Предлагаемое изобретение относится к области строительства, а более точно касается способа нанесения покрытия на внутреннюю поверхность трубопровода, и может быть использовано для защиты внутренней поверхности трубопровода при его изготовлении или ремонте, преимущественно для профилактики и восстановления имеющих протечки трубопроводов городской водопроводной или канализационной сети.
Данное изобретение относится к способам нанесения покрытия на внутреннюю поверхность трубопровода путем введения внутрь ремонтируемого дефектного участка трубопровода трубообразного рукава методом выворачивания, при котором в процессе введения трубообразный рукав выворачивается под давлением текучей среды, например воды, и внутренняя поверхность рукава становится внешней, а внешняя поверхность - внутренней (патент РФ N 2107216, F 16 L 55/18, 20.03.1998).
Для исключения контакта внешней поверхности трубообразного рукава с поверхностью дефектного участка трубопровода, постоянно увлажняемого грунтовыми водами, в ремонтируемый участок трубопровода вводят вспомогательный рукав, в который затем методом выворачивания вводят трубообразный рукав (патент РФ N 2141072, F 16 L 55/162, 1/024, 10.11.1999).
Известен способ нанесения покрытия на внутреннюю поверхность трубопровода, при котором внутрь дефектного участка трубопровода вводят облицовочный комбинированный рукав методом совместных усилий, создаваемых давлением столба жидкости и тянущим устройством с применением троса (патент РФ N 2145029, F 16 L 58/10, 55/165, 27.01.2000).
Недостатком указанного способа является сложность технологии, которая требует дополнительной оснастки и не исключает возможности деформации и разрушения рукава в результате одновременного воздействия растяжения при выворачивании под действием давления и троса.
Наиболее близким аналогом к заявленному изобретению является способ нанесения покрытия на внутреннюю поверхность трубопровода, заключающийся в том, что через входной колодец внутрь трубопровода вводят трубообразный рукав из волокнистого материала, пропитанного связующим и заключенного в гибкую оболочку из полимерного материала, путем выворачивания и продвижения рукава внутрь трубопровода по направлению к выходному колодцу, а также распрямляют и прижимают трубообразный рукав к внутренней поверхности трубопровода за счет давления, создаваемого собственным весом текучей среды, и затем осуществляют отверждение связующего (патент РФ N 2107216, F 16 L 55/18, 20.03.1998).
Согласно указанному способу продвижение рукава внутрь трубопровода производят при давлении более низком, чем давление при распрямлении и прижатии рукава к внутренней поверхности трубопровода.
К недостаткам указанного способа относятся:
- возможность деформации и разрушения рукава в момент резкого повышения давления и, тем самым, ухудшения качества покрытия; -
- растяжение рукава в результате резкого повышения давления обуславливает его самопроизвольное растяжение в выходном колодце, что может привести к самопроизвольной транспортировке избытка растянутого рукава в низлежащий интервал трубопровода и требует технических приспособлений для принудительной фиксации свободного конца рукава, что приводит к ненадежности нанесения покрытия этим способом.
В основу настоящего изобретения была положена задача разработки способа нанесения покрытия на внутреннюю поверхность трубопровода, который осуществляли бы таким образом, что позволило бы значительно повысить надежность нанесения покрытия и качество этого покрытия.
Это достигается тем, что в способе нанесения покрытия на внутреннюю поверхность трубопровода, заключающемся в том, что через входной колодец внутрь трубопровода вводят трубообразный рукав из волокнистого материала, пропитанного связующим и заключенного в гибкую оболочку из полимерного материала, путем выворачивания и продвижения рукава внутрь трубопровода по направлению к выходному колодцу, а также распрямляют и прижимают трубообразный рукав к внутренней поверхности трубопровода за счет давления, создаваемого собственным весом текучей среды, и затем осуществляют отверждение связующего, согласно изобретению выворачивание и продвижение трубообразного рукава внутрь трубопровода, а также его распрямление и прижатие к внутренней поверхности трубопровода осуществляют путем изменения давления, создаваемого собственным весом текучей среды за счет изменения ее высоты h, на длине l трубопровода между входным и выходным колодцами таким образом, что на заданном участке l-a трубопровода создают давление более низкое, чем давление на участке a трубопровода, расположенном между концом заданного участка l-a и выходным колодцем, при этом давление на участке a плавно поднимают.
Целесообразно, чтобы давление создавали высотой h текучей среды на заданном участке l-a трубопровода, которая в зависимости от диаметра d трубопровода составляла h = 2 + 0,5d, а на участке а давление создавали высотой h текучей среды, которую плавно изменяли от h = 2 + 0,5d до h = 8, где h - высота текучей среды в метрах, d - диаметр трубопровода в метрах, 2 - базовая величина высоты текучей среды для выворачивания и продвижения рукава и его распрямления и прижатия, a = 0,05l - 0,2l - участок трубопровода, расположенный между концом участка l-a трубопровода и выходным колодцем, 0,05 и 0,2 - величины, компенсирующие удлинение волокнистого материала трубообразного рукава на участке a.
Величины, компенсирующие удлинение волокнистого материала рукава, выбирают в зависимости от характеристик этого материала.
Базовую величину меньше 2 нежелательно брать, т.к. создаваемое давление недостаточно для обеспечения стабильного процесса выворачивания в результате низкой скорости выворачивания.
Давление выше 8 нежелательно брать, т.к. большие нагрузки на рукав вызывают значительную деформацию и вырастает вероятность разрыва рукава.
Текучую среду можно нагревать до 30oC.
До введения внутрь трубопровода трубообразного рукава желательно в него вводить термопластичную пленку, ширина которой составляет до 0,5d трубопровода и которая служит подложкой для трубообразного рукава.
Термопластичная пленка может образовывать вспомогательный рукав, после введения которого внутрь трубопровода из этого рукава удаляют воздух, в результате чего верхняя часть рукава опускается на нижнюю, образуя подложку для трубообразного рукава.
Отверждение связующего можно осуществлять одновременной подачей теплоносителя приблизительно в середину длины l трубопровода и в непосредственной близости от выходного колодца, при этом отверждение связующего со стороны подложки производят между подложкой и гибкой оболочкой из полимерного материала трубообразного рукава.
В непосредственной близости от выходного колодца на конце трубообразного рукава в последнем со стороны нижней его части желательно выполнить ряд точечных отверстий.
Такое выполнение предлагаемого способа нанесения покрытия на внутреннюю поверхность трубопровода позволяет значительно повысить надежность нанесения покрытия и качество этого покрытия в результате обеспечения равномерного повышения давления в рукаве и равномерного его прогрева.
Далее изобретение поясняется описанием конкретных вариантов его выполнения и прилагаемыми чертежами, на которых:
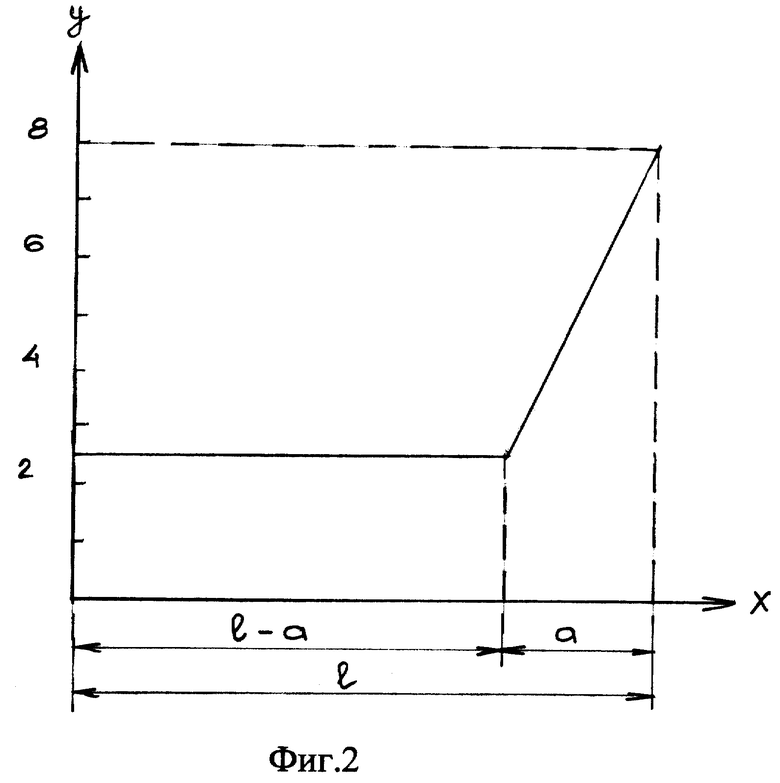
фиг. 1 изображает общую схему реализации предлагаемого способа нанесения покрытия на внутреннюю поверхность трубопровода;
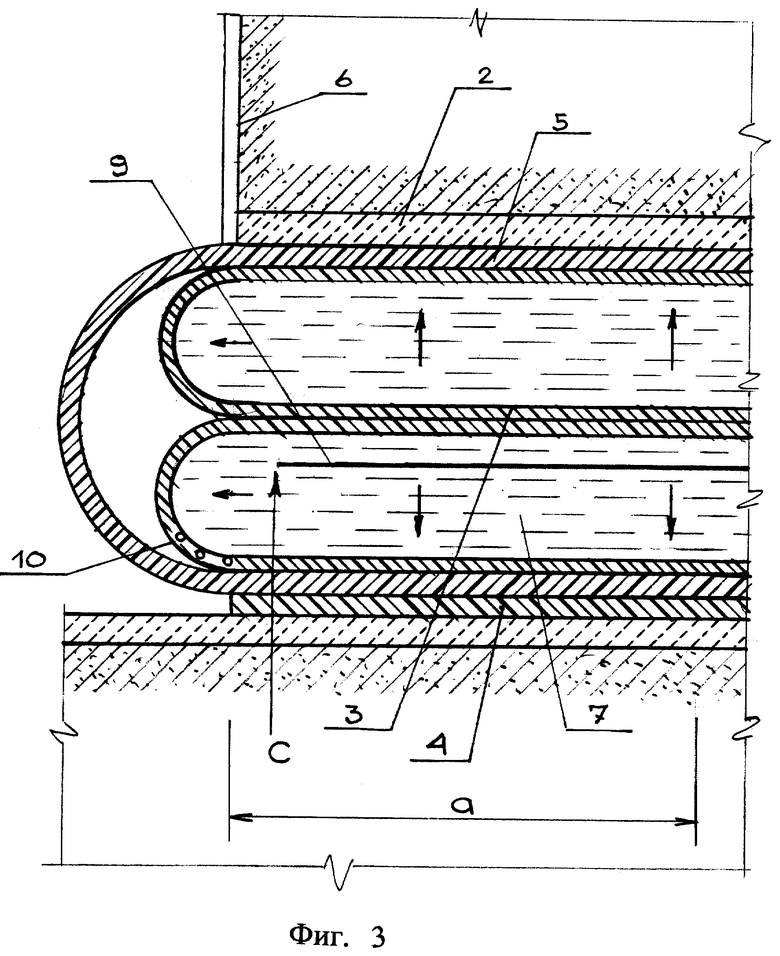
фиг. 2 - диаграмма изменения давления по предлагаемому способу на ремонтируемом дефектном участке трубопровода;
фиг. 3 - участок А на фиг. 1 в увеличенном масштабе.
Предлагаемый способ нанесения покрытия на внутреннюю поверхность трубопровода заключается в том, что через входной колодец 1 (фиг. 1) до введения внутрь дефектного участка трубопровода 2 трубообразного рукава 3 в него вводят термопластичную пленку, ширина которой составляет до 0,5d трубопровода 2 и которая служит подложкой 4 для трубообразного рукава 3.
Затем через колодец 1 вводят изолирующий пленочный рукав 5. Термопластичную пленку и пленочный рукав 5 вводят любым методом, широко известным специалистам, работающим в данной области. После чего внутрь трубопровода 2 вводят трубообразный рукав 3 из волокнистого материала, пропитанного связующим и заключенного в гибкую оболочку из полимерного материала, путем выворачивания и продвижения рукава 3 внутрь трубопровода 2 по направлению к выходному колодцу 6, а также распрямляют и прижимают трубообразный рукав 3 к внутренней поверхности трубопровода 2 за счет давления, создаваемого собственным весом текучей среды 7, и затем осуществляют отверждение связующего. Выворачивание и продвижение трубообразного рукава 3 внутрь трубопровода 2, а также его распрямление и прижатие к внутренней поверхности трубопровода 2 осуществляют путем изменения давления, создаваемого собственным весом текучей среды 7 за счет изменения ее высоты h, на длине l трубопровода 2 между входным 1 и выходным 6 колодцами таким образом, что на заданном участке l-a трубопровода 2 создают давление более низкое, чем давление на участке а трубопровода 2, расположенном между концом заданного участка l-a и выходным колодцем 6, при этом давление на участке а плавно поднимают. Трубообразный рукав 3 собирают из нескольких слоев волокнистого материала.
Давление создают высотой h текучей среды 7 на заданном участке l-a трубопровода 2, которая в зависимости от диаметра d трубопровода 2 составляет h = 2 + 0,5d, а на участке а давление создают высотой h текучей среды 7, которую плавно изменяют от h = 2 + 0,5d до h = 8, где h - высота текучей среды 7 в метрах, d - диаметр трубопровода 2 в метрах, 2 - базовая величина высоты текучей среды 7 для выворачивания и продвижения рукава 3 и его распрямления и прижатия, а = 0,051 - 0,2l - участок трубопровода 2, расположенный между концом заданного участка l-а трубопровода 2 и выходным колодцем 6, 0,05 и 0,2 - величины, компенсирующие удлинение волокнистого материала трубообразного рукава 3 на участке a.
На фиг. 2 представлена диаграмма изменения давления, необходимого для выворачивания рукава 3, где по оси x отложена длина l ремонтируемого участка в метрах, а по оси y - давление в атмосферах (1 м = 1 атм).
В качестве текучей среды 7 (фиг. 1) используют в конкретном случае воду, которую желательно нагревать до 30oC.
Отверждение связующего в заявляемом способе осуществляют одновременной подачей по шлангам 8 и 9 теплоносителя, например горячей воды, приблизительно в середину B длины l трубопровода 2 и в непосредственной близости C от выходного колодца 6 соответственно, при этом отверждение связующего со стороны подложки 4 (фиг. 3) производят между подложкой 4 и рукавом 5.
В непосредственной близости C от выходного колодца 6 на конце трубообразного рукава 3 в последнем со стороны нижней его части выполняют ряд точечных отверстий 10.
Рукав 3 (фиг. 1) удерживают тросом 11.
Способ по другому варианту выполнения осуществляют аналогично варианту выполнения способа, описанного выше.
Отличие заключается в том, что термопластическая пленка образует вспомогательный рукав, который вводят внутрь трубопровода 2 (фиг. 1) любым известным способом и из которого затем удаляют воздух, в результате чего верхняя часть рукава опускается на нижнюю, образуя подложку 4 для трубообразного рукава 3.
Для лучшего понимания настоящего изобретения ниже будут приведены конкретные примеры выполнения прилагаемого способа.
Пример 1
Способ нанесения покрытия на внутреннюю поверхность трубопровода 2 (фиг. 1) диаметром d = 0,4 м, длиной l = 50 м и участком а = 0,05l = 2,5 м. В качестве волокнистого материала трубообразного рукава 3 используют волокнистый материал, армированный стекломатериалом.
Способ заключается в том, что через входной колодец 1 (фиг. 1) внутрь трубопровода 2 вводят сначала термопластичную пленку, затем рукав 5, после чего трубообразный рукав 3. Рукав 3 вводят путем выворачивания и продвижения рукава 3 внутрь трубопровода 2 по направлению к выходному колодцу 6, а также распрямляют и прижимают трубообразный рукав 3 к внутренней поверхности трубопровода 2 за счет давления, создаваемого собственным весом текучей среды - воды, и затем осуществляют отверждение связующего. Выворачивание и продвижение трубообразного рукава 3 внутрь трубопровода 2, а также его распрямление и прижатие к внутренней поверхности трубопровода 2 осуществляют путем изменения давления, создаваемого собственным весом воды за счет изменения ее высоты h, на длине l = 50 м трубопровода 2 между входным 1 и выходным 6 колодцами таким образом, что на заданном участке l-a = 47,5 м трубопровода 2 создают давление, более низкое, чем давление на участке a = 2,5 м трубопровода 2, расположенном между концом заданного участка l-a = 47,5 м и выходным колодцем 6. Давление на участке a = 2,5 м плавно поднимают.
Давление создают высотой h воды на заданном участке l-a = 47,5 м трубопровода 2, которая в зависимости от диаметра d трубопровода 2, равного 0,4 м, составляет h = 2 + 0,5d = 2,2 м, т.е. 2,2 атм, а на участке а = 2,5 м давление создают высотой h воды, которую плавно изменяют от 2,2 атм до 8 атм.
Температура воды составляет 10oC.
Отверждение связующего осуществляют с одновременной подачей по шлангам 8 и 9 теплоносителя - горячей воды температурой до 80oC, приблизительно в середину B длины l трубопровода 2 и в непосредственной близости C от выходного колодца 6 соответственно, при этом отверждение связующего со стороны подложки 4 происходит между подложкой 4 и рукавом 5.
Через точечные отверстия 10 (фиг. 3) удаляют застойную охлажденную воду, чтобы избежать недостаточный прогрев рукава 3.
Таким образом, заявляемый способ обеспечивает за счет ступенчатого повышения давления равномерное распределение рукава 3 и улучшенное уплотнение рукава 3, что, в свою очередь, обеспечивает повышение качества покрытия.
Одновременная подача теплоносителя в нескольких местах по длине l рукава 3 обеспечивает равномерный прогрев рукава 3 и равномерное начало процесса отверждения по всей длине l рукава 3, что способствует получению более однородного, следовательно, более качественного покрытия.
Подложка 4 позволяет защитить рукав 3 от травмирования при его транспортировке в трубопроводе 2 и от воздействия грунтовых вод в дефектном участке трубопровода 2 путем предотвращения вымывания связующего из рукава 3 и локального охлаждения рукава 3, что может быть причиной недоотверждения связующего.
Как видно из вышеописанного, заявленный способ обеспечивает надежное нанесение покрытия с высоким его качеством.
Пример 2
Способ проводят как в примере 1.
Отличия заключаются в следующем.
Диаметр d трубопровода 2 составляет 0,8 м, длина его l = 200 м, участок а = 0,1l = 20 м, а трубообразный рукав состоит из волокнистого материала поверхностной плотности 900 г/м2 каждого слоя.
Давление на участке l-a = 180 м трубопровода 2 создают в 2,4 атм, на участке а плавно изменяют от 2,4 атм до 8 атм.
Температура воды составляет 15oC.
Получены те же результаты, что и в примере 1.
Пример 3
Способ проводят как в примере 1.
Отличие заключаются в следующем.
Диаметр d трубопровода 2 составляет 1,6 м, длина его l = 300 м, участок а = 0,2l = 60 м, а трубообразный рукав 3 состоит из волокнистого материала разряженной плотности.
Давление на участке l-a = 240 м трубопровода 2 создают 2,8 атм, на участке а плавно изменяют от 2,8 атм до 8 атм.
Температура воды составляет 30oC.
Получены те же результаты, что и в примере 1.
Таким образом, предлагаемый способ значительно повышает качество покрытия и надежность его нанесения.
При описании рассматриваемых вариантов осуществления изобретения для ясности используется конкретная узкая терминология. Однако изобретение не ограничивается принятыми терминами и необходимо иметь в виду, что каждый такой термин охватывает все эквивалентные термины, работающие аналогично и используемые для решения тех же задач.
Хотя настоящее изобретение описано в связи с предпочтительным видом реализации, понятно, что могут иметь место изменения и варианты без отклонения от идеи и объема изобретения, что компетентные в данной области лица легко поймут.
Эти изменения и варианты считаются не выходящими за рамки сущности и объема изобретения и прилагаемых пунктов формулы изобретения.
Способ нанесения покрытия на внутреннюю поверхность трубопровода заключается в том, что через входной колодец внутрь трубопровода вводят трубообразный рукав из волокнистого материала, пропитанного связующим и заключенного в гибкую оболочку из полимерного материала, путем выворачивания и продвижения рукава внутрь трубопровода по направлению к выходному колодцу, распрямляют и прижимают трубообразный рукав к внутренней поверхности трубопровода за счет давления, создаваемого собственным весом текучей среды, и осуществляют отверждение связующего. Выворачивание, продвижение трубообразного рукава внутрь трубопровода, его распрямление и прижатие к внутренней поверхности трубопровода осуществляют путем изменения давления, создаваемого собственным весом текучей среды за счет изменения ее высоты h на длине l трубопровода между входным и выходным колодцами таким образом, что на заданном участке l-a трубопровода создают давление более низкое, чем давление на участке а трубопровода, расположенном между концом заданного участка l-a и выходным колодцем. Давление на участке а плавно поднимают. Изобретение позволяет повысить надежность нанесения покрытия и качество этого покрытия. 6 з.п.ф-лы, 3 ил.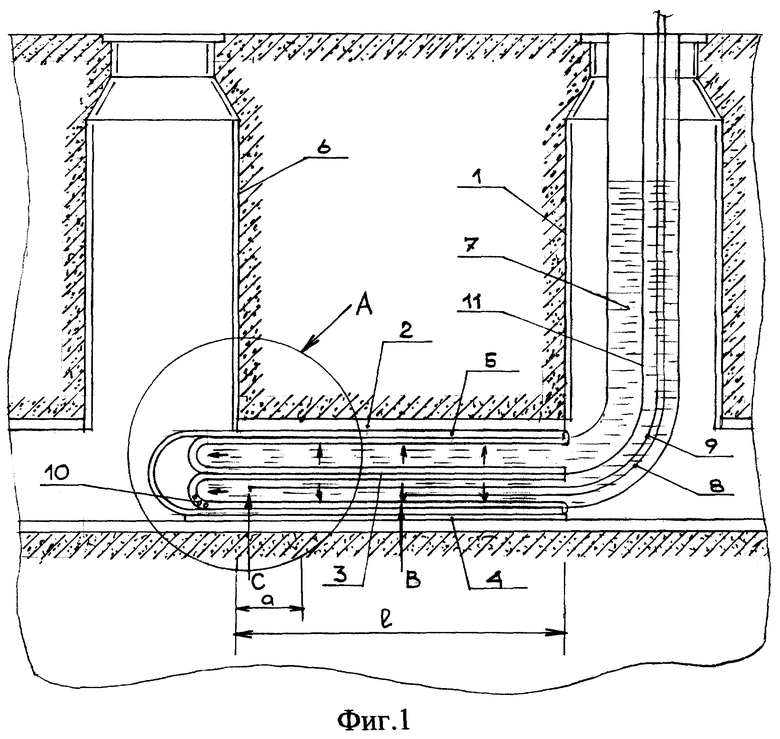
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1996 |
|
RU2107216C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1998 |
|
RU2148203C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1997 |
|
RU2141072C1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| ДИФФЕРЕНЦИАЛЬНЫЙ МИКРОКАЛОРИМЕТР | 0 |
|
SU290184A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ И СУДОВЫХ ТОПЛИВ | 2000 |
|
RU2176263C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ОБНАРУЖЕНИЯ СИГНАЛОВ | 2011 |
|
RU2480901C1 |
| Диодно-трансформаторный преобразователь (ключ) переменного тока | 1961 |
|
SU145654A1 |
| DE 3932106 A1, 29.03.1990. | |||

