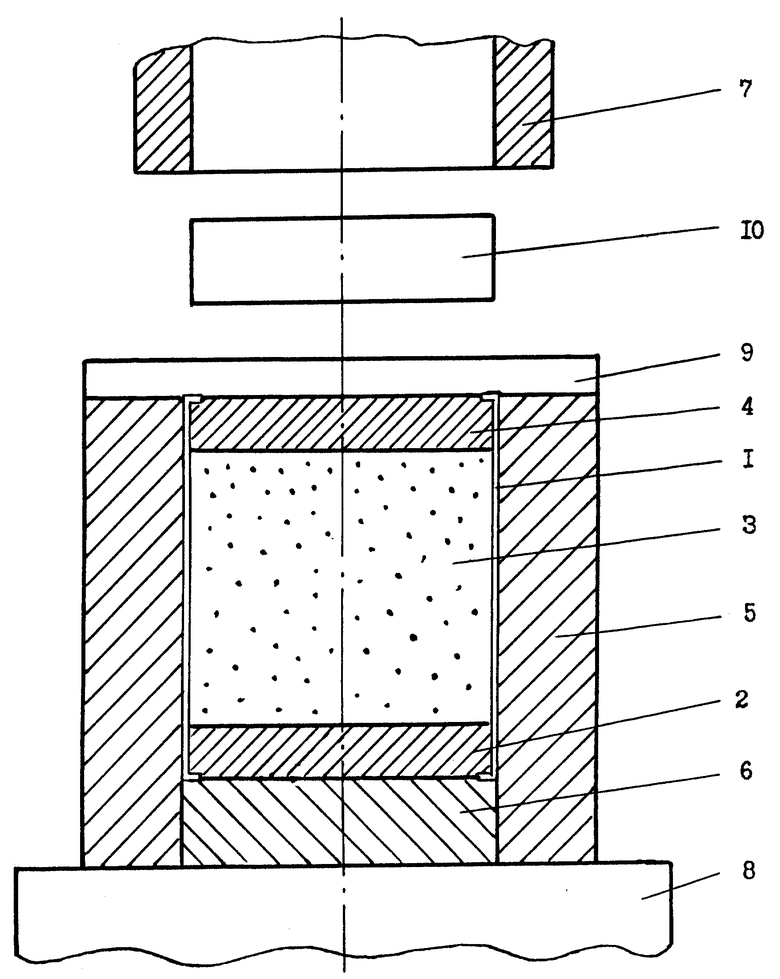
| ПОЛЯКОВА К.К | |||
| и др | |||
| Технология и оборудование для нанесения полимерных покрытий | |||
| - М.: Машиностроение, 1972, с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
| Способ плазменного напыления и установка для его осуществления | 1979 |
|
SU788509A1 |
| US 4816297 A, 28.03.1989 | |||
| US 4600603 A, 15.07.1986 | |||
| DE 2849269 A, 03.04.1980. | |||
