Изобретение относится к области электромашиностроения и может быть использовано в производстве высоковольтных электрических машин.
Известен способ изготовления высоковольтных катушек электрических машин, согласно которому наматывают заготовки катушек в форме "лодочек" с одновременным наложением дополнительной витковой изоляции, растягивают в катушки, рихтуют лобовые части (см., например, Б.К.Клоков. Обмотчик электрических машин. М.: Высшая школа, 1987, с. 107).
Недостатком указанного способа является его непригодность при изготовлении высоковольтных катушек, сечение провода которых не превышает 4 мм2, так как в процессе намотки происходит растяжка провода с уменьшением поперечного сечения и увеличением омического сопротивления катушек и фазы двигателя соответственно.
Наиболее близким по технической сути и достигаемому результату - прототипу - является способ изготовления высоковольтных катушек электрических машин, согласно которому наматывают кольцевые заготовки из провода с сечением до 4 мм2 с одновременным наложением дополнительной витковой изоляции, придают им форму "лодочек", растягивают в катушки, рихтуют лобовые части нижней и верхней полуветвей катушек (см., например, Б.К.Клоков. Обмотчик электрических машин. М: Высшая школа, 1987, с. 101 - 106).
Недостатком способа является отсутствие разницы между внутренними контурами нижней и верхней полуветвей катушки после придания кольцевой заготовке формы "лодочки". Это приводит к тому, что при рихтовке лобовых частей в процессе перераспределения длины полуветвей витковая изоляция испытывает деформации от механического воздействия на лобовые части, приводящие к снижению электрической прочности и возникновению витковых замыканий. Полностью перераспределить длины между верхней и нижней полуветвями катушки не удается, поэтому для исключения смещения головок, обеспечения равномерных зазоров, притягивания лобовой части нижней полуветви к бандажному кольцу в процессе укладки лобовые части катушек приходится дополнительно рихтовать, что также приводит к деформации изоляции, снижению ее электрической прочности.
Задача состоит в том, чтобы уменьшить деформацию изоляции в процессе производства и укладки катушек в статор.
Технический результат достигается тем, что в способе изготовления высоковольтных катушек электрических машин, согласно которому наматывают кольцевые заготовки из провода с сечением до 4 мм2 с одновременным наложением дополнительной витковой изоляции, придают им форму "лодочки", растягивают в катушки, рихтуют лобовые части нижней и верхней полуветвей, осуществляют намотку заготовок в форме несимметричной "лодочки" с lв.к. = lв.к.р., lв.к. = lв.к.р. + (5 ... 10) мм, lв.к. = lв.к.р. - (5 ... 10) мм, где lв.к.р. - расчетное значение внутреннего контура катушки, растягивают заготовку в катушку, рихтуют лобовые части, укладывают в сердечник статора, определяют lв.к.у. и Δ l, где lв.к.у - уточненное значение внутреннего контура, Δ l - соответствующая ему разница длин нижней и верхней полуветвей, корректируют геометрию каждой половины шаблона типа "лодочки" в соответствии с lв.к.у. и Δ l, смещают горизонтальную ось кольцевой заготовки, намотанной с внутренним радиусом R = 0,159 lв.к.у. относительно оси головок половинок шаблона на величину e = sin γ • R, где  придают кольцевой заготовке форму несимметричной "лодочки".
придают кольцевой заготовке форму несимметричной "лодочки".
Уточнение длины внутреннего контура катушки по трем заготовкам в форме несимметричных "лодочек" позволяет определить Δ l - разницу длин нижней и верхней полуветвей катушки по внутреннему контуру и на его основе откорректировать геометрию половинок шаблона "лодочек", величину смещения e оси головок половинок шаблона относительно горизонтальной оси кольцевой заготовки, внутренний радиус R намотки кольцевых заготовок. После придания кольцевой заготовке формы несимметричной "лодочки" положение центров радиусов головок катушек четко определено, при этом длина нижней полуветви катушки по внутреннему контуру оказывается больше длины верхней полуветви на величину Δ l.
Техническим результатом предлагаемого решения является отсутствие деформации изоляции в процессе изготовления катушки, так как отпадает надобность в перераспределении длин верхней и нижней полуветвей при рихтовке лобовых частей, отсутствие деформации изоляции и в процессе укладки катушек, поскольку обеспечено: прилегание лобовой части нижней полуветви катушек к бандажному кольцу, симметричное расположение оси головки относительно пазовых частей катушек, равномерность зазоров в лобовых частях катушек.
На чертеже изображена кольцевая заготовка до и после придания ей формы несимметричной "лодочки".
В кольцевой заготовке дуга  равна длине нижней полуветви катушки по внутреннему контуру, дуга
равна длине нижней полуветви катушки по внутреннему контуру, дуга  - верхней полуветви. Их разница равна Δ l. Ось расположения центров головок ac смещена на величину e относительно горизонтальной оси кольцевой заготовки. Величина смещения e определяется из Δ aoo':
- верхней полуветви. Их разница равна Δ l. Ось расположения центров головок ac смещена на величину e относительно горизонтальной оси кольцевой заготовки. Величина смещения e определяется из Δ aoo':
e = sinγ•R (1)
Значение угла γ определяется из пропорции:
2 π R = 360o
Δl = 2γ,
откуда
Способ реализуется следующим образом: устанавливают на коромысло намоточного станка две половины 2 и 6 шаблона типа "лодочки" (см. чертеж), снимают регулировочные накладки 4, раздвигают половинки шаблона на величину l, при этом сумма дуг  и
и  равна lв.к.р. - расчетному значению внутреннего контура катушки, наматывают заготовку в форме несимметричной "лодочки" с lв.к. = lв.к.р., устанавливают регулировочные накладки 4 и наматывают заготовку с lв.к. = lв.к.р. + (5 ... 10) мм, снимают регулировочные накладки 4 и 3, наматывают заготовку с lв.к. = lв.к.р - (5 ... 10) мм, растягивают заготовку в катушку, рихтуют лобовые части, укладывают в сердечник статора. По вылетам лобовых частей, зазорам в лобовых частях, прилеганию нижней полуветви к бандажному кольцу, расположению оси головки относительно пазовых частей определяют, какая заготовка lв.к. = lв.к.р.; lв.к. = lв.к.р. - (5 . . . 10) мм; lв.к. = lв.к.р. + (5 ... 10) мм удовлетворяет комплексу требований, указанному в чертеже катушки и статора обмотанного, обозначают ее lв.к.у. и определяют Δ l, корректируют форму половинок шаблона: снимают накладку 4, накладки 4 и 3 или оставляют накладки 4 и 3 (см. чертеж) с таким расчетом, чтобы при расстоянии между половинками шаблонов, равном l, разница между длиной дуги
равна lв.к.р. - расчетному значению внутреннего контура катушки, наматывают заготовку в форме несимметричной "лодочки" с lв.к. = lв.к.р., устанавливают регулировочные накладки 4 и наматывают заготовку с lв.к. = lв.к.р. + (5 ... 10) мм, снимают регулировочные накладки 4 и 3, наматывают заготовку с lв.к. = lв.к.р - (5 ... 10) мм, растягивают заготовку в катушку, рихтуют лобовые части, укладывают в сердечник статора. По вылетам лобовых частей, зазорам в лобовых частях, прилеганию нижней полуветви к бандажному кольцу, расположению оси головки относительно пазовых частей определяют, какая заготовка lв.к. = lв.к.р.; lв.к. = lв.к.р. - (5 . . . 10) мм; lв.к. = lв.к.р. + (5 ... 10) мм удовлетворяет комплексу требований, указанному в чертеже катушки и статора обмотанного, обозначают ее lв.к.у. и определяют Δ l, корректируют форму половинок шаблона: снимают накладку 4, накладки 4 и 3 или оставляют накладки 4 и 3 (см. чертеж) с таким расчетом, чтобы при расстоянии между половинками шаблонов, равном l, разница между длиной дуги  длиной дуги
длиной дуги  равнялось значению Δl, снимают половинки шаблона 2 и 6 с намоточного станка и устанавливают на стол 1 устройства для придания заготовке формы несимметричной "лодочки", вставляют ось половинок шаблона от упора 5 на расстоянии l1 = e + R + h, где e = sin γ • R - расстояние между горизонтальной осью кольцевой заготовки и осью половинок шаблона, R = 0,159 • lв.к.у. - внутренний радиус кольцевой заготовки, h - высота кольцевой заготовки, наматывают кольцевую заготовку, укладывают на стол 1 устройства для придания ей формы несимметричной "лодочки", вплотную к упору 5, выставляют половинки шаблона 2 и 6 таким образом, чтобы точки a и c касались кольцевой заготовки, придают кольцевой заготовке форму несимметричной "лодочки", раздвигая половинки шаблона 2 и 6 усилием P1 до размера l между точками a' и c', при этом усилием P2 точка d кольцевой заготовки приближается постоянно к половинкам шаблона 2 и 6 с тем расчетом, чтобы в точках a и c не создавать напряжения на изоляцию (см. чертеж).
равнялось значению Δl, снимают половинки шаблона 2 и 6 с намоточного станка и устанавливают на стол 1 устройства для придания заготовке формы несимметричной "лодочки", вставляют ось половинок шаблона от упора 5 на расстоянии l1 = e + R + h, где e = sin γ • R - расстояние между горизонтальной осью кольцевой заготовки и осью половинок шаблона, R = 0,159 • lв.к.у. - внутренний радиус кольцевой заготовки, h - высота кольцевой заготовки, наматывают кольцевую заготовку, укладывают на стол 1 устройства для придания ей формы несимметричной "лодочки", вплотную к упору 5, выставляют половинки шаблона 2 и 6 таким образом, чтобы точки a и c касались кольцевой заготовки, придают кольцевой заготовке форму несимметричной "лодочки", раздвигая половинки шаблона 2 и 6 усилием P1 до размера l между точками a' и c', при этом усилием P2 точка d кольцевой заготовки приближается постоянно к половинкам шаблона 2 и 6 с тем расчетом, чтобы в точках a и c не создавать напряжения на изоляцию (см. чертеж).
В полученной по предлагаемому способу изготовления высоковольтной катушки электрической машины при рихтовке ее лобовых частей исключается деформация изоляции, поскольку отпадает надобность в перераспределении длин нижней и верхней полуветвей катушек, в отрихтованной катушке обеспечена симметрия расположения головок катушки относительно пазовых частей, вылеты и углы лобовых частей, зазоры между ними соответствуют расчетным, что также исключает деформацию изоляции при укладке катушек в сердечник статора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Способ изготовления катушек петлевой двухслойной обмотки | 1983 |
|
SU1081749A1 |
| Способ изготовления шаблонных обмоток электрических машин | 1981 |
|
SU1003257A1 |
| Обмотка статора высоковольтной двухполюсной машины | 1989 |
|
SU1721716A1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2020692C1 |
| Способ изготовления катушек статора электрической машины | 1984 |
|
SU1256122A1 |
| Катушка жесткой двухслойной обмотки статора | 1983 |
|
SU1310949A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА | 2012 |
|
RU2529012C2 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
Изобретение относится к электротехнике и может быть использовано в производстве высоковольтных электрических машин. Сущность изобретения состоит в следующем. Наматывают кольцевые заготовки из провода с сечением до 4 мм с одновременным наложением дополнительной витковой изоляции, придают им форму "лодочки", растягивают в катушки, рихтуют лобовые части нижней и верхней полуветвей, осуществляют намотку заготовок в форме несимметричной "лодочки" с длиной внутреннего контура lв.к. = lв.к.р., lв.к. = lв.к.р. + (5 - 10) мм и с lв.к. = lв.к.р. + (5 - 10) мм, где lв.к.р. - расчетное значение внутреннего контура катушки, растягивают заготовку в катушку, рихтуют лобовые части, укладывают в сердечник статора, определяют lв.к.р.у. и Δl, где lв.к.р.у. - уточненное значение внутреннего контура катушки, Δl - соответствующая ему разница длин нижней и верхней полуветвей катушки, корректируют геометрию каждой половины шаблона типа "лодочки" в соответствии с lв.к.р.у. и Δl, смещают горизонтальную ось кольцевой заготовки, намотанной с внутренним радиусом R = 0,159 lв.к.р.у. относительно оси головок половинок шаблона на величину e = sinγ • R, где γ=20,66Δl/R, придают кольцевой заготовке форму несимметричной лодочки". Технический результат от использования данного изобретения состоит в уменьшении деформации в процессе производства и укладки катушек в статор. 1 ил.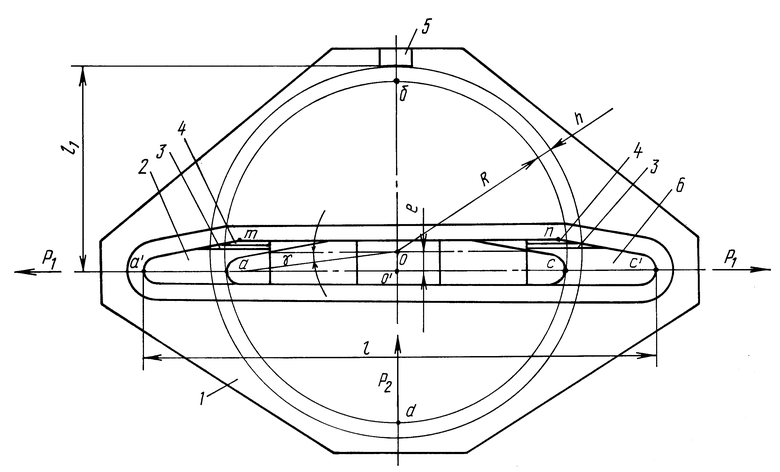
Способ изготовления высоковольтных катушек электрических машин, согласно которому наматывают кольцевые заготовки из провода с сечением до 4 мм2 с одновременным наложением дополнительной витковой изоляции, придают им форму "лодочки", растягивают в катушки, рихтуют лобовые части нижней и верхней полуветвей, отличающийся тем, что осуществляют намотку заготовок в форме несимметричной "лодочки" с длиной внутреннего контура lв.к. = lв.к.р., lв.к. = lв.к.р. + (5 - 10) мм и с lв.к. = lв.к.р. - (5 - 10) мм, где lв.к.р. - расчетная длина внутреннего контура катушки, растягивают заготовки в катушки, рихтуют лобовые части, укладывают в сердечник статора, определяют lв.к.у. и Δl, где lв.к.у. - уточненная длина внутреннего контура катушки, Δl - соответствующая ему разница длин нижней и верхней полуветвей катушки, корректируют геометрию каждой половины шаблона типа "лодочки" в соответствии с lв.к.у. и Δl, смещают горизонтальную ось кольцевой заготовки, намотанной с внутренним радиусом R = 0,159 lв.к.у., относительно оси головок половинок шаблона на величину e = sinγ • R, где γ = 20,66 Δl/R, придают кольцевой заготовке форму несимметричной "лодочки".
| КЛОКОВ Б.К | |||
| Обмотчик электрических машин | |||
| - М.: Высшая школа, 1987, с.101 - 106, 107 | |||
| Способ изготовления монолитных пакетов из листового электропроводящего материала | 1989 |
|
SU1693691A1 |
| Способ изготовления статора электродвигателя | 1987 |
|
SU1638771A1 |
| DE 4021591 C2, 24.07.1987 | |||
| DE 4338913 A1, 07.11.1993. | |||

