Изобретение относится к области черной металлургии и может быть использовано для получения слитков.
Известно устройство для отливки слитков преимущественно квадратного сечения, содержащее сквозную изложницу и поддон с углублением на рабочей поверхности, выполненное в виде четырехгранной усеченной пирамиды высотой, равной 0,06-0,08 высоты изложницы, при этом боковые грани углубления образованы попарно симметричными выпуклыми гиперболическими поверхностями, а ребра - сопряженными с ними выпуклыми цилиндрическими поверхностями, причем высота выпуклостей гиперболических и цилиндрических поверхностей составляет 0,075-0,150, а ширина цилиндрических поверхностей 1,20-3,33 высоты углубления (А.с. СССР N 1426694, БИ N 36, 1988 г.).
Данная конструкция устройства позволяет снизить донную обрезь от слитков, однако увеличивает удельный расход поддонов, из-за значительной глубины углубления на рабочей поверхности.
Наиболее близким к предлагаемому по технической сущности является устройство для отливки слитков прямоугольного сечения с отношением сторон 0,8-1,0, содержащее сквозные изложницы и поддон с углублениями в месте соприкосновения металла, выполненными в форме усеченного конуса глубиной 2,5-3,0% от высоты слитка, причем углубление выполнено по внутреннему контуру изложницы таким образом, что увеличение глубины происходит за счет плоских скосов по диагоналям контура от углов к центру. Скосы по диагоналям образуют при пересечении с горизонтальной плоскостью горизонтальную квадратную площадку в центральной части углубления, стороны которой развернуты на 45o относительно сторон контура (А.с. СССР N 301215, БИ N 14, 1971 г.).
Недостатком известной конструкции устройства является повышенная донная обрезь при прокатке слитков из-за утяжки донной части раскатов, а также значительный расход поддонов из-за образования трещин преимущественно по осям углубления, так как в этом месте пересечения скосов из-за массивности углов поддона возникают термические напряжения.
Задачей изобретения является снижение донной обрези от слитков при обеспечении минимального расхода поддонов.
Указанная задача решается тем, что в устройстве для отливки слитков прямоугольного сечения, содержащем сквозные изложницы и поддон с углублениями на рабочей поверхности, контуры которых совпадают с внутренними контурами изложниц, и выполненными со скосами по диагоналям углубления и горизонтальной квадратной площадкой в центральной части, стороны которой развернуты на 45o относительно сторон контура, согласно изобретению углубление составляет 0,035-0,065 высоты изложницы, причем скосы сопряжены между собой вогнутыми цилиндрическими поверхностями, а квадратная площадка выполнена со скруглением углов, радиус которого составляет 0,3-0,4 ее стороны, при этом с нижней стороны поддона по его углам выполнены скосы под углом 45-70o на высоту 0,3-0,6 толщины поддона.
Технический результат, который может быть получен при использовании заявляемого устройства, заключается в том, что предлагаемая форма углубления позволяет обеспечить отсутствие утяжки в донной части блюма и снизить донную обрезь. При этом выполнение цилиндрических боковых поверхностей в районе осей углубления и выполнение выемок за счет плоских скосов с нижней стороны углов поддона позволяет снизить термические напряжения при эксплуатации поддонов, устранить трещины и обеспечит минимальный расход поддонов.
Технический результат достигается при указанной совокупности признаков в формуле изобретения. Глубина углубления в поддоне должна быть в пределах 0,035-0,065 высоты изложницы. При глубине менее 0,035 высоты изложницы не происходит компенсации утяжки донной части раската, донная обрезь увеличивается. При глубине более 0,065 высоты изложницы увеличивается расход поддонов. Выполнение радиуса скругления по углам квадратной площадки на дне углубления в пределах 0,3-0,4 ее стороны позволяет обеспечить плавное сопряжение плоских скосов на боковой поверхности углубления в виде вогнутых цилиндрических поверхностей, что позволяет снизить концентрацию термических напряжений, исключить образование трещин и снизить расход поддонов. При значении радиуса скругления менее 0,3 стороны площадки образуются трещины на поддонах, их расход увеличивается. При значении радиуса скругления более 0,4 стороны площадки становится недостаточным объем металла в углублении, предназначенной для компенсации утяжки в средней части граней раската, увеличивается донная обрезь.
Скосы с нижней стороны углов поддона должны быть выполнены на высоту 0,3-0,6 толщины поддона под углом 45-70o. При выполнении скосов на высоту менее 0,3 толщины поддона и под углом менее 45o увеличивается металлоемкость углов поддона, что повышает неравномерность нагрева и охлаждения поддона при его эксплуатации, повышается вероятность образования трещин, увеличивается расход поддонов. При выполнении скосов на высоту более 0,6 толщины поддона и под углом более 70o уменьшается прочность поддона, повышается вероятность сколов углов, что приводит к раннему выходу поддонов из строя и увеличению их расхода.
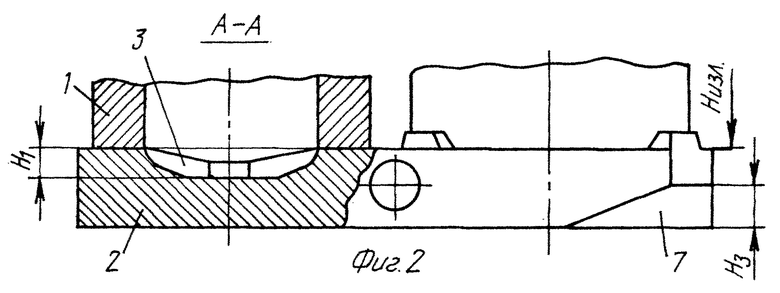
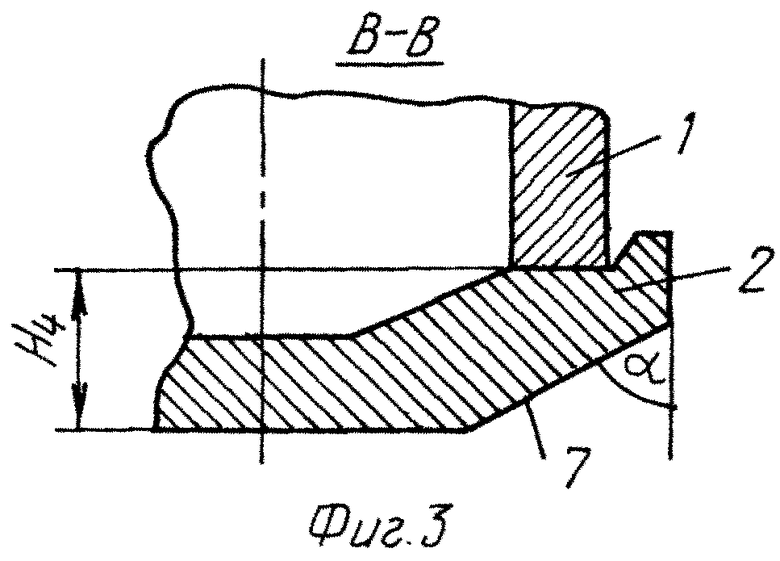
Изобретение поясняется чертежом, где на фиг. 1 изображен общий вид предлагаемого устройства, на фиг. 2 - то же, вид сбоку, разрез А-А, на фиг. 3 - сечение В-В на фиг. 1.
Устройство содержит изложницу 1, поддон 2 с углублениями 3 глубиной (H1), равной 0,035-0,065 высоты изложницы (Hизл), плоские скосы 4 по диагоналям контура изложницы, горизонтальную квадратную площадку 5 с радиусами (R1) скругления углов, равными 0,3-0,4 ее стороны (H2), вогнутые цилиндрические поверхности 6, скосы 7, выполненные с нижней стороны углов поддона на высоту (H3), равную 0,3-0,6 толщины поддона (H4), под углом α = 45-70o.
Эксплуатация устройства для отливки слитков осуществляется следующим образом.
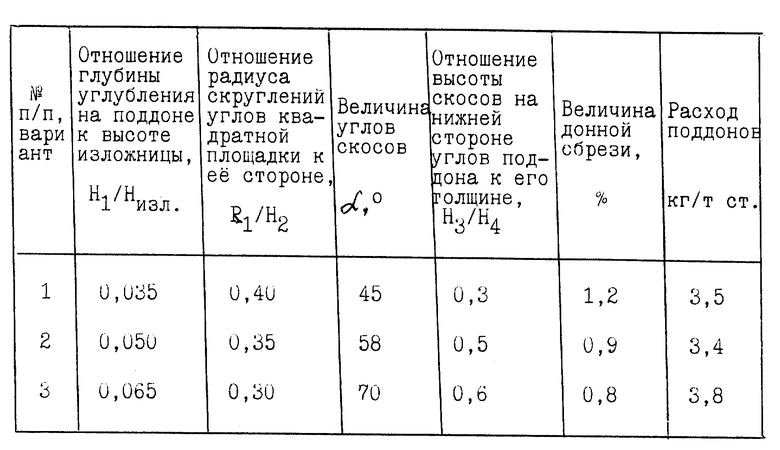
Пример (вариант 2, таблица). На ОАО "Западно-Сибирский металлургический комбинат" в цехе подготовки составов на поддоны 2 устанавливали сквозные изложницы 1 и подавали в разливочный пролет кислородно-конвертерного цеха, где отливались слитки массой 11,6 т стали 3 пс. Изложницы 1 и поддоны 2 освобождались от слитков и подавались для подготовки к следующей заливке стали. Слитки высотой 2450 мм и сечением 930х830 мм прокатывали на блюминге, конечное сечение блюма - 350х350 мм. При отливке поддоны имели следующие относительные значения параметров:
H1/Hизл = 0,05; R/H2 = 0,35; H3/H4 = 0,5; α = 58o,
которые обеспечивали отсутствие утяжки в донной части блюмов и устранение трещин на поддонах.
Донная обрезь от слитков составляла 0,9% и достигался минимальный расход поддонов - 3,4 кг/т стали.
Полученные результаты при эксплуатации предлагаемого устройства приведены в таблице.
Результаты, приведенные в таблице, показывают, что использование предлагаемого устройства для отливки слитков при заявляемых пределах количественных признаков позволяет снизить донную обрезь до 0,8 - 1,2% при достижении минимального расхода поддонов 3,4 - 3,8 кг/т стали.
Предлагаемое устройство промышленно применимо и может быть использовано в сталеплавильном производстве для отливки слитков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЯМОУГОЛЬНЫХ изложниц | 1971 |
|
SU301215A1 |
| СКВОЗНАЯ УШИРЕННАЯ КНИЗУ ИЗЛОЖНИЦА ДЛЯ СТАЛЬНЫХ СЛИТКОВ | 1999 |
|
RU2167026C1 |
| Устройство для отливки слитков | 1986 |
|
SU1426694A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ СВЕРХУ | 1999 |
|
RU2166403C1 |
| ГЛУХОДОННАЯ УШИРЕННАЯ КВЕРХУ ИЗЛОЖНИЦА ДЛЯ СТАЛЬНЫХ СЛИТКОВ | 1992 |
|
RU2043880C1 |
| ПОДДОН ДЛЯ ОТЛИВКИ ПЛОСКИХ СЛИТКОВ | 1998 |
|
RU2156178C2 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОМПЛЕКТ | 1993 |
|
RU2043831C1 |
| Поддон для сквозной изложницы | 1979 |
|
SU891208A1 |
| Устройство для отливки листового слитка | 1990 |
|
SU1694325A1 |
| Поддон для сквозных изложниц | 1981 |
|
SU1006047A1 |
Изобретение относится к области черной металлургии и может быть использовано для получения слитков. Устройство для отливки слитков содержит сквозные изложницы и поддон с углублениями на рабочей поверхности, контуры которых совпадают с внутренними контурами изложниц. Углубления выполнены со скосами по диагоналям и горизонтальной квадратной площадкой в центральной части, стороны которой развернуты на 45° относительно сторон контура. Углубление составляет 0,035-0,065 высоты изложницы. Скосы сопряжены между собой вогнутыми цилиндрическими поверхностями. Квадратная площадка выполнена со скруглением углов, радиус которого составляет 0,3-0,4 ее стороны. Такая форма углубления позволяет обеспечить отсутствие утяжки в донной части слитка и снизить донную обрезь. С нижней стороны поддона по его углам выполнены скосы под углом 45-70° на высоту 0,3-0,6 толщины поддона, что позволяет снизить термические напряжения при эксплуатации поддонов, устранить трещины и обеспечить минимальный расход поддонов. 3 ил., 1 табл.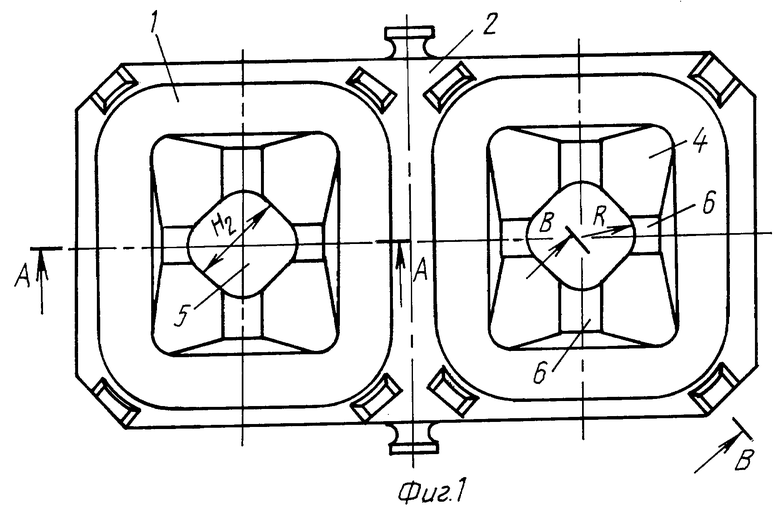
Устройство для отливки слитков прямоугольного сечения, содержащее сквозные изложницы и поддон с углублениями на рабочей поверхности, контуры которых совпадают с внутренними контурами изложниц, выполненными со скосами по диагоналям и с горизонтальной квадратной площадкой в центральной части, стороны которой развернуты на 45o относительно сторон контура, отличающееся тем, что углубление составляет 0,035 - 0,065 высоты изложницы, причем скосы сопряжены между собой вогнутыми цилиндрическими поверхностями, а квадратная площадка выполнена со скруглением углов, радиус которого составляет 0,3 - 0,4 ее стороны, при этом с нижней стороны поддона по его углам выполнены скосы под углом 45 - 70o на высоту 0,3 - 0,6 толщины поддона.
| ПРЯМОУГОЛЬНЫХ изложниц | 0 |
|
SU301215A1 |
| Устройство для отливки слитков | 1986 |
|
SU1426694A1 |
| Поддон для сквозных изложниц | 1981 |
|
SU1006047A1 |
| 0 |
|
SU269428A1 |
