Изобретение относится к машиностроению, к области станкостроения и может быть использовано при финишной абразивной обработке винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования.
Известен способ финишной абразивной обработки винтов, включающий сообщение шлифовальному кругу, установленному под углом, равным углу подъема витка винтовой поверхности, вращения, перемещения в поперечном направлении и поступательного движения с продольной подачей, равной шагу винта, а детали - вращения вокруг своей оси со скоростью, связанной со скоростью продольной подачи круга, при этом в качестве круга используют охватывающий деталь шлифовальный круг, который устанавливают с эксцентриситетом относительно оси обрабатываемой детали, а перемещение круга в поперечном направлении осуществляют увеличением эксцентриситета на каждый двойной ход продольной подачи, кроме того, вращение круга и обрабатываемой детали производят в разных направлениях с разными скоростями [1]. Причем осуществляют последовательную обработку выступа и впадины винтовой поверхности, для чего используют охватывающий шлифовальный круг, имеющий в поперечном сечении внутреннюю рабочую поверхность соответственно в виде впадины и в виде выступа.
Недостатками приведенного способа шлифования являются: невысокая точность, качество и производительность обработки из-за одностороннего действия поперечной силы резания, которая будет прогибать нежесткий обрабатываемый вал и требует применения подвижного люнета, при этом сложность конструкции головки (необходим индивидуальный привод вращения инструмента) для реализации этого способа удорожает отделочную обработку.
Задачей изобретения является повышение качества, производительности и точности обработки винтов за счет использования охватывающего абразивного инструмента и устройства его крепления при шлифовании, увеличивающее площадь контакта инструмента и заготовки и позволяющее интенсифицировать обработку винтовых поверхностей.
Поставленная задача решается предлагаемым устройством для абразивной обработки винтов охватывающим инструментом, при этом оно содержит инструмент, выполненный в виде охватывающей деталь торообразной упругой оболочки с абразивным слоем на внутренней поверхности тора. Кроме того, торообразная упругая оболочка закреплена в корпусе головки и имеет штуцер с ниппелем для подвода сжатого воздуха, приводящего упомянутую оболочку в рабочее состояние, при этом устройство предназначено для обработки винтов винтовых насосов.
Конструкция устройства для абразивной обработки винтов охватывающим инструментом поясняется чертежами.
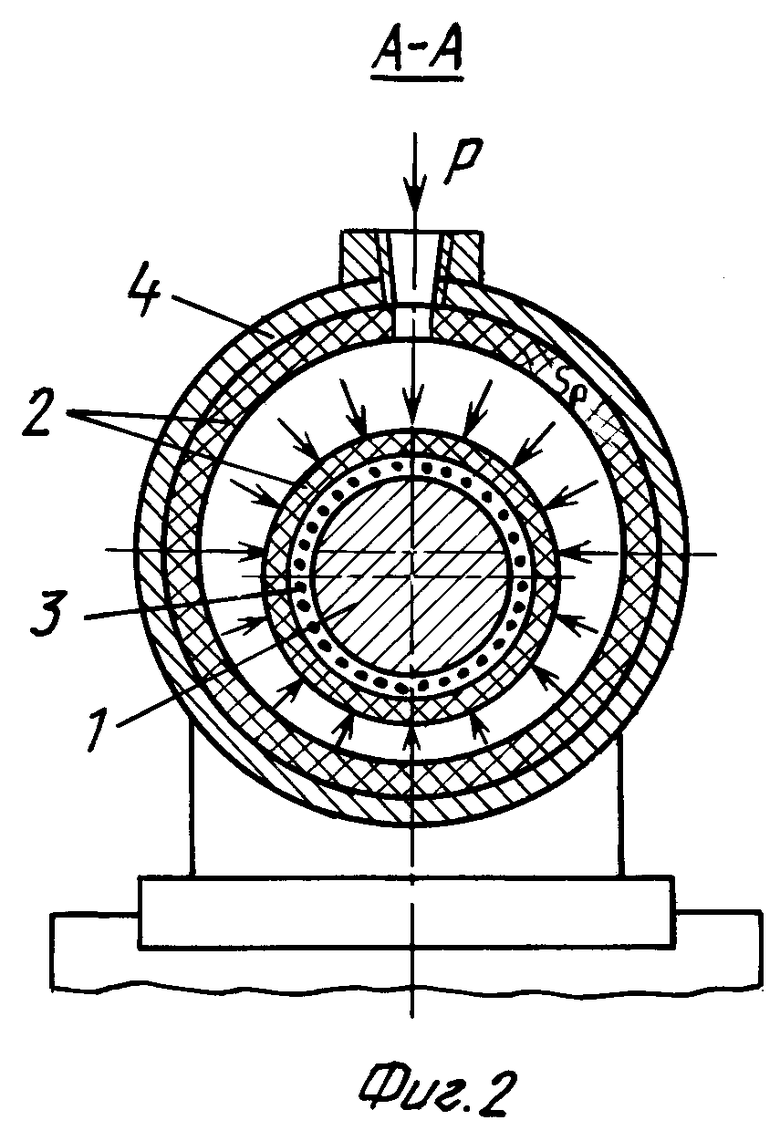
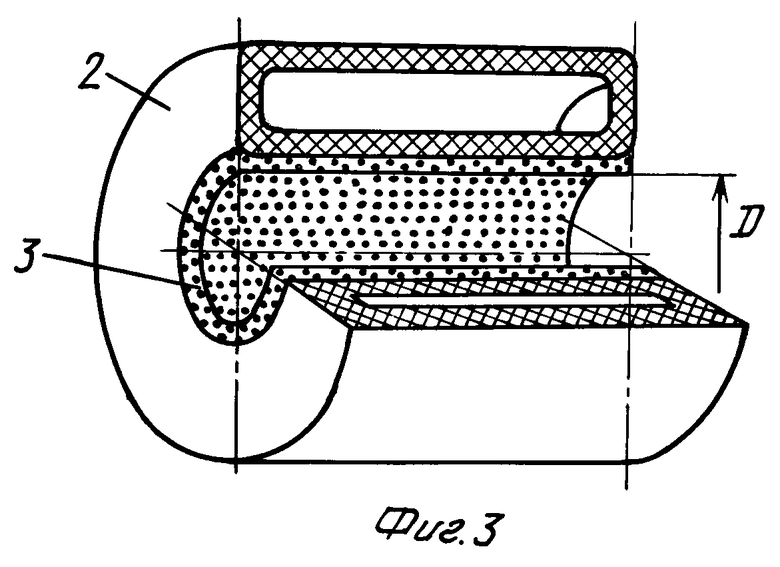
На фиг.1 приведена схема обработки предлагаемым устройством; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - охватывающий инструмент - торообразная упругая оболочка с абразивным слоем на внутренней поверхности тора.
При финишной абразивной обработке винтов 1 (например, винтовых насосов, имеющих профиль и размеры D, D1, t, e, e1, показанные на фиг.1) предлагаемым устройством в охватывающую торообразную упругую оболочку 2 с абразивным слоем 3 на внутренней поверхности тора вводят обрабатываемую деталь - винт 1. Диаметр внутренней поверхности тора оболочки 2, на котором нанесен абразивный слой 3, равен максимальному диаметру выступов обрабатываемой детали 1. При таком соотношении диаметров деталь 1 свободно входить в отверстие оболочки 2, которая находится в нерабочем состоянии. Для увеличения периода стойкости в качестве абразивного материала используют эльбор, искусственные и природные алмазы на каучуковой связке, толщина абразивного слоя 3 составляет 1 мм и более. Винту 1 сообщают вращение вокруг своей оси со скоростью Vд=Vи, равной скорости инструмента при абразивной обработки. Скорость назначается согласно характеристике и режущим свойствам абразивного слоя 3, закрепленного на внутренней поверхности тора охватывающей абразивной оболочки 2, как при обычной традиционной абразивной обработке.
Охватывающая торообразная упругая оболочка 2 с абразивным слоем 3 на внутренней поверхности тора установлена в корпусе 4 головки, которая крепится на суппорте, например, токарного станка (не показан).
Обрабатываемую деталь - винт 1 закрепляют в патроне 5 шпинделя 6 передней бабки 7, например, токарного станка и поджимают центром 8 задней бабки 9.
После того, как деталь 1 закреплена в патроне 5 и поджата центром 8, включают главное движение - вращение детали 1, а упругую оболочку 2 приводят в рабочее состояние путем подачи через штуцер и ниппель (не показан) под давлением Р сжатого воздуха.
Одновременно с главным движением резания, которым является вращение детали 1, инструменту 2 сообщают возвратно-поступательную продольную подачу Sпр.
Упругая абразивная оболочка 2 под давлением Р воздуха охватывает обрабатываемый винт 1 с усилием пропорционально давлению Р сжатого воздуха, обеспечивая радиальную подачу врезания Sp. Внутренняя поверхность оболочки 2 увеличивается и уменьшается в диаметре и принимает форму впадин и выступов винтовой поверхности обрабатываемого винта 1, ведя интенсивную абразивную обработку по всей длине винта, захватываемой инструментом. Таким образом, упругая оболочка 2 позволяет в процессе абразивной обработки радиальное перемещение абразивного слоя 3, способствуя равномерному распределению снимаемого припуска.
Упругая оболочка 2, являясь демпфером, сглаживает удары и уменьшает вибрации, выполняет функции люнета, ориентирует винт 1 по линии центров станка и позволяет вести охватывающую обработку длинных нежестких винтов 1 без поддержки задним центром 8.
Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⊘27-0,05 мм, D=30 мм, эксцентриситет e1= 1,65 мм, е=3,3 мм, шаг t = 28±0,01 мм, шероховатость Rа=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Припуск на сторону - 0,25 мм. Обработка проводилась на токарно-винторезном станке мод. 16К20 с помощью охватывающей головки, состоящей из корпуса и упругой оболочки с алмазным слоем на внутренней поверхности отверстия ⊘30 мм и длиной 200 мм, толщина алмазоносного слоя 1,0 мм, содержание алмазов при 100%-ной концентрации - 56 карат. Упругая оболочка изготовлялась на тканерезиновой основе и каучукосодержащей связке (аналог - алмазная бесконечная бесшовная лента АЛШБ, используемая на базовом предприятии). Смазочно-охлаждающая жидкость - сульфофрезол.
Окружная скорость заготовки - Vд= 169,56 м/мин (2,82 м/с), nд=2000 об/мин, продольная подача Sпр=2,8 мм/об, требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=5,5 мин (против Тм баз=16,5 мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием алмазной лентой на токарном станке 1К62 на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Достоинствами предлагаемого устройства для абразивной обработки охватывающим инструментом являются возможность абразивной обработки валов с переменным сечением, в частности винтов винтовых насосов, легко достижима нужная скорость резания, высокая производительность.
Преимущества предлагаемого устройства для абразивной обработки охватывающим инструментом: отсутствие стыков; более плавная обработка; большая жесткость технологической системы, нет необходимости поддерживать от прогиба люнетом обрабатываемый нежесткий, имеющий большую длину при малом диаметре, винт (как при традиционном круглом шлифовании); повышается качество и точность обработки благодаря охватыванию инструментом обрабатываемой поверхности при снятии больших неравномерных припусков; в 2-3 раза повышается производительность обработки благодаря большой площади контакта инструмента с заготовкой и сокращению количества проходов.
Благодаря применению предлагаемого устройства для абразивной обработки винтовых поверхностей винтов охватывающим инструментом улучшается качество и повышается производительность за счет увеличенной площади контакта инструмента и заготовки, позволяющей интенсифицировать обработку винтовых поверхностей и равномерное распределение снимаемого припуска.
Охватывающий инструмент в виде упругой оболочки, являясь демпфером, сглаживает удары и позволяет вести безвибрационную обработку, выполняет функции люнета, автоматически ориентирует деталь - винт по линии центров станка и позволяет вести охватывающую обработку длинных нежестких винтов без поддержки задним центром.
Способ, реализованный с помощью предлагаемого устройства, легко поддается автоматизации.
Источники информации
1. Патент РФ 2167748, МКИ В 23 G 1/36. Способ финишной обработки винтов. Степанов Ю. С., Афанасьев Б.И. и др. Заявка 99121764/02, заявл. 12.10.1999, опубл. 27.05.2001. БИ 15 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2200077C1 |
| ГИБКИЙ ОХВАТЫВАЮЩИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЭКСЦЕНТРИЧНЫХ ВАЛОВ И ВИНТОВ | 2001 |
|
RU2201331C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ | 2009 |
|
RU2433898C2 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ | 2009 |
|
RU2433899C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| АБРАЗИВНЫЙ КОЛЬЦЕОБРАЗНЫЙ ОХВАТЫВАЮЩИЙ КРУГ | 1999 |
|
RU2179503C2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
Изобретение относится к машиностроению и может быть использовано при финишной обработке винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования. Устройство содержит инструмент, выполненный в виде охватывающей деталь торообразной упругой оболочки с абразивным слоем на внутренней поверхности тора. Упругая оболочка позволяет в процессе обработки осуществить радиальное перемещение абразивного слоя, способствуя равномерному распределению снимаемого припуска. Использование устройства ведет к повышению качества, производительности и точности обработки винтов за счет использования охватывающего абразивного инструмента и устройства его крепления при шлифовании, увеличению площади контакта инструмента и заготовки, что позволяет интенсифицировать процесс обработки винтовых поверхностей. 1 з.п.ф-лы. 3 ил.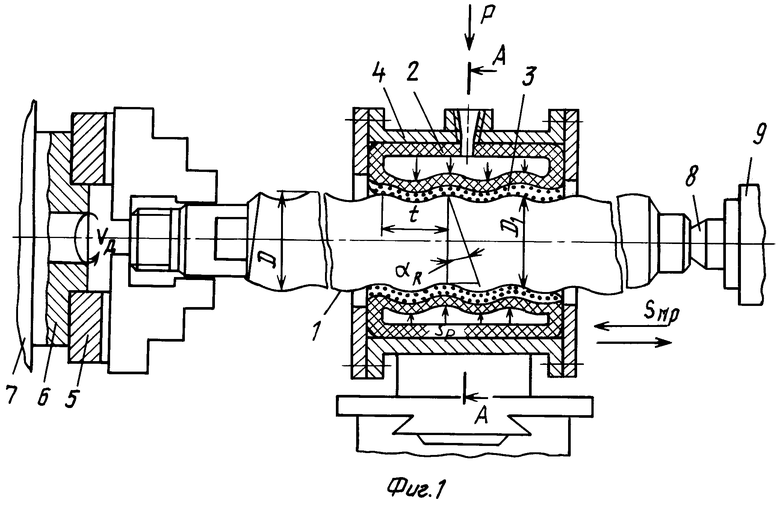
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| Способ обработки заготовок эластичным инструментом | 1986 |
|
SU1340993A1 |
| Способ обработки криволинейных поверхностей | 1984 |
|
SU1230801A1 |
| DE 3516619 A1, 21.11.1985. | |||

