Изобретение относиться к пьезотехнике и может быть использовано для изготовления изделий акустоэлектроники, высокочастотных кварцевых резонаторов и монолитных кварцевых фильтров.
В литературе описываются способы изготовления кварцевых кристаллических элементов, включающие многоэтапную механическую обработку кварцевых пластин, обладающие высокой трудоемкостью и малым процентом выхода годных сверхтонких кварцевых пластин высокочастотного диапазона.
В работе [1] реализуется многоступенчатый процесс механической обработки с последовательным уменьшением размера зерна абразива и последующий длительный процесс оптической полировки, а также этапы предварительного и окончательного кругления кварцевых кристаллических элементов.
Недостатком данного способа является то, что продолжительный и трудоемкий процесс механической обработки кварцевых кристаллических элементов занимает большую часть времени изготовления кварцевых резонаторов и монолитных фильтров, а также кварцевые резонаторы, изготовленные по данному способу, не отвечают современным требованиям по динамическим параметрам (динамическому сопротивлению).
Наиболее близким к заявленному способу изготовления кварцевых кристаллических элементов является технологический процесс изготовления тонких кварцевых пластин, описанный в [2], который включает следующие основные этапы технологических операций: односторонняя обработка поверхности с использованием оптического контакта, вывод клиновидности путем перемещения эксцентричной нагрузки и использование пневматического микрометра, измерение механических параметров пластин методом интерференционных полос одинаковой ширины при отражении, определение царапин и раковин.
Недостатком данного технического решения является то, что присутствует высокотрудоемкий технологический процесс механической обработки, а также невозможность изготавливать кварцевые кристаллические элементы сверхтонкой толщины ˜0,025 мкм (65 МГц по основному обертону) для современных кварцевых резонаторов и монолитных фильтров.
Задачей заявленного технического решения является повышение технологичности изготовления кварцевого кристаллического элемента с инвертированной мезаструктурой, уменьшение разброса по толщине в рабочей области (за счет группового селективного травления инвертированной мезаструктуры на большой заготовке), а также повышение процента выхода годных и сокращение количества операций механической обработки.
Решение поставленной задачи достигается тем, что в заявленном способе изготовления кварцевого кристаллического элемента с инвертированной мезаструктурой, включающем операции механической обработки кварцевых пластин, нанесения защитного покрытия, глубокого химического травления, после механической обработки кварцевых пластин выполняют операции химической полировки в низкоскоростном травящем растворе на основе фтористороводородной кислоты и механической полировки, после напыления защитного покрытия производиться щелочное травление кварцевого кристаллического элемента в форме инвертированной мезаструктуры, затем повторяют операцию напыления защитного покрытия для защиты рабочей области инвертированной мезаструктуры от воздействия скоростного травящего раствора при делении заготовки на кристаллические элементы с инвертированной мезаструктурой, окончательную доводку по частоте кварцевых кристаллических элементов производят при помощи глубокого химического травления в плавиковой кислоте для уменьшения разброса по толщине рабочей области инвертированной мезаструктуры.
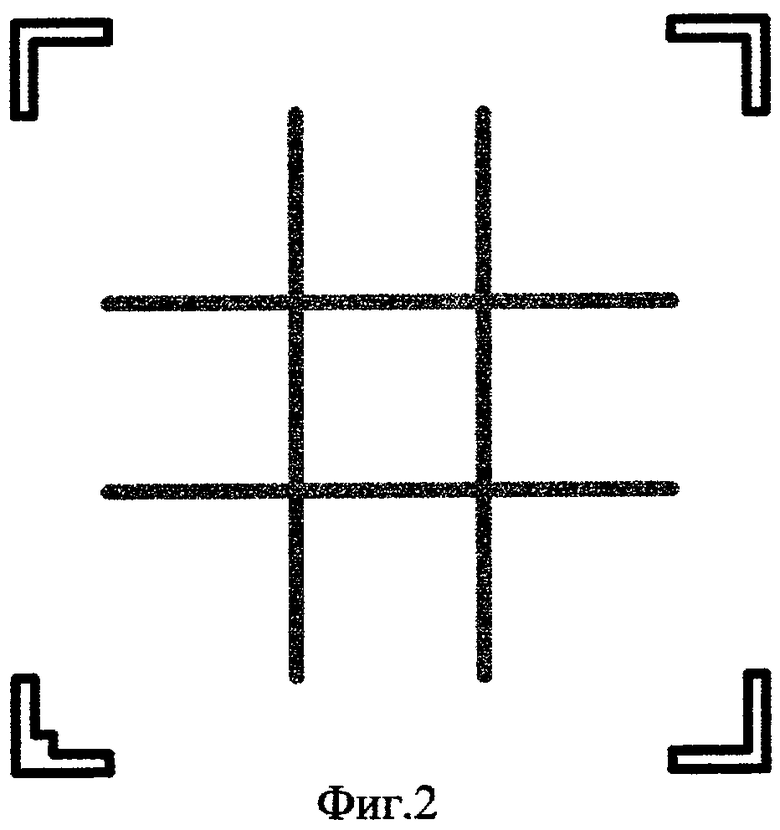
На фиг.1 показана топология маски для формирования защитного покрытия группового селективного травления инвертированной мезаструктуры.
На фиг.2 показана топология маски для формирования защитного покрытия, используемого для защиты рабочей области инвертированной мезаструктуры от травящего раствора в процессе деления кварцевой заготовки на кристаллические элементы с инвертированной мезаструктурой.
Сущность заявленного технического решения заключается в том, что при использовании групповой технологии селективного травления кварцевых кристаллических элементов повышается технологичность, процент выхода годных кристаллических элементов с инвертированной мезаструктурой за счет снижения операций механической обработки и повышается коэффициент использования кварцевого сырья.
По заявленному способу были изготовлены опытные образцы кварцевых кристаллических элементов из AT-среза (yxl/+35) с геометрическими размерами первоначальной заготовки 15×15×0.2 мм, после проведения последовательности операций селективного травления были получены кварцевые кристаллические элементы с инвертированной мезаструктурой с геометрическими размерами 4.5×4.5×0.08 мм в количестве 9 штук с заготовки, при этом диаметр рабочей области составил 3.0 мм и толщина рабочей области инвертированной мезаструктуры составила 0.025 мм. На основе данных кристаллических элементов были изготовлены высокочастотные фильтровые кварцевые резонаторы на частоту 65 МГц с динамическими параметрами не хуже, чем у обычных.
Источники информации
1. Л.И.Глюкман. "Пьезоэлектрические кварцевые резонаторы". - Л.: Энергия - 1969 г. - 260 с., с ил.
2. А.Г.Смагин. "Пьезоэлектрические кварцевые резонаторы и их применено". - М.: Издательство комитета стандартов, мер и измерительных приборов при совете министров СССР-1967 г. - 261 с., с ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения рельефа в диэлектрической подложке | 2018 |
|
RU2687299C1 |
| Способ изготовления тонких кристаллических пластин и тонких кристаллических элементов | 2019 |
|
RU2712426C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ РЕЗОНАТОРОВ БТ-СРЕЗА | 1999 |
|
RU2169986C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ АТ-СРЕЗА | 1995 |
|
RU2117382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 1989 |
|
RU1739826C |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Z-СРЕЗА | 2012 |
|
RU2475950C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 1992 |
|
RU2047267C1 |
| ВЫСОКОЧАСТОТНЫЙ ПЬЕЗОЭЛЕМЕНТ | 2003 |
|
RU2234186C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЬЕЗОЭЛЕМЕНТОВ ДЛЯ ВЫСОКОЧАСТОТНЫХ РЕЗОНАТОРОВ | 2010 |
|
RU2458458C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 2004 |
|
RU2292640C2 |
Изобретение относится к электротехнике и может быть использовано для изготовления изделий акустоэлектроники, высокочастотных кварцевых резонаторов и монолитных кварцевых фильтров. Техническим результатом изобретения является повышение технологичности изготовления кварцевого кристаллического элемента с инвертированной мезаструктурой, уменьшение разброса по толщине в рабочей области. Способ включает операции механической обработки кварцевых пластин, нанесения защитного покрытия, глубокое химическое травление, при этом после механической обработки кварцевых пластин выполняют операции химической полировки в низкоскоростном травящем растворе на основе фтористороводородной кислоты и механической полировки, а после напыления защитного покрытия производится щелочное травление кварцевого кристаллического элемента в форме инвертированной мезаструктуры, затем повторяют операцию напыления защитного покрытия для защиты рабочей области инвертированной мезаструктуры от воздействия скоростного травящего раствора при делении заготовки на кристаллические элементы с инвертированной мезаструктурой, окончательную доводку по частоте кварцевых кристаллических элементов производят при помощи глубокого химического травления в плавиковой кислоте. 2 ил.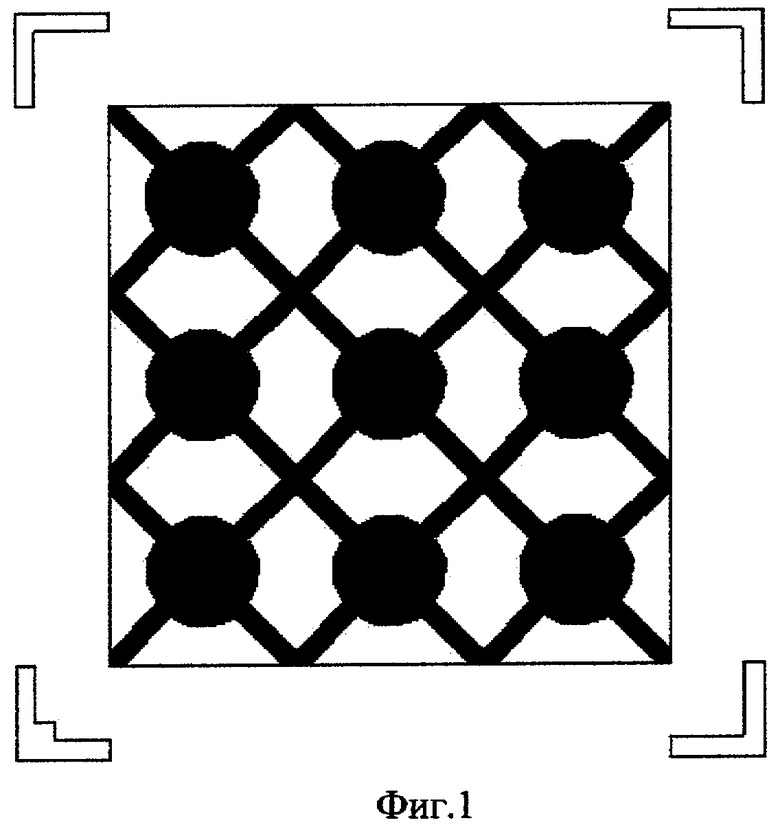
Способ изготовления кварцевого кристаллического элемента с инвертированной мезаструктурой для высокочастотного кварцевого резонатора, включающий операции механической обработки кварцевых пластин, нанесения защитного покрытия, глубокого химического травления, отличающийся тем, что после механической обработки кварцевых пластин выполняют операции химической полировки в низкоскоростном травящем растворе на основе фтористороводородной кислоты и механической полировки, после напыления защитного покрытия производиться щелочное травление кварцевого кристаллического элемента в форме инвертированной мезаструктуры, затем повторяют операцию напыления защитного покрытия для защиты рабочей области инвертированной мезаструктуры от воздействия скоростного травящего раствора при делении заготовки на кристаллические элементы с инвертированной мезаструктурой, окончательную доводку по частоте кварцевых кристаллических элементов производят при помощи глубокого химического травления в плавиковой кислоте.
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2150172C1 |
| ВЫСОКОЧАСТОТНЫЙ ПЬЕЗОЭЛЕМЕНТ | 2003 |
|
RU2234186C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ С ЛИНЗООБРАЗНЫМИ ПРОФИЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169985C2 |
| Способ изготовления кварцевых резонаторов | 1974 |
|
SU587601A1 |
| US 2004164648 А, 26.08.2004 | |||
| Взрывной способ образования экранирующей щели | 1980 |
|
SU907246A1 |

