Изобретение относится к технологии получения сверхпроводящих изделий с помощью энергии взрыва и может быть использовано в электротехнической промышленности для изготовления сверхпроводящих обмоток электротехнических устройств с повышенными электромагнитными характеристиками (соленоидов, трансформаторов и т.п.)
Известен способ получения сверхпроводящих изделий с внутренней полостью сваркой взрывом (Патент РФ N 1732572, опубл. 20.06.97, БИ N 17/97, М.кл. В 23 К 20/08), при котором устанавливают соосно трубчатый полостеобразующий элемент с удаляемым наполнителем и наружную оболочку, в зазор между ними засыпают порошок сверхпроводящего материала и инициируют заряд взрывчатого вещества (ВВ). Между наружной поверхностью полостеобразующего элемента и слоем порошка сверхпроводящего материала помещают металлическую трубчатую упрочняющую прослойку из высокоэлектропроводного металла с внутренним диаметром на 2-4 мм, большим наружного диаметра полостеобразующего элемента, при этом берут ВВ со скоростью детонации, равной 2400-3520 м/с, а процесс ведут при отношении удельной массы ВВ к сумме удельных масс наружной оболочки, порошка сверхпроводящего материала и упрочняющей прослойки, равном 1,0-1,2.
Недостатком данного способа является размещение заряда BВ на внешней поверхности наружной оболочки, что при сварке взрывом приводит к повреждению поверхности оболочки из высокоэлектропроводного мягкого материала, тем самым ухудшаются эксплуатационные характеристики при промышленном применении изделия.
Наиболее близким по техническому уровню и достигаемому результату является способ получения сверхпроводящих изделий с внутренней полостью (Патент РФ N 1827089, опубл. 20.02.96 г., БИ N 5/96, М.кл. В 2З К 20/08 - прототип), при котором устанавливают соосно трубчатый полостеобразующий элемент с удаляемым наполнителем и трубчатую облицовку, в зазор между ними засыпают порошок сверхпроводящего материала и инициируют наружный заряд ВВ, между зарядом ВВ и трубчатой облицовкой соосно размещают защитную трубчатую прослойку, в зазор между ней и трубчатой облицовкой засыпают тонкодисперсный керамический порошок, берут ВВ со скоростью детонации 1580-3800 м/с, а процесс ведут при отношении удельной массы ВВ (произведение толщины слоя на его плотность) к сумме удельных масс защитной трубчатой прослойки, тонкодисперсного керамического порошка, трубчатой облицовки и порошка сверхпроводящего материала, равном 0,51-0,81.
Недостатком данного способа является размещение в технологической схеме заряда ВВ на наружной поверхности защитной трубчатой прослойки, что при сварке взрывом приводит к деформации этой прослойки в направлении продольной оси и получению сверхпроводящих изделий с внутренней полостью с низкой намагничивающей силой (произведение тока, протекающего через проводник, на число витков), поскольку получают одновитковое изделие (относительно продольной оси) с короткозамкнутыми слоями из сверхпроводящего материала, металла полостеобразующего элемента и трубчатой облицовки, что ограничивает использование рассматриваемого способа для получения изделий, предназначенных для мощных магнитных систем.
Данный способ имеет невысокий технический уровень, что обусловлено размещением в технологической схеме на внешней поверхности защитной трубчатой прослойки заряда ВВ, который при сварке взрывом деформирует металлические и керамические слои в направлении к продольной оси, что приводит к получению одновитковых изделий в виде короткозамкнутого трехслойного витка, обладающих малой намагничивающей силой.
В связи с этим важнейшей задачей является создание нового способа получения сверхпроводящих изделий с внутренней полостью сваркой взрывом по новой технологической схеме формирования импульсов высокого давления, воздействующих на трубчатую облицовку с порошком сверхпроводящего материала, на основе создания высокого давления в трубчатой облицовке в виде спирали, размещенной внутри защитной трубчатой прослойки, посредством удара в осевой канал трубчатой прослойки цилиндрического ударника, образующего с трубчатой облицовкой в виде спирали, передающей средой в виде тонкодисперсного керамического порошка, металлическими пуансонами и стальным основанием единую систему, обеспечивающую равномерную деформацию спиралевидной заготовки по длине, защиту поверхности трубчатой облицовки от повреждений, а сверхпроводящий материал от трещин, симметричное расположение витков изделия относительно продольной оси, уменьшение шага витков, что обеспечивает получение изделий с повышенными электромагнитными характеристиками.
Техническим результатом заявленного способа является, на основе создания высокого давления в спиралевидной трубчатой облицовке, размещенной соосно в защитной трубчатой прослойке, посредством удара цилиндрического ударника в осевой канал трубчатой прослойки, образующего с трубчатой облицовкой в виде спирали, заполненной порошком сверхпроводящего материала, тонкодисперсным керамическим порошком, защитной трубчатой прослойкой, пуансонами и стальным основанием единую систему, нового технологического цикла, при котором по-новому формируется структура импульсов давления, воздействующих на спиралевидную трубчатую облицовку с порошком сверхпроводящего материала, обеспечивающего защиту изделий от повреждений, равномерное уплотнение сверхпроводящего материала по длине спирали, уменьшение шага витков спирали, что способствует получению изделий с увеличенным числом витков, приходящихся на единицу длины спирали, а это, в свою очередь, способствует повышению намагничивающей силы изделий, уменьшению их продольных размеров.
Указанный технический результат достигается тем, что в предлагаемом способе получения сверхпроводящих изделий с внутренней полостью сваркой взрывом в защитной трубчатой прослойке, симметрично ее продольной оси размещают трубчатую металлическую облицовку, свитую в виде спирали, внутренняя полость которой заполнена порошком сверхпроводящего материала, при этом наружный диаметр спирали составляет 0,6-0,9 внутреннего диаметра защитной трубчатой прослойки, внутреннюю полость защитной трубчатой прослойки заполняют тонкодисперсным керамическим порошком, а процесс осуществляют путем ударного нагружения за счет разгона цилиндрического ударника пороховым метательным устройством и удара его в осевой канал защитной трубчатой прослойки со скоростью 450-650 м/с при отношении его удельной массы к сумме удельных масс верхнего пуансона и слоя тонкодисперсного керамического порошка между верхним и нижним пуансонами, равном 0,71-1,24, и при отношении удельной массы ударника к сумме удельных масс нижнего пуансона и стального основания, равном 0,09-0,14. В таких условиях сварки взрывом с оптимальным выбором направления деформирования материалов, конструкции элементов схемы сварки, в обрабатываемом изделии возникает благоприятная структура ударных волн, обеспечивающая получение сверхпроводящих изделий высокого качества с повышенными электромагнитными характеристиками, что позволяет использовать их в качестве обмоток сверхпроводящих соленоидов, трансформаторов и т.п.
Новый способ получения сверхпроводящих изделий с внутренней полостью сваркой взрывом имеет существенные отличия по сравнению с прототипом как по конструкции получаемых изделий, так и по совокупности технологических приемов, условий взрывного воздействия на трубчатую облицовку с порошком сверхпроводящего материала и режимов осуществления способа. Так предложено в защитной трубчатой прослойке симметрично ее продольной оси размещать трубчатую металлическую облицовку, свитую в виде спирали, внутреннюю полость которой предварительно заполняют порошком сверхпроводящего материала, что способствует при взрывном воздействии получению сверхпроводящих изделий с внутренней полостью, обладающих осевой симметрией, защитная трубчатая прослойка препятствует возникновению нежелательных деформаций облицовки с сверхпроводящим материалом в стадии нарастания давления и способствует защите полученных изделий от разрушения при разгрузке.
Предложено наружный диаметр спирали выбирать равным 0,6-0,9 внутреннего диаметра защитной трубчатой прослойки, что уменьшает воздействие на спиралевидную заготовку волн разгрузки, возникающих при взрывном воздействии, что, в свою очередь, способствует равномерной деформации заготовки, получению изделий с одинаковым распределением плотности сверхпроводящего материала по длине.
Предложено внутреннюю полость защитной трубчатой прослойки, ограниченную верхним и нижним пуансонами, заполнять тонкодисперсным керамическим порошком, что при взрывном воздействии обеспечивает передачу возникающего импульса давления от верхнего пуансона к спиралевидной заготовке, препятствует возникновению недопустимых поперечных деформаций при формоизменении трубчатой облицовки и сверхпроводящего материала, выполняет функции полостеобразующего элемента: препятствует недопустимому сближению витков спирали в процессе деформирования в осевом направлении и способствует получению изделий с осевой симметрией. Тонкодисперсный керамический порошок замедляет теплоотвод от спиралевидной заготовки, разогреваемой в процессе сварки взрывом за счет высокоскоростной деформации сверхпроводника и металла трубчатой облицовки, что, в свою очередь, способствует надежной сварке частиц сверхпроводящего материала, способствует получению изделий стойких к образованию трещин.
Предложено процесс сварки взрывом осуществлять путем ударного нагружения за счет разгона цилиндрического ударника пороховым метательным устройством и удара его в осевой канал защитной трубчатой прослойки, что обеспечивает деформацию спиралевидной заготовки в направлении удара, получению увеличенного количества витков, приходящихся на единицу длины изделия, а это, в свою очередь, способствует получению изделий с повышенной намагничивающей силой, снижению габаритов электрических устройств.
Предложено осуществлять процесс при скорости ударника 450-650 м/с при отношении его удельной массы к сумме удельных масс верхнего пуансона и слоя тонкодисперсного керамического порошка между верхним и нижним пуансонами, равном 0,71-1,24, что обеспечивает необходимый уровень давления в спиралевидной заготовке и величину ее деформации в осевом направлении, способствует сварке частиц сверхпроводящего материала между собой, а это повышает стойкость сверхпроводника к образованию трещин. При скорости ударника и соотношении удельных масс, выходящих за предлагаемые пределы, снижается качество получаемых изделий.
Предложено отношение удельной массы ударника к сумме удельных масс нижнего пуансона и стального основания выбирать равным 0,09-0,14, что обеспечивает выравнивание давления по длине спиралевидной заготовки, способствует получению изделий с равномерным распределением плотности по длине, защищает спиралевидные изделия от динамических перегрузок. При отношении удельных масс выше верхнего предела снижается качество получаемых изделий, выход годной продукции. При отношении удельных масс ниже нижнего предела качество изделий не ухудшается, но возникает неоправданно высокий расход металла на изготовление стального основания и нижнего пуансона, что повышает стоимость получаемых изделий.
Приведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного решения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существующим признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков решения, позволило выявить совокупность существенных отличительных признаков в заявленном объекте по отношению к усматриваемому заявителем техническому результату, изложенных в формуле изобретения. Следовательно, заявленное изобретение соответствует требованию "Новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию "Изобретательский уровень" заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует явным образом из известного уровня техники. Следовательно, заявленное изобретение соответствует требованию "Изобретательский уровень".
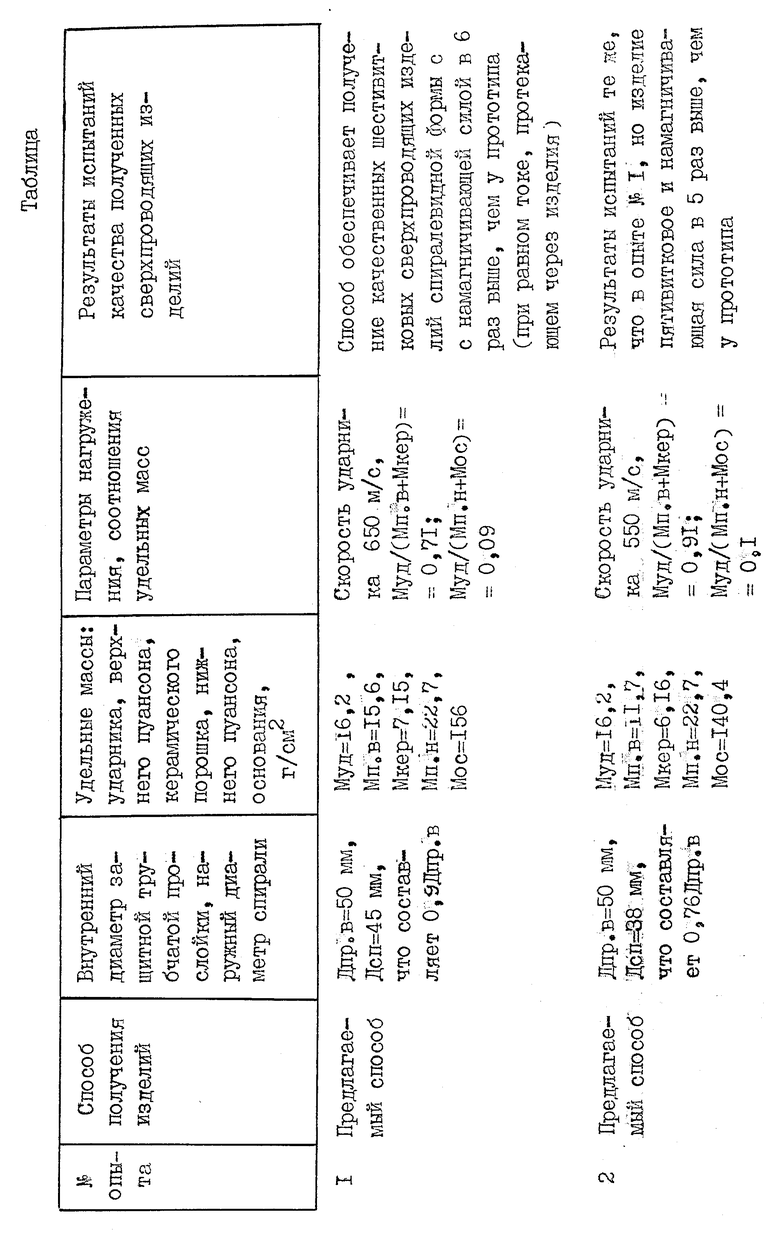
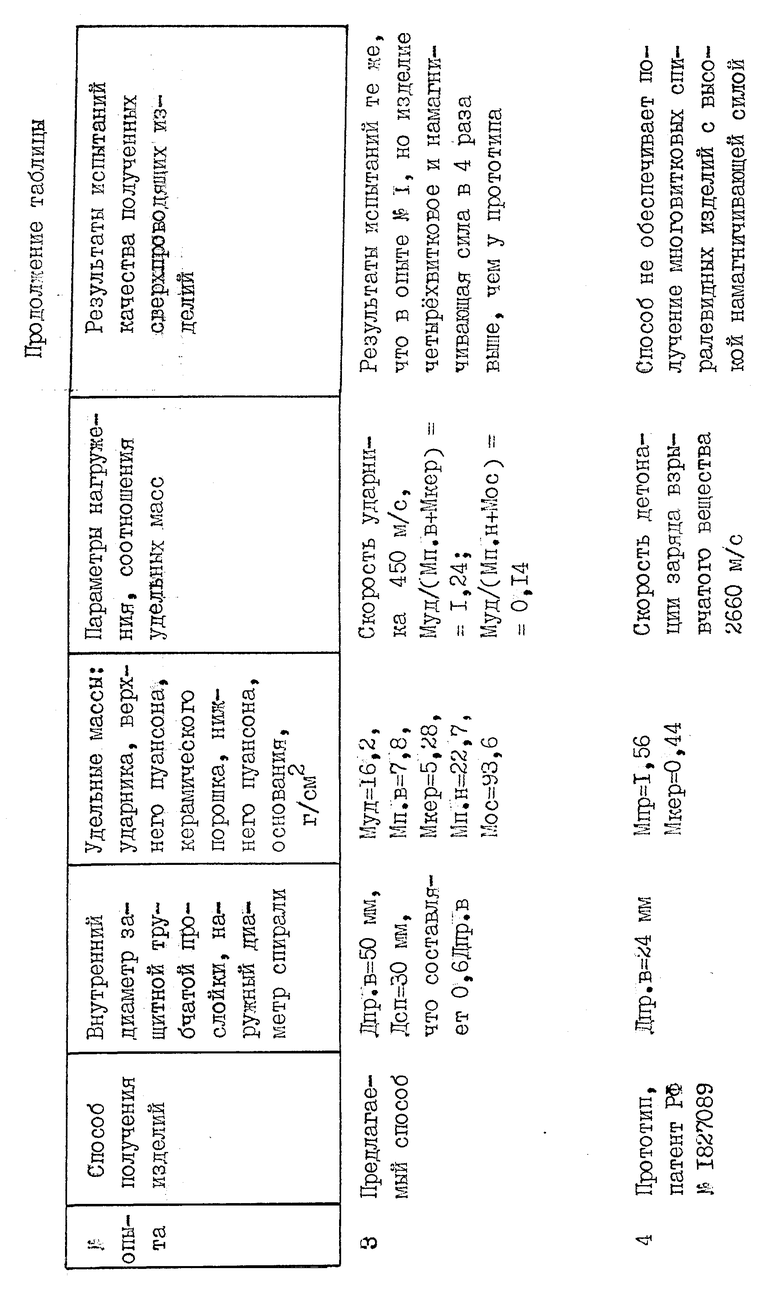
На фиг. 1 изображена схема сварки взрывом, ее фронтальный осевой разрез, при этом основание 9 и ударник 8 показаны без разреза; на фиг. 2 - разрез фронтальной плоскостью одного из витков полученного сверхпроводящего изделия, где 10 - сдеформированная трубчатая облицовка, 11 - спрессованный сверхпроводящий материал.
Предлагаемый способ получения сверхпроводящих изделий с внутренней полостью сваркой взрывом осуществляется в следующей последовательности. Берут трубчатую металлическую облицовку и заполняют ее, например, с помощью электровибратора, порошком сверхпроводящего материала, по концам облицовку герметизируют. Берут защитную трубчатую прослойку 3 в виде металлической трубы с внутренним диаметром, равным внутреннему диаметру ствола 4 пороховой метательной установки. Устанавливают в защитной трубчатой прослойке нижний металлический пуансон 5. Навивают облицовку 1, заполненную порошком сверхпроводящего материала 2 с заданным шагом по спирали так, чтобы наружный диаметр спирали составлял 0,6-0,9 внутреннего диаметра защитной трубчатой прослойки 3. Устанавливают с помощью специального приспособления спиралевидную трубчатую облицовку 1 соосно внутри защитной трубчатой прослойки 3, заполняют защитную трубчатую прослойку тонкодисперсным керамическим порошком 6, устанавливают верхний металлический пуансон 7. Размещают полученную сборку на металлическом основании 9 соосно с стволом 4 порохового метательного устройства, размещают в стволе 4 пороховой заряд ВВ и цилиндрический ударник 8, а затем инициируют взрыв порохового заряда ВВ, при этом процесс ведут при скорости ударника 450-650 м/с и при отношении его удельной массы к сумме удельных масс верхнего пуансона и слоя тонкодисперсного керамического порошка между верхним и нижним пуансонами, равном 0,71-1,24 и при отношении удельной массы ударника к сумме удельных масс нижнего пуансона и основания, равном 0,09-0,14. После взрывного воздействия удаляют из осевого канала защитной трубчатой прослойки нижний пуансон, диспергируют, например с помощью электровибратора и инструмента спрессованный тонкодисперсный керамический порошок, извлекают изделие и удаляют из его внутренней полости остатки керамического порошка. После чего полученное сверхпроводящее изделие может быть использовано, например, в качестве обмотки сверхпроводящего соленоида, трансформатора и т. п., при этом оно обладает более высокими электромагнитными характеристиками по сравнению с прототипом за счет большего числа витков, приходящихся на единицу длины изделия.
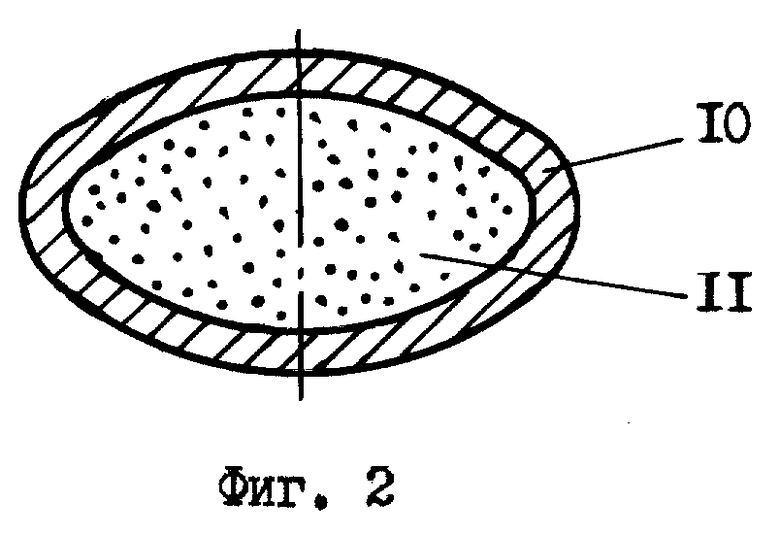
Пример 1 (см. таблицу, опыт 1). В качестве материала трубчатой облицовки использовали медь М1 (ТОСТ 859-66), наружный диаметр облицовки - 6 мм, внутренний - 4 мм, длина - 850 мм. Полость трубчатой облицовки заполняли с помощью электровибратора порошком сверхпроводящего материала, например, состава YBa2Cu3O7-x (ТУ6-09-02-465-87) с насыпной плотностью после виброутряски 3,2 г/см3. Брали защитную трубчатую прослойку, например, из стали Ст. 3 (ГОСТ 380-71) с внутренним диаметром Дпр.в=50 мм, что соответствует внутреннему диаметру ствола пороховой метательной установки. Наружный диаметр прослойки 80 мм, длина 120 мм. Устанавливали в защитной трубчатой прослойке нижний металлический пуансон, например, из свинца. Диаметр пуансона 50 мм, плотность материала Пп.н = 11,34 г/см3, толщина Тп.н = 2 см, удельная масса нижнего металлического пуансона Мп.н = Тп.н•Пп.н = 2•11,34 = 22,7 г/см2. Навивали трубчатую облицовку, заполненную порошком сверхпроводящего материала, по спирали с шагом 8 мм, при этом количество витков спирали - 6, наружный диаметр спирали Дсп=45 мм, что составляет 0,9•Дпр.в.. Устанавливали с помощью специального приспособления спиралевидную трубчатую облицовку соосно внутри защитной трубчатой прослойки, например с помощью удаляемой цилиндрической оправки, и заполняли трубчатую прослойку тонкодисперсным керамическим порошком, например глиноземом, устанавливали верхний металлический пуансон, например из стали Ст. 3. Толщина слоя тонкодисперсного керамического порошка между верхним и нижним пуансонами Ткер=6,5 см, насыпная плотность глинозема после виброутряски Пкер = 1,1 г/см3, удельная масса слоя глинозема Мкер = Ткер•Пкер = 6,5•1,1 = 7,15 г/см2. Толщина верхнего металлического пуансона Тп.в = 2 см, плотность Пп.в = 7,8 г/см3, удельная масса верхнего пуансона Мп.в = 2•7,8 = 15,6 г/см2. Размещали полученную сборку на металлическом основании соосно с стволом порохового метательного устройства. В качестве материала основания использовали сталь Ст.3. Диаметр основания 150 мм, толщина Тос = 20 см, плотность материала Пос = 7,8 г/см3, удельная масса Мос =20•7,8 = 156 г/см2. Размещали в стволе пороховой заряд ВВ и цилиндрический ударник. В качестве заряда использовали бездымный охотничий порох "Барс", масса заряда 50 г. Цилиндрический ударник изготавливали из алюминия АД1 диаметром 49,9 мм, толщиной Туд = 6 см, плотность алюминия Пуд = 2,7 г/см3, удельная масса ударника Муд = Туд•Муд = 6•2,7 = 16,2 г/см2. При выбранных параметрах схемы сварки взрывом пороховой заряд при его инициировании обеспечивает скорость ударника 650 м/с. Контроль скорости проводили электроконтактным измерительным устройством с помощью измерителя временных интервалов ЧЗ-34А. Отношение удельной массы ударника к сумме удельных масс верхнего пуансона и слоя тонкодисперсного керамического порошка между верхним и нижним пуансонами равно: Муд/(Мп.в + Мкер) = 16,2/(15,6 + 7,15) = 0,71, а отношение удельной массы ударника к сумме удельных масс нижнего пуансона и стального основания равно: Муд/(Мп.н + Мос) = 16,2 /(22,7 + 156) = 0,09. Удаляли из осевого канала защитной трубчатой прослойки нижний пуансон, диспергировали с помощью электровибрационного инструмента спрессованный керамический порошок по периметру изделия, извлекали сваренное изделие из канала защитной трубчатой прослойки, удаляли из его внутренней полости остатки спрессованного керамического порошка. В результате получали сверхпроводящее изделие с осевой симметрией в виде шестивитковой спирали с гладкой поверхностью трубчатой облицовки, с равномерным распределением плотности по длине изделия, с повышенным числом витков на единицу длины изделия (шаг спирали при сварке взрывом уменьшился в 1,6 раза по сравнению с исходным состоянием), а следовательно, и с повышенной намагничивающей силой, что позволяет использовать изделия в качестве обмоток мощных сверхпроводящих соленоидов, трансформаторов и т.п.
Пример 2 ( см. таблицу, опыт 2). То же, что в примере 1, но внесены следующие изменения. Длина трубчатой облицовки составляла 600 мм, количество витков спирали из трубчатой облицовки - 5, наружный диаметр спирали Дсп = 38 мм, что составляет 0,76•Дпр.в. Толщина слоя тонкодисперсного керамического порошка Ткер = 5,6 см, его удельная масса Мкер = Ткер•Пкер = 5,6•1,1 = 6,16 г/см2. Толщина верхнего пуансона Тп.в = 1,5 см, его удельная масса Мп.в = Тп.в•Пп.в = 1,5•7,8 = 11,7 г/см2. Толщина основания Тос = 18 см, его удельная масса Моc = 18 • 7,8 = 140,4 г/см2. Масса порохового заряда была 40 г, скорость ударника 550 м/с, отношение удельных масс Муд/( Мп.в + Мкер)= 16,2 /(11,7 + 6,16) = 0,91, а отношение удельных масс Муд/(Мп.н + Моc) = 16,2 /(22,7 + 140,4) = 0,1.
Результаты получения изделий те же, что в примере 1, но полученное изделие пятивитковое.
Пример 3. (см. таблицу, опыт 3 ). То же, что в примере 1, но внесены следующие изменения. Длина трубчатой облицовки была 380 мм, количество витков спирали из трубчатой облицовки - 4, наружный диаметр спирали Дсп = 30 мм, что составляет 0,6•Дпр.в. Толщина слоя тонкодисперсного керамического порошка Ткер=4,8 см, его удельная масса Мкер = Ткер • Пкер = 4,8 •1,1 = 5,28 г/см2. Толщина верхнего пуансона Тп.в = 1 см, его удельная масса Мп.в = Тп.в•Пп.в = 1,0•7,8 = 7,8 г/см2. Толщина металлического основания Тос = 12 см, его удельная масса Моc = Тос•Пос = 12•7,8 = 93,6 г/см2. Масса порохового заряда была 33 г, скорость ударника 450 м/с, отношение удельных масс Муд /(Мп.в + Мкер) = 16,2/(7,8 + 5,28) = 1,24, а отношение удельных масс Муд/(Мп.н + Мос) = 16,2 /(22,7 + 93,6) = 0,14.
Результаты получения изделий те же, что в примере 1, но полученное изделие четырехвитковое.
При получении сверхпроводящих изделий по прототипу (см. таблицу, опыт 4) получают одновитковое изделие с короткозамкнутым слоем сверхпроводящего материала, обладающее пониженной, в 4-6 раз меньшей, чем по предлагаемому способу намагничивающей силой при одинаковом токе, протекающим по изделиям.
Таким образом, вышеуказанные сведения свидетельствуют о выполнении при использовании изобретения следующей совокупности условий: способ получения сверхпроводящих изделий с внутренней полостью сваркой взрывом, предназначенный для изготовления сверхпроводящих обмоток соленоидов, трансформаторов и т. п. , впервые обеспечил получение качественных сверхпроводящих изделий спиралевидной формы с гладкой поверхностью трубчатой облицовки, с равномерным уплотнением сверхпроводящего материала по длине спирали, с шагом спирали в 1,6 раза меньшим, чем у исходной заготовки, то есть, с увеличенным количеством витков на единицу длины изделия, благодаря чему изделия обладают повышенной намагничивающей силой; для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных технологических приемов, условий и режимов его реализации; способ получения сверхпроводящих изделий с внутренней полостью сваркой взрывом, воплощенный в заявленном изобретении, при его осуществлении обеспечивает получение усматриваемого заявителем достигаемого технического результата. Следовательно, заявленное изобретение соответствует требованию "Промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 1998 |
|
RU2131799C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 1999 |
|
RU2152859C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 2002 |
|
RU2219023C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116176C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1997 |
|
RU2120350C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355535C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 2003 |
|
RU2240205C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1999 |
|
RU2165336C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116177C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171148C1 |
Способ может быть использован для изготовления в электротехнической промышленности для изготовления сверхпроводящих обмоток электротехнических устройств с повышенными электромагнитными характеристиками. В защитной трубчатой прослойке размещают соосно трубчатую облицовку в виде спирали с порошком сверхпроводящего материала. Во внутренней полости прослойки размещают тонкодисперсный керамический порошок. Устанавливают верхний и нижний пуансоны. Сборку размещают на стальном основании. Сварку осуществляют путем ударного нагружения за счет разгона цилиндрического ударника пороховым метательным устройством и удара его в осевой канал защитной трубчатой прослойки. При этом принимают во внимание удельные массы пуансонов, ударника, стального основания и слоя керамического порошка. Изделия, полученные данным способом, обладают повышенными электротехническими характеристиками. 2 ил., 1 табл.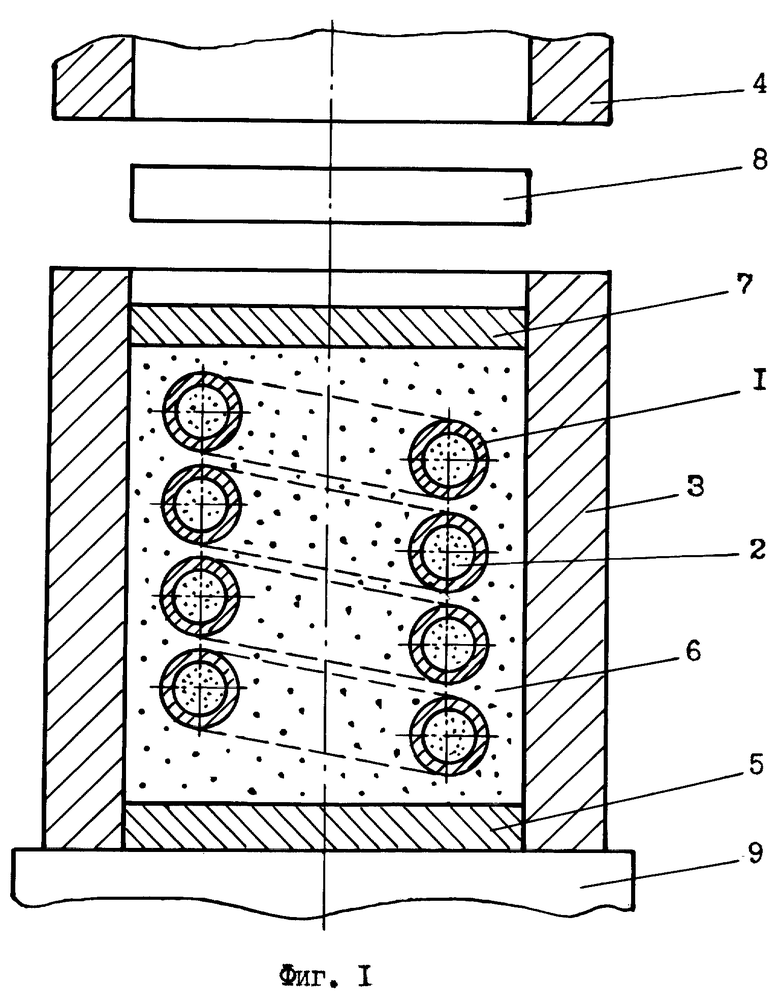
Способ получения сверхпроводящих изделий с внутренней полостью сваркой взрывом, при котором в защитной трубчатой прослойке размещают соосно трубчатую облицовку, заполненную порошком сверхпроводящего материала, и засыпают тонкодисперсный керамический порошок, отличающийся тем, что трубчатую облицовку выполняют в виде спирали с наружным диаметром, составляющим 0,6-0,9 внутреннего диаметра защитной трубчатой прослойки, тонкодисперсный керамический порошок размещают во внутренней полости защитной трубчатой прослойки, устанавливают верхний и нижний пуансоны, сборку размещают на стальном основании, а процесс сварки осуществляют путем ударного нагружения за счет разгона цилиндрического ударника пороховым метательным устройством удара его в осевой канал защитной трубчатой прослойки со скоростью 450-650 м/с при отношении его удельной массы к сумме удельных масс верхнего пуансона и слоя тонкодисперсного керамического порошка верхним и нижним пуансоном, равном 0,71-1,24, и при отношении удельной массы ударника к сумме удельных масс нижнего пуансона и стального основания, равном 0,09-0,14.
| SU 1827089 A3, 20.02.96 | |||
| Способ получения изделий с внутренними полостями сваркой взрывом | 1984 |
|
SU1210330A1 |
| Способ получения изделий с внутренними полостями сваркой взрывом | 1986 |
|
SU1365530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ МНОГОСЛОЙНОЙ ЦИЛИНДРИЧЕСКОЙ КОНСТРУКЦИИ | 1992 |
|
RU2031763C1 |
| US 5067649 A, 26.11.91. | |||
