оо ю
ел
Изобретение относится к электротехнике и может быть использовано при изготовлении катушек обмоток электрических М;ашин.
; Цель изобретения - повышение производительности изготовления одновитковых катушек волновой двухслойной обмотки электрических машин.
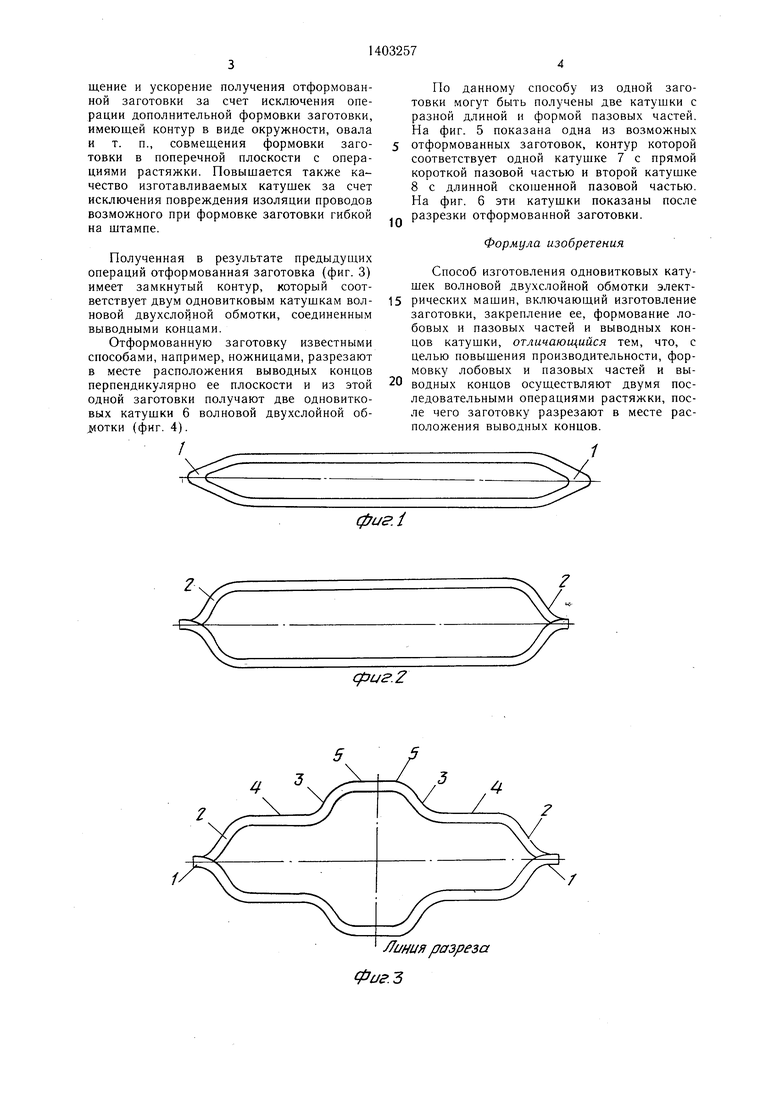
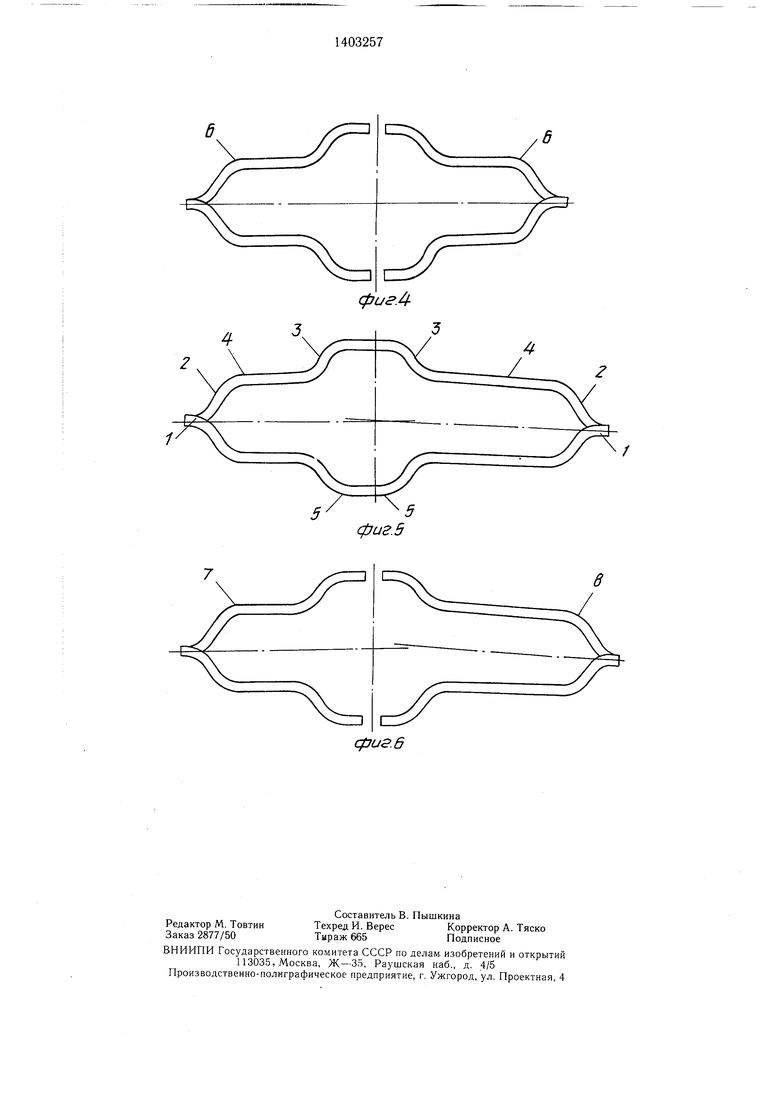
На фиг. 1 показана заготовка, имею- а1ая замкнутый контур, в частности, в виде лодочки; на фиг. 2 - заготовка после пфрвой операции формовки растяжкой; на ф|иг. 3 - отформованная заготовка; на фИг. 4 - две одновитковые катушки п4сле разрезания отформованной заготовки; н4 фиг. 5 - отформованная заготовка д4я двух катушек разной формы; на фиг. 6 - дйе одновитковых катушки разной формы пс|сле разрезания отформованной заготовки. j Способ осушествляется следующим обра- ,
1 Изготовление заготовки ведут намоткой пр{овода на плоский шаблон. В заготовку укладывают столько витков провода, скЬлько должно быть элементарных прово- в катушке. Длина заготовки по сред- Hefi линии равна сумме длин двух изго- та ливаемых одновитковых катушек волновой двухслойной обмотки с учетом длин выЬодных концов и припуска на разрезание. После намотки витки провода скреп- ля(от между собой, обрезают провод и заготовку снимают с шаблона. Полученная 3aifoTOBKa имеет замкнутый контур, который мо|кет представлять собой, например, ок- руа ность, овал и т. п.
Предпочтительной формой заготовки является «лодочка, имеюш,ая после намотки сформированные места перегибов головок I и подготовленные для дальнейших опфаций пазовые и лобовые части (фиг. 1). Круглые, овальные заготовки можно наматы- ватЬ на универсальном оборудовании, на- при1мер, на токарных станках.
Для намотки заготовок в виде лодочки гйожно использовать предназначенные для этого станки ТТ-20, ТТ-22, ТТ-24.
Далее заготовку закрепляют в оборудовании и производят формовку лобовых и пазовых частей и выводных концов катушки.
Если заготовка имеет контур в виде окружности, овала и т. п., то на ней сначала формуют головки 1 катушек, а участкам проводов, относящимся к пазовым частям катушек, придают прямолинейную форму и сближают их до расстояния, соответствующего расположению слоев обмотки. Это может быть выполнено, например, в гибочном штампе или посредством растяжки на специальном станке. Если за- roTOiBKa имеет форму лодочки, то перечисленные операции предварительной формов- ки в ыполнять нет необходимости.
Формовку лобовых и пазовых частей и выводных концов катуп1ки выполняют
5
5
0
5
0
5
0
5
0
каким-либо известным способом, например, гибкой в штампе. При этом встречным движением пуансонов на заготовке одновременно формируются первые 2 и вторые 3 лобовые части, пазовые части 4 и выводные концы 5 обеих полукатушек, соответствующих слоям обмотки. Это сопровождается сближением головок 1 заготовки по направляющим штампа и движением провода вдоль рабочих поверхностей пуансона и матрицы. Формовку лобовых и пазовых частей и выводных концов катушки в поперечной плоскости в этом случае выполняют на оправке или в штампе ручным или механизированным способом.
Предпочтительным способом формовки лобовых и пазовых частей и выводных концов катушки из заготовки, имеющей замкнутый контур, является растяжка ее двумя последовательными операциями. Для этого изготовленную заготовку - лодочку или предварительно деформированную заготовку с исходным контуром в виде окружности, овала и т. п. головками 1 и прямолинейными участками проводников фиксируют в механизмах закрепления головок и пазовых частей катушек и пазовых зажимах растяжного станка и производят первую операцию формовки-растяжку заготовки на шаг обмотки. Происходит образование первых лобовых частей 2 и пазовых частей 4 катушки, а головки катущек 1 сближаются в связи с неизменностью длины заготовки (фиг. 2). Для осуществления второй операции формовки полученную промежуточную заготовку фиксируют пазовыми частями 4 в механизмах закрепления головок катушек растяжного станка, а участки проводов между отформованными пазовыми частями 4 фиксируют в механизмах закрепления пазовых частей катушек растяжного станка. Длина прямолинейной части формовочного шаблона должна быть равна сумме длин выводных концов катушек и припуска на последующее разрезание (если он необходим). Далее производят вторую растяжку заготовки, имеющей замкнутый контур, на этот раз на шаг расположения выводных концов катушек. При этом образуются вторые лобовые части 3 и выводные концы 5 катушек и происходит соответствующее сближение отформованных ранее головок 1, первых лобовых 2 и пазовых 4 частей катушек. В ходе обеих операций растяжки вследствие поворота сечений проводов на углы, соответствующие шагу обмотки и шагу расположения выводов, происходит формовка заготовки в поперечной плоскости.
Преимуществами использования заготовки в виде лодочки и осуществления формовки лобовых и пазовых частей и выводных концов катушки двумя последовательными операциями растяжки являются упрощение и ускорение получения отформованной заготовки за счет исключения операции дополнительной формовки заготовки, имеющей контур в виде окружности, овала и т. п., совмещения формовки заготовки в поперечной плоскости с операциями растяжки. Повыщается также качество изготавливаемых катушек за счет исключения повреждения изоляции проводов возможного при формовке заготовки гибкой на штампе.
Полученная в результате предыдущих операций отформованная заготовка (фиг. 3) имеет замкнутый контур, который соответствует двум одновитковым катущкам волновой двухслойной обмотки, соединенным выводными концами.
Отформованную заготовку известными способами, например, ножницами, разрезают Б месте расположения выводных концов перпендикулярно ее плоскости и из этой одной заготовки получают две одновитко- вых катушки 6 волновой двухслойной об- 1отки (фиг. 4).
/
По данному способу из одной заготовки могут быть получены две катушки с разной длиной и формой пазовых частей. На фиг. 5 показана одна из возможных отформованных заготовок, контур которой соответствует одной катушке 7 с прямой короткой пазовой частью и второй катушке 8 с длинной скошенной пазовой частью. На фиг. 6 эти катушки показаны после разрезки отформованной заготовки.
Формула изобретения
Способ изготовления одновитковых катушек волновой двухслойной обмотки элект- 5 рических машин, включающий изготовление заготовки, закрепление ее, формование лобовых и пазовых частей и выводных концов катушки, отличающийся тем, что, с целью повышения производительности, формовку лобовых и пазовых частей и выводных концов осуществляют двумя последовательными операциями растяжки, после чего заготовку разрезают в месте расположения выводных концов.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Способ изготовления катушек петлевой двухслойной обмотки | 1983 |
|
SU1081749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА | 2012 |
|
RU2529012C2 |
| Способ изготовления и укладки обмотки в пазы магнитопровода электрической машины | 1981 |
|
SU989690A1 |
| Катушка жесткой двухслойной обмотки статора | 1983 |
|
SU1310949A1 |
| ОБМОТКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С КОРОТКИМ ВЫЛЕТОМ ЛОБОВЫХ ЧАСТЕЙ | 2003 |
|
RU2310965C2 |
| Катушка жесткой двухслойной обмотки статора | 1983 |
|
SU1145411A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| Способ изготовления жестких катушек электрических машин | 1983 |
|
SU1134989A1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
Изобретение относится к области электротехники и м. б. использовано при изготовлении катушек обмоток электрических машин. Целью изобретения является повышение производительности. Заготовку изготавливают в виде замкнутого контура, например в форме лодочки, намоткой провода на шаблон. Закрепляют заготовку, формуют лобовые и пазовые части и выводные концы (ВК) катушки. Отформованную заготовку получают в виде замкнутого контура, образованного двумя катушками, соединенными со стороны ВК, и разрезают ее перпендикулярно плоскости катушки в местах расположения ВК. При этом формовку можно производить двумя последовательными операциями растяжки, а катушки могут отличасться формой и длиной пазовой части. 6 ил. S (Л
фигЛ
сриг.г
2
разреза Фаг.
/
фигЛ
фиг. 5
в
фиг. 6
| Антонов М | |||
| В | |||
| и Герасимова Л | |||
| С | |||
| Технология производства электрических машин | |||
| - М.: Энергоиздат, 1982, с | |||
| РАССЕИВАЮЩИЙ ТОПЛИВО МЕХАНИЗМ | 1920 |
|
SU298A1 |
