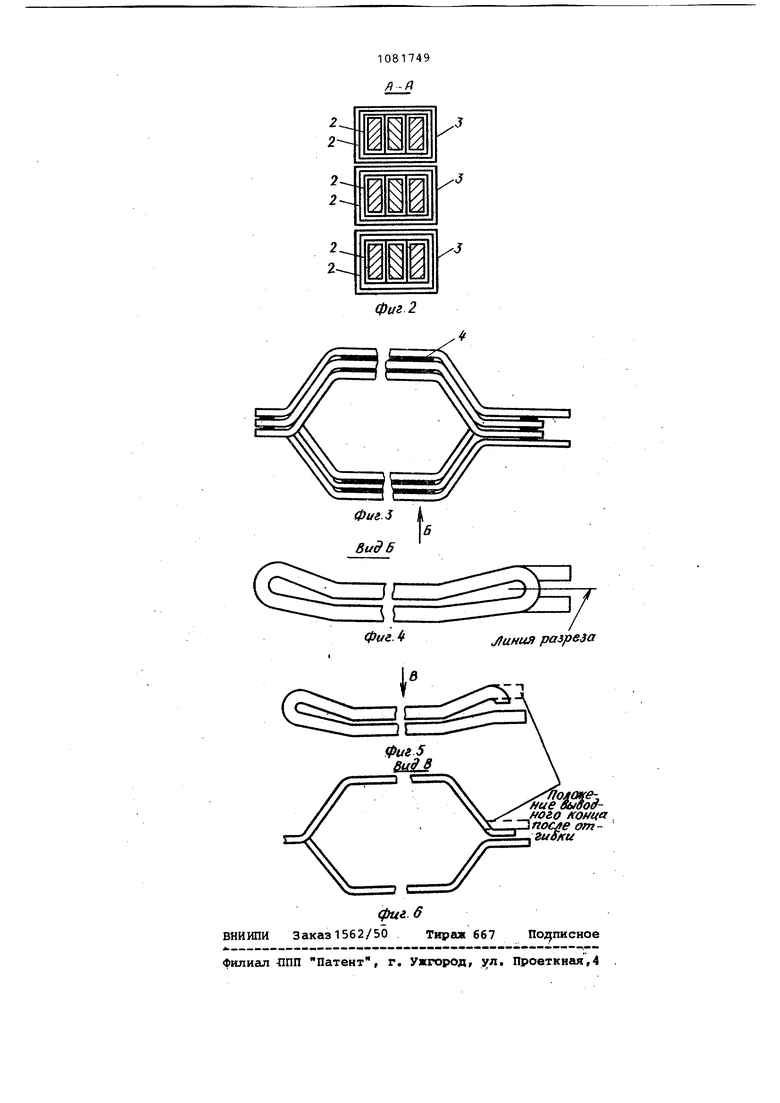
Изобретение относится к технол гии изготовления катушек обмоток , электрических машин и может быть использовано в электротехнической промыыленности. Известен способ изготовления к тушек петлевой двухслойной обмотк включающий обрезку заготовки, ее гибку и формовку на специальньох шаблонах и наложение изоляции. Недостатками способа являются сложная технология изготовления и большая трудоемкость. Известен также способ изготовления катушек петлевой двухслойной обмотки, включак1дий намотку з товки в виде спирали из нескольких витков с одновременным наложе нием изоляции, растяжку заготовки в лодочку и по шагу, снятие изо ции с выводных концов под пайку и рихтовку выводных концов 23. Недостатками способа являются ограниченные технологические возможности/ поскольку нельзя изготавливать одновитковые катушки, так как они не имеют замкнутого к тура, и недостаточно высокая прои водительность. Цель изобретения - расширение технологических возможностей путем изготовления одновитковых катушек и повынение производительно ти. Поставленная цель достигается тем, что согласно.способу изготовл ния катушек петлевой двухслойной обмотки, включающему намотку загот ки в виде спирали из нескольких витков с одновременным нгшожением изоляции, растяжку заготовки в ло дочку и по шагу, снятие изоляции с выводных концов под пайку и рихтовку выводных концов,,спираль образуют, располагая витки по цилиндрической винтовой линии рядом один с другим, а после растяжки за готовки ее разрезают со стороны выводных концов на одновитковые части. На фиг.1 показана намотанная за готовка из нескольких витков на фиг.2 - сечение А-А на фиг.1 на фиг.З - заготовка после ее растяж,ки на фиг. 4 -,вид Б на фиг.З; на фиг. 5 - одновитковая катушка посл разрезки заготовки; на фиг.6 - вид В на фиг.5. Способ осуществляется следующим o6pa30jvi. Намотку заготовки в виде цилиндрической винтовой спирали ведут из нескольких бухт провода по числу элементарных проводников в катушке. При этом в круговую заготовку наматывают столько витков 1, сколько хотят одновременно получить катушек. Эти витки при намотке круговой заготовки имеют одинаковый внутренний радиус и располагаются рядом (фиг.1). Обмоточные головки стана, обьочно применяемые для наложения витковой изоляции, используют для наложения корпусной изоляции 2, а количество рулонов изоляционной ленты на головках (или число обмоточных головок) равно числу слоев корпусной изоляций (фиг.2). Например, если корпусная изоляция состоит из трех слоев изоляционной ленты и одного слоя покровной ленты 3, то требуется четыре обмоточных головки. Средняя длина круговой заготовки равна средней длине витка катушки с учетом длины выводных концов. Далее полученную круговую заготовку растягивают в лодочку а затем, устанавливая дистанционные распорки 4, лодочке на растяжном станке придают форму катушки {фиг.З) . Длина лобовой части со стороны выводов у этой заготовки равна сумме длины лобовой части секции с заготовительной длиной выводных концов. Головку со стороны выводов разрезают. После разрезки получаются готовые катушки одновитковой петлевой двухслойной обмотки, которые нуждаются только в незначительной отгибке (рихтовке) концов и зачистке изоляции этих концов под пайку (фиг. 5 и 6). Предлагаемый способ повмиает производительность изготовления одновитковых катушек петлевой двухслойной обмотки путем изготовления рдновременно нескольких катушек. Изобретение позволяет расширить технологические возможности способа и повысить его производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА | 2012 |
|
RU2529012C2 |
| Способ изготовления шаблонных обмоток электрических машин | 1981 |
|
SU1003257A1 |
| Способ изготовления катушек статора электрической машины | 1984 |
|
SU1256122A1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| Обмотка статора электрической машины и способ ее изготовления | 1982 |
|
SU1080239A1 |
| Способ изготовления и укладки обмотки в пазы магнитопровода электрической машины | 1981 |
|
SU989690A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК ПЕТЙЗВОЙ ДВУХСЛОЙНОЙ ОБМОТКИ, включающий намотку заготовки в виде спирали из нескольких витков с одиовременньм наложением изоляции, растяжку заготовки в лодочку и по шагу, снятие изоляции с выводных концов под пайку и рихтдвку выводных коицов, о т л и ч аю щ и и с я тем, что, с целью расширения технологических возможностей путем изготовления одновитковых катушек и повыяения производительности, спираль образуют, располагая витки по цилиндрической винтовой линии рядом один с другим, а после растяжки заготовки ее разрезают со стсфоны выводных концов (Л на одновитковые части. 00 iU ;р
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Виноградов Н.В | |||
| и др | |||
| Производство электрических машин | |||
| И., Энергич , 1970, с | |||
| Джино-прядильная машина | 1922 |
|
SU173A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Блюменкранц Д.Н | |||
| Технология крупного электромашиностроения, Т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Крупные машины | |||
| Л., Энергоиэдат, 1981, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
