Изобретение относится к области металлообработки, в частности, предназначено для обработки длинномерных маложестких осесимметричных тел вращения.
Известен резец, содержащий режущую пластину, закрепленную на державке с опорной поверхностью и двумя продольными сквозными пазами, в которых установлена пластина с ребрами, размещенными с натягом в продольных пазах державки под углом 45-60° к опорной поверхности державки (Авторское свидетельство СССР №1342604, кл. В 23 В 27/00, 1987).
Недостатками данного устройства являются трудность регулировки, нетехнологичность изготовления.
Известен режущий инструмент, содержащий корпус с опорной плоскостью и резец, закрепленный на нем при помощи оси и штифта, размещенных в отверстиях корпуса и резца (Авторское свидетельство СССР №1468668, кл. В 23 В 27/00, 1989).
Недостатками данного устройства являются виброударный характер процесса резания из-за сопротивления силам резания только сил трения, без сил упругости, сложность и дискретность регулировки.
Известен резец, содержащий головку и тело с прорезью П-образной формы (Авторское свидетельство CCCP №1144776, кл. В 23 В 27/00, 1985).
Недостатками данного устройства являются неоптимальная форма паза, способствующая поперечным смещениям резца, невозможность регулировки во время обработки, сложность настройки.
Известен резец с прорезью, взятый за прототип, содержащий державку с П-образным продольным пазом клинообразной формы и клин (Авторское свидетельство СССР №1306650, кл. В 23 В 27/00, 1987).
Недостатками данного устройства являются необходимость ступенчатого регулирования параметров резца, а форма паза способствует поперечным смещением режущей части, и снижение точности обработки.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении эффективности обработки тел вращения с достижением следующих технических результатов: повышение точности обработки за счет снижения сил резания в условиях обработки подобных вибрационному резанию и за счет возможности регулирования динамических параметров инструмента в широком диапазоне в процессе обработки со стабилизацией микропрофиля обработанной поверхности, обеспечиваемого поддержанием на определенном уровне амплитуды и частоты колебаний; повышение производительности обработки за счет снижения времени регулировки; расширение технологических возможностей за счет возможности изменения характера вибрационного резания для черновых и чистовых переходов; повышение надежности работы устройства за счет силового замыкания крепежных элементов.
Эта задача решается тем, что в резце с режущей частью и с державкой прямоугольного сечения, снабженной автоколебательной системой на основе соединения типа "паз-клин", это соединение выполнено на каждой из граней державки поперек ее оси в промежутке между смежными гранями, пазы имеют треугольное сечение и на вертикальных гранях державки в одной плоскости поперечного сечения, а на горизонтальных гранях - в разных плоскостях поперечного сечения, клинья выполнены упругодеформируемыми и зафиксированы в пазах зажимами, размещенными в рамке, охватывающей контур держателя и снабженной установочными упорами треугольного сечения, вершины которых опирают на горизонтальные грани державки в разных плоскостях поперечного сечения. Клинья могут быть выполнены цилиндрическими, а также полыми, причем полости клиньев могут быть заполнены вязким наполнителем и загерметизированы с торцов.
Соединение "паз-клин", выполненное на каждой из граней державки, способствует возникновению автоколебаний в различных направлениях при резании за счет снижения жесткости державки, при этом за счет дополнительных степеней свободы снижаются поперечные деформации технологической системы из-за переменных сил резания, обусловленных переменным припуском, твердостью материала заготовки, неуравновешенностью заготовки, что повышает точность размеров и формы детали.
Поперечное размещение пазов способствуют возникновению колебаний с минимальным поперечным отжимом и повышению точности обработки.
Пазы в промежутке между смежными гранями (несквозные) позволяют без снижения точности обработки скомпенсировать влияние деформаций державки в радиальном направлении за счет сохранения жесткости инструмента в данном направлении.
Пазы треугольного сечения повышают надежность работы инструмента путем силового замыкания клиньев в пазах.
Размещение вертикальных пазов в одной плоскости поперечного сечения способствуют возникновению колебаний в осевом направлении за счет снижения жесткости в горизонтальной плоскости с сохранением компактности компановки (при черновом точении для устойчивого стружкодробления и стабилизации сил резания).
Размещение горизонтальных пазов в разных плоскостях поперечного сечения способствуют возникновению колебаний в тангенциальном направлении за счет создания упругой перемычки между режущей частью и державкой.
Упругодеформируемые клинья в пазах стабилизируют микропрофиль по длине заготовки за счет регулирования динамических параметров инструмента, осуществляемого путем дополнительного регулирования как жесткости, так и демпфирования державки.
Клинья, зафиксированные в пазах зажимами, стабилизируют точностные параметры обработки за счет возможности регулирования параметров колебаний во время обработки.
Зажимы, размещаемые в рамке, охватывающей контур держателя, расширяют технологические возможности обработки за счет регулировки динамических характеристик инструмента по двум координатам.
Установочные упоры треугольного сечения, вершины которых опирают на горизонтальных гранях в разных плоскостях поперечного сечения, создают силовое замыкание в вертикальной плоскости с минимальным демпфированием в местах контакта рамки с гранями державки за счет линейного контакта.
Выполнение клиньев цилиндрическими повышает технологичность их изготовления.
Выполнение клиньев полыми позволяет регулировать параметры колебаний за счет изменения коэффициента демпфирования колебаний.
Заполнение клиньев вязким наполнителем повышает технологические возможности инструмента за счет расширения диапазона динамических характеристик резца.
Герметизация клиньев с торцов, предотвращает утечку наполнителя, а также позволяет осуществлять тонкую настройку динамических характеристик и упрощает устройство инструмента.
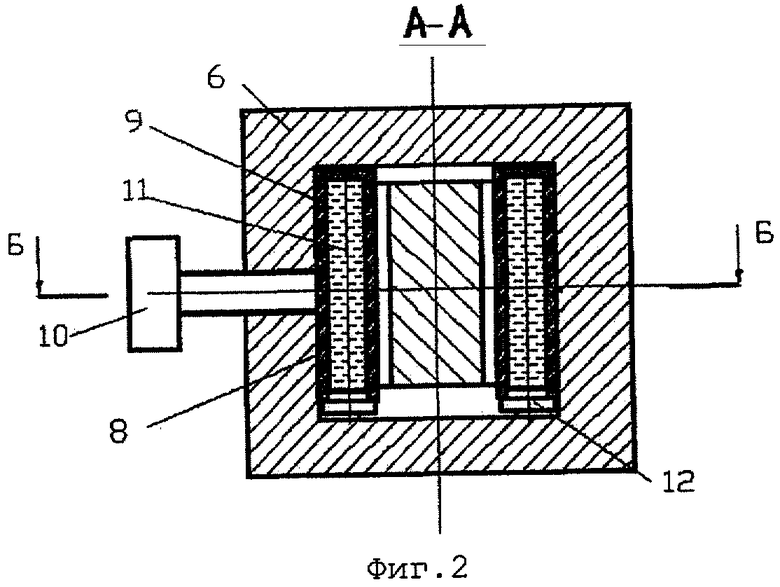
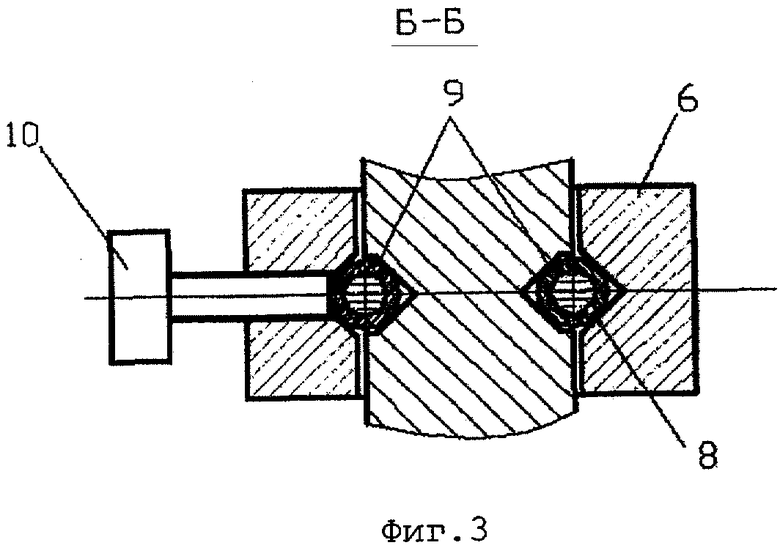
Предлагаемое изобретение иллюстрируется чертежами: на фиг.1 приведен общий вид резца для вибрационной обработки, на фиг.2 - сечение А-А на фиг.1, на фиг.3 - сечение Б-Б на фиг.2.
Резец для вибрационного резания (фиг.1) содержит режущую часть 1 и державку 2, на которой выполнены горизонтальные пазы 3, смещенные относительно друг друга вдоль оси державки и в которые вставлены клинья 4, фиксируемые зажимом 5, установленном в рамке 6, имеющей горизонтальные внутренние стенки 7 клиновидной формы. На этой же державке 2 выполнены и вертикальные пазы 8 (фиг.2, 3), но без смещения вдоль ее оси (в одной плоскости), в которые вставлены клинья 9, фиксируемые зажимом 10, также установленным в рамке 6. Клинья 4 и 9 могут иметь любую стержнеобразную форму и могут быть выполнены из различных материалов. В случае, если они выполнены цилиндрическими, что предпочтительнее, их тела выполняют полыми, эти полости заполняют вязким наполнителем 11, и герметизируют с торцов с использованием, например винтов 12.
Резец работает следующим образом. Винты 12 закручивают в клинья 4 и 7 с определенным усилием, задавая в них необходимое давление. Затем зажимом 8 устанавливают натяг в вертикальных пазах 6 в вертикальной плоскости, а другим зажимом 5 стягивают клинья 4 в горизонтальных пазах 3. При этом резцу задают определенную жесткость и коэффициент демпфирования в двух направлениях: осевом и тангенциальном. При резании за счет заданных динамических характеристик державки 2 по двум направлениям возникают комплексные продольно-тангенциальные колебания, реализуя механизм вибрационного резания, при этом за счет продольно-тангенциальных колебаний инструмента происходит демпфирование поперечных смещений вращающейся заготовки. Регулирование усилий зажимов 5 и 8 обеспечивает возможность стабилизации частотных характеристик процесса резания по всей длине заготовки, в том числе маложестких.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для вибрационного резания | 2017 |
|
RU2660488C1 |
| Резец для обработки железнодорожных колесных пар | 2022 |
|
RU2787612C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| Способ токарной обработки маложесткой длинномерной осессимметричной заготовки детали | 2022 |
|
RU2805022C2 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2231422C1 |
Изобретение относится к области металлообработки, обработке длинномерных маложестких осесимметричных тел вращения. Резец содержит режущую часть с державкой прямоугольного сечения, снабженной автоколебательной системой, использующей соединение «паз-клин». Для повышения точности и производительности обработки соединение «паз-клин» выполнено на каждой грани державки поперек ее оси в промежутке между смежными гранями, при этом пазы имеют треугольное сечение и размещены на вертикальных гранях державки в одной плоскости поперечного сечения, а на горизонтальных гранях - в разных плоскостях поперечного сечения. Клинья выполнены упруго-деформируемыми и зафиксированы в пазах зажимами, размещенными в рамке, охватывающей контур державки и имеющей установочные упоры треугольного сечения, вершины которых размещены на горизонтальных гранях державки в разных плоскостях поперечного сечения. Клинья выполнены цилиндрическими и/или полыми с полостями, заполненными вязким наполнителем и загерметизированы с торцов. 2 з.п. ф-лы, 3 ил.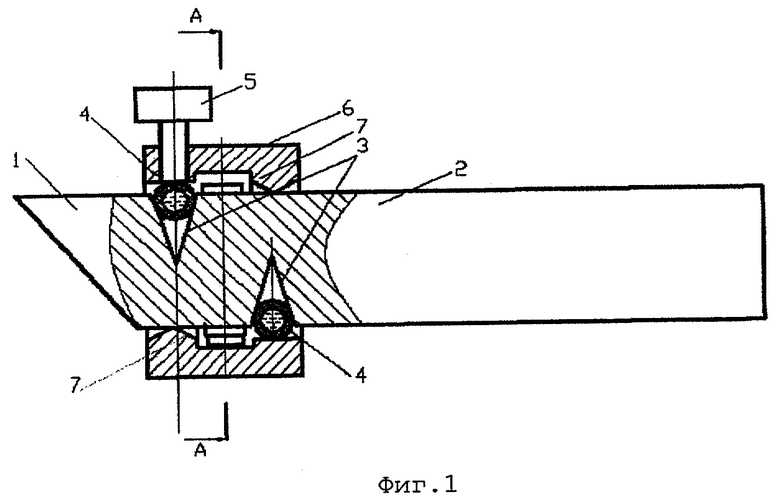
| Резец с прорезью | 1985 |
|
SU1306650A2 |
| Резец | 1986 |
|
SU1342604A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ С НАПЫЛЕННЫМИ МЕТАЛЛОПОКРЫТИЯМИ | 1997 |
|
RU2131327C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2231422C1 |
| ТЕРКА ВОРОХА | 0 |
|
SU292651A1 |

