Изобретение относится к черной феталлургии, в частности к устройствам для отливки слитков, и может быт использовано для получения квадратны слитков.
Цель изобретения - уменьшение дон Мой обрези при прокатке.
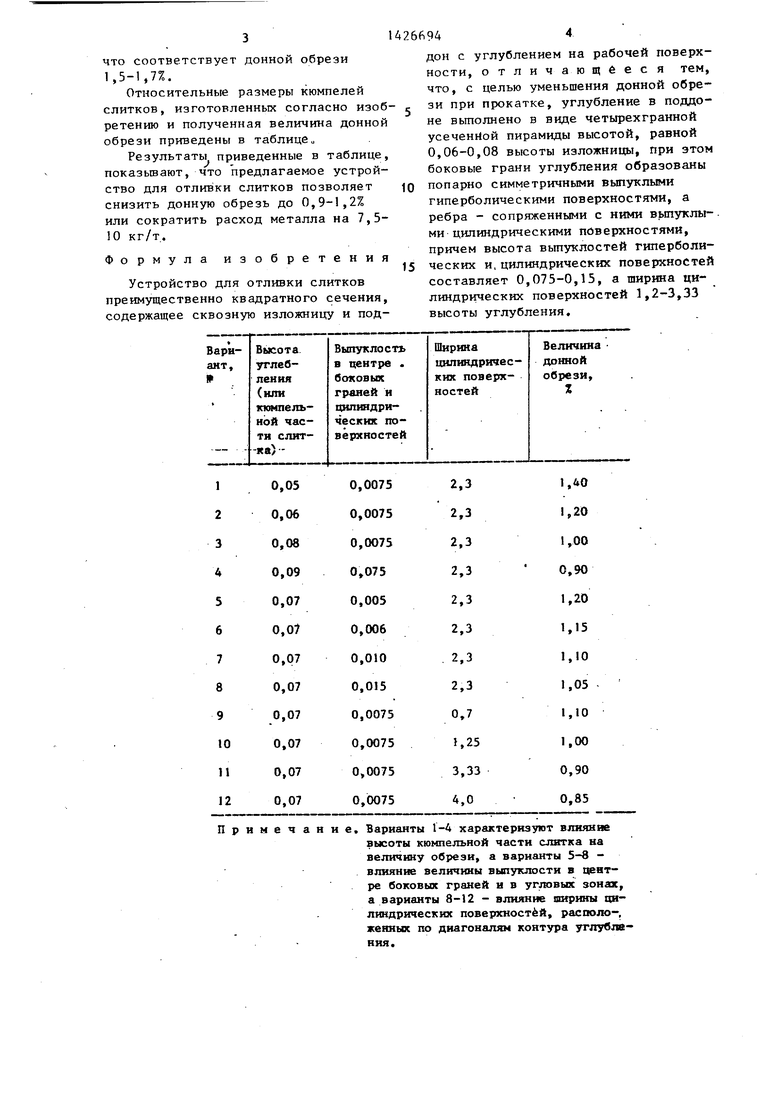
На фиг. 1 схематично изображено предлагаемое устройство; на фиг„2 - ;разрез А-А на фиг. 1; на фиг. 3 - :разрез Б-Б на фиг. 1; на фиг. 4 - ipaspea В-В на фиг. 1. Устройство для отливки слитков содержит изложницу и поддон 1 с углублением 2 для кюмпельной части слитка. Углубление в поддоне выполнено в виде четырехгранной усеченной пирамиды высотой (И,), равной 0,06- 0,08 от высоты изложницы (Н) При этом боковые грани углубления образованы попарно симметричными гиперболическими поверхностями Г с выпук- лостямр в цеМтре высотой (а) 0,075 0,15 высоты углубления, а ребра - сопрягающимися с ними дилиндрическим поверхностями (Д) шириной (б) 1,25- 3,33 от высоты углубления с выпуклостью, равной выпуклости гранейо
Устройство работает следующим об- разомс
Изложницу устанавливают на поддон 1 симметрично углублению 2 и заливают сверху жидкий металл. После кристаллизации и охлаждения слитка устройство разбирают, а слиток извлекают. Далее процесс повторяется.
Предлагаемые соотношения размеров углубления или кюмпельной части слитка позволяют уменьшить донную обрезъ при прокатке.
При этом высота кюмпельной части, равная 0,06-0,08 высоты изложницы или тела слитка, обеспечивает полное отсутствие утяжки в центральной части блюма. Применение величины углубления менее 0,06 высоты тела слитка не позволяет компенсировать утяжку донной части раската.
Использование величины углубления более 0,08 высоты тела слитка нера- циЪнально с точки зрения прочности поддона и его стойкости.
Выполнение боковых граней углубления в виде гиперболических поверхностей позволяет достичь плавного перехода от тела слитка к его кюмпелной части, что позволяет исключить
5
0
5
0
5
0
5
0
5
появление плен на поверхности граней и углах раскатов,, Величина выпуклости 0,075-0,15 от высоты углубления на гранях позволяет убрать лишние объемы-металла, активно не участвующие в формировании донной части раската, и тем самым уменьшить величину обрези.
Величина вьшуклости менее 0,075 высоты углубления приводит к нерациональному использованию-металла- донной части слитка и увеличению обрези.
Выполнение боковых граней углубле ния в поддоне с выпуклостью более 0,15 высоты тела слитка уменьшает влияние кюмпельной части внешней зоны в процессе .деформирования на величину донной обрези из-за получаемой значительной разности площадей сечений донной части слитка
Выполнение ребер углубления в виде цилиндрических поверхностей шириной, равной 1,25-3,33 высоты углубления, позволяет предотвратить вытяжку угловых зон раската и снизить величину донной обрези.
Если ширина цилиндрических поверхностей будет менее 1,25 высоты углубления, то в процессе деформации в уг ловых зонах раската будут образовываться закаты.
Вьшолнение ширины цилиндрических тюверхностей более 3,33 высоты углубления приводит к тому, что слиток будет менее устойчивым при посаде в нагревательнью колодцы, так как с увеличением ширины цилиндрических поверхностей уменьшается длина участка в донной части слитка, который соприкасается с подиной колодца.
П р и м ё р. На лабораторном стане был проведен эксперимент по моделированию процесса прокатки слитков кипящей стали массой 9,7 т, размеры верхнего основания 807 х 677, нижнего 900 X 800, длиной тела слитка Н 2300 мм, масштаб моделирования 1:13.
Прокатка велась за 13 проходов, конечное сечение блюма 310 х 310 мм.
Модель , изготовленная согласно прототипа, имела высоту кюмпе- ля, соответств-ующую 65 мм (Ну 0,028 Нел) скосы по диагоналям контура углубления. После прокатки величина утяжки составляла 250-280 мм.
3
что соответствует донной обрези 1,5-1,7%.
Относительные размеры кюмпелей слитков, изготовленных согласно изобретению и полученная величина донной обрези приведены в таблице„
Результаты приведенные в таблице, локазьшают, что предлагаемое устройство для отливки слитков позволяет снизить донную обрезь до 0,9-1,2% или сократить расход металла на 7,5- 10 кг/т.
Формула изобретения
Устройство для отливки слитков преимущественно квадратного сечения, содержащее сквозную изложницу и под944
дон с углублением на рабочей поверхности, отличающееся тем, что, с целью уменьшения донной обрези при прокатке, углубление в поддоне вьтолнено в виде четырехгранной усеченной пирамиды высотой, равной 0,06-0,08 высоты изложницы, при этом боковые грани углубления образованы
попарно симметричными выпуклыми гиперболическими поверхностями, а ребра - сопряженными с ними вьтуклы- ми цилиндрическими поверхностями, причем высота вьтуклостей гиперболи-
ческих и,цилиндрических поверхностей составляет 0,075-0,15, а ширина цилиндрических поверхностей 1,2-3,33 высоты углубления.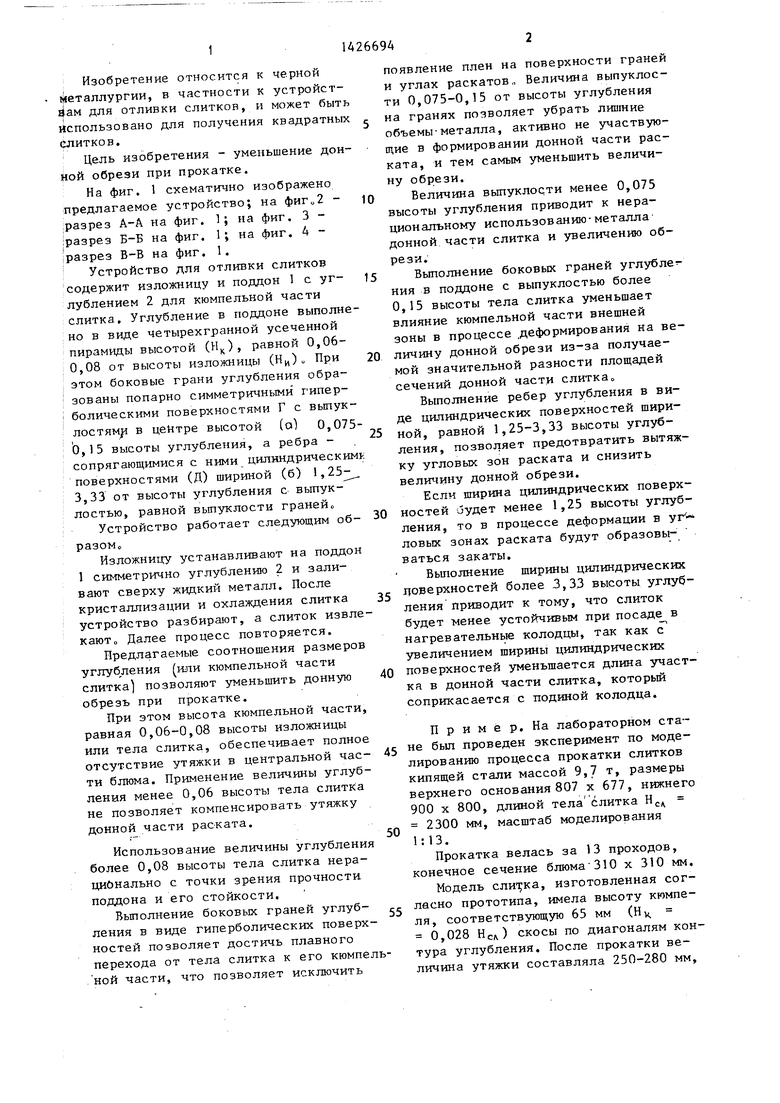
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТЛИВКИ СЛИТКОВ | 2000 |
|
RU2168388C1 |
| Поддон для сквозных изложниц | 1981 |
|
SU1006047A1 |
| Поддон для изложницы | 1977 |
|
SU747612A1 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| Поддон изложницы | 1977 |
|
SU662246A1 |
| Устройство для отливки листового слитка | 1990 |
|
SU1694325A1 |
| Поддон для сквозных изложниц | 1978 |
|
SU778913A1 |
| ПРЯМОУГОЛЬНЫХ изложниц | 1971 |
|
SU301215A1 |
| Поддон для отливки прямоугольных слитков | 1976 |
|
SU719793A1 |
| Слиток | 1984 |
|
SU1303254A1 |
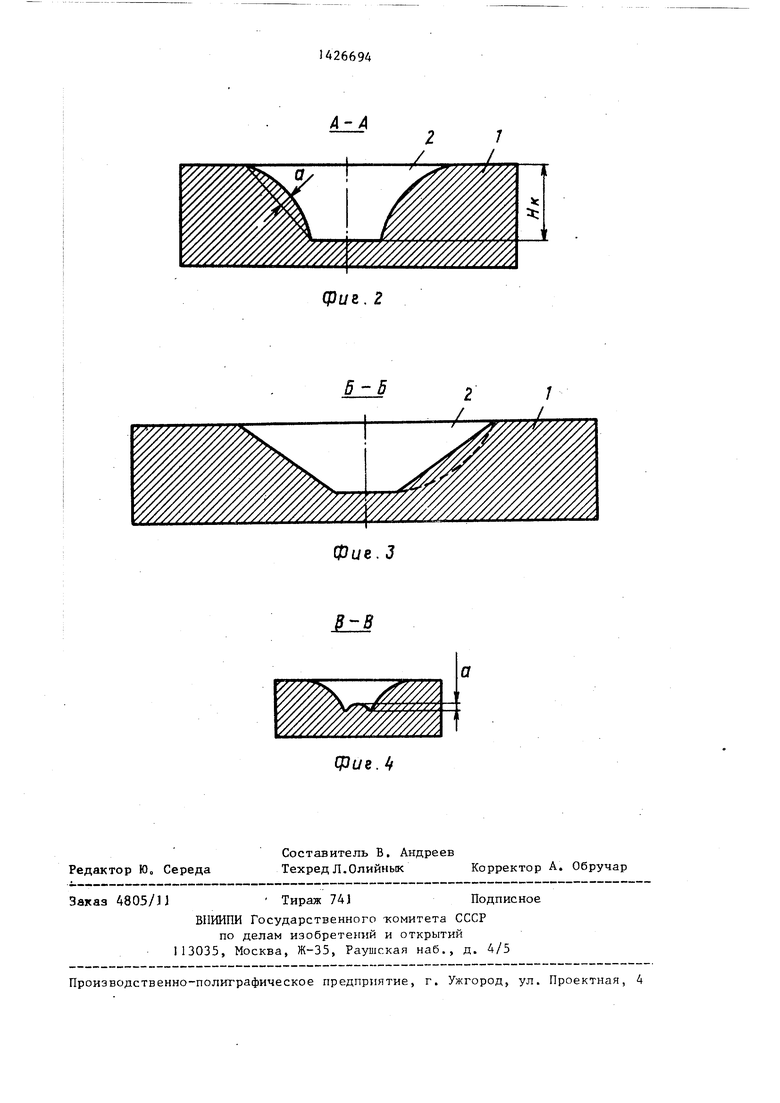
Изобретение относится к черной металлургии и может быть использовано для получения квадратных слитков о Цель изобретения - уменьйение донной обрези при прокатке. Устройство содержит изложницу 1 и поддон 2 с углублением 3 для кюмпелъной части слитка. Углубление 3 выполнено в виде четырехгранной усеченной пирамвды высотой, равной 0,06-0,08 высоты изложницы. При этом боковые грани углубления образованы попарно симметричными выпуклыми гиперболическими поверхностями, а ребра - сопряженными с ними выпуклыми цилцвдрическими поверхностями, причем высота выпуклостей этих поверхностей составляет 0,075-0,15, а ширина цилиндрических поверхностей - 1,2-3,33 от высоты углубления,, 3 ил., 1 табл 4:: ISD а С35 
имечание. Варианты 1-4 характеризуют вли5Шйе
высоты кюмпельяой части слвтка на величину обреэи, а варианты 5-8 - влияние величины выпуклости в цевт- ре боковых граней и в угловых зонах, а варианты 8-12 - влияние ширины цн- линдрических поверхностей, расооло- женных по диагоналям контура углувле- ния.
А-А
фуг. 2
Фие. 3
Срие.
г 1 / /
sc 5;
6-5
| Устройство для отливки слитков | 1975 |
|
SU546428A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Поддон изложницы | 1977 |
|
SU662246A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ПРЯМОУГОЛЬНЫХ изложниц | 0 |
|
SU301215A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
