Изобретение относится к машиностроению, к области станкостроения и может быть использовано при абразивной обработке винтовых поверхностей точных винтов, например винтов винтовых насосов, шариковых винтовых передач, преимущественно с большим углом подъема витков.
Известна головка для вихревого нарезания резьбы, содержащая корпус, установленную в нем с возможностью вращения полую оправку, расположенные равномерно по периметру на внутренней поверхности оправки резцедержатели с упругими элементами и механизмами крепления резцедержателей [1].
Недостатком головки является невозможность использования ее для абразивной отделочной обработки винтов.
Известна головка доя охватывающего шлифования винтов, содержащая шлифовальный круг, основание и корпус [2].
Недостатком известной головки является невозможность использования ее для абразивной и отделочно-полировальной обработки винтовых поверхностей винтов с большим углом подъема витков.
Задачей изобретения является расширение технологических возможностей, повышение качества и производительности обработки за счет использования охватывающего абразивного инструмента [3], увеличивающего длину дуги и площадь контакта инструмента с деталью, повышающего точность обрабатываемой поверхности и снижающего уровень вибраций головки.
Поставленная задача решается с помощью предлагаемой головки для охватывающего шлифования винтов, содержащая шлифовальный круг, основание и шарнирно соединенный с ним корпус, при этом она дополнительно содержит установленную в корпусе с возможностью вращения полую оправку с базовым посадочным коническим отверстием, металлический бандаж с наружной конической поверхностью, кольцевой диск и винты, кроме того, шлифовальный круг выполнен с профилированной режущей поверхностью центрального отверстия и заключен в металлический бандаж, служащий для создания в круге сжимающих напряжений, сопряженный с базовым посадочным коническим отверстием оправки и по ее периферии закрепленный кольцевым диском и винтами.
Сущность конструкции головки поясняется чертежами.
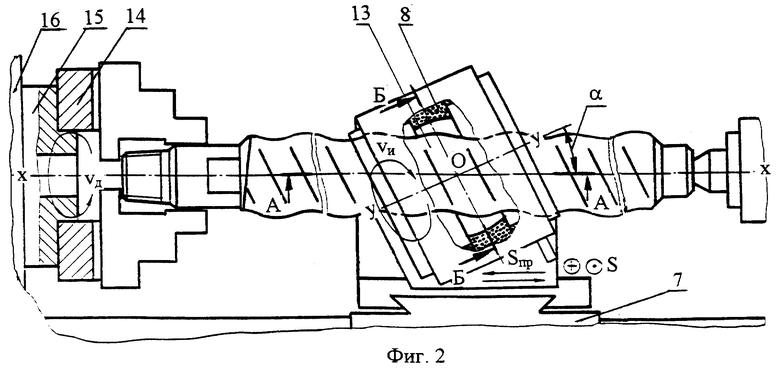
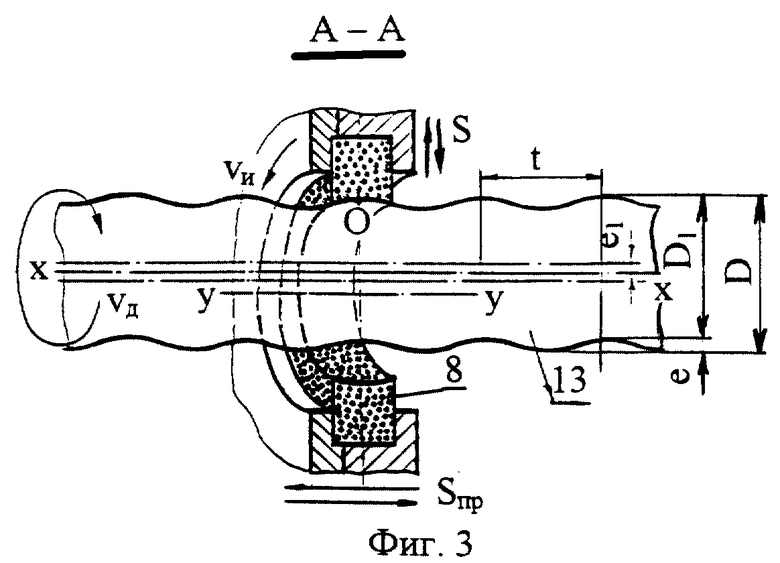
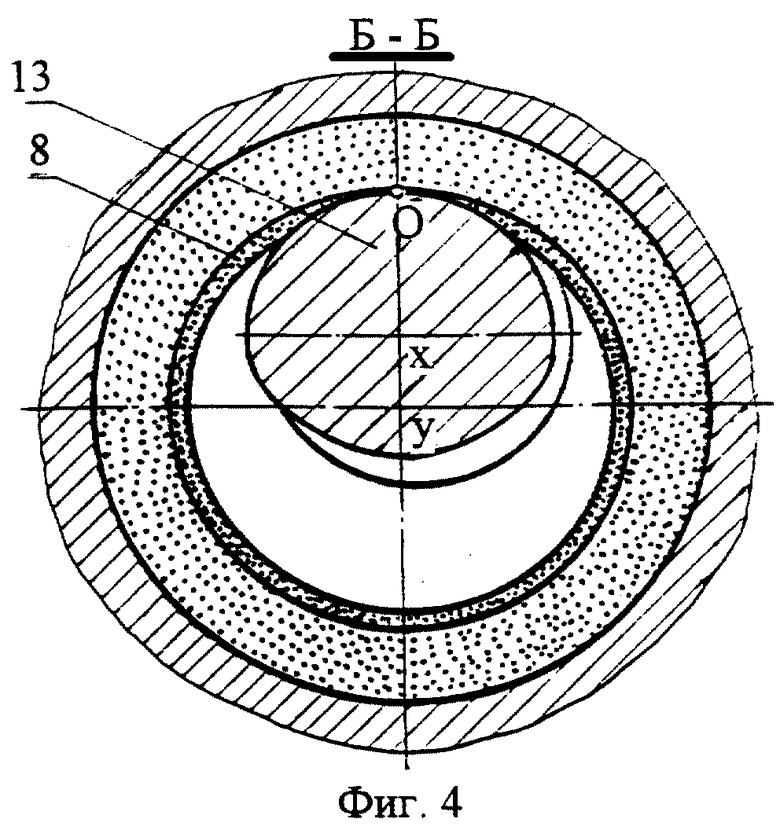
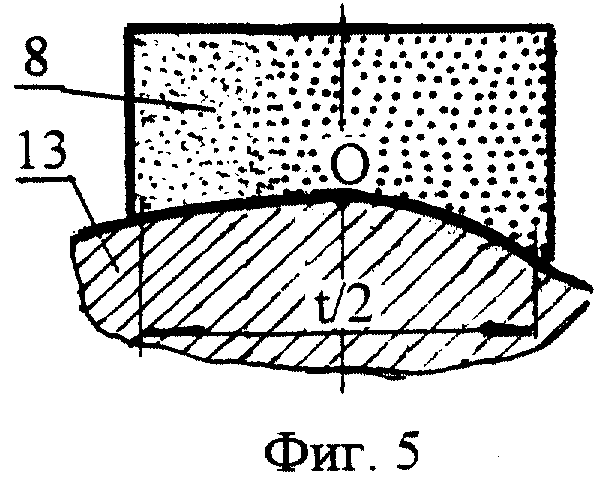
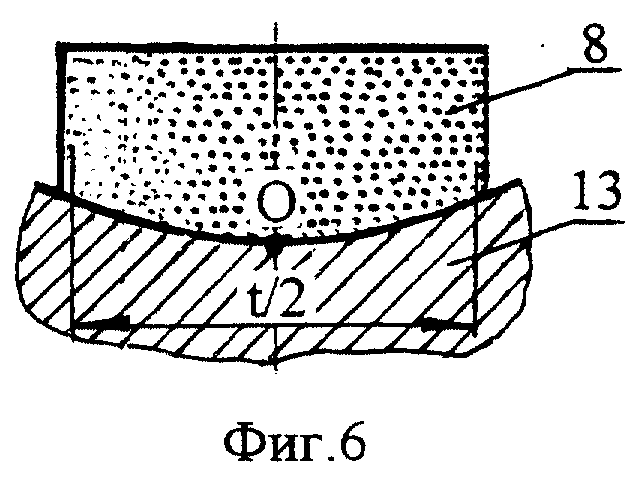
На фиг. 1 показана предлагаемая головка для охватывающего шлифования винтов, вид сбоку; на фиг. 2 приведена схема наладки для охватывающей абразивной обработки винтовых поверхностей винтов предлагаемой головкой с установкой детали - винт винтового насоса в патроне и на заднем центре; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - поперечное сечение охватывающего круга для обработки выступов; на фиг. 6 - поперечное сечение охватывающего круга для обработки впадин.
Головка состоит из привода (не показан), шкив которого соединен ремнями 1 со шкивом 2 вращательно-подвижной полой оправки 3, установленной в корпусе 4 посредством подшипников 5. Корпус 4 шарнирно соединен с основанием 6 и может изменять угол α установки оси у-у оправки 3 при изменении объекта производства, поворачиваясь относительно точки О. Основание 6 закреплено на суппорте 7, например, токарного станка.
На оправке 3 установлен шлифовальный круг 8 с профилированной внутренней режущей поверхностью, которой является центральное отверстие. Для повышения прочности в направлении действия сил инерции шлифовальный круг 8 сжат по периферии металлическим бандажом 9, одетый на круг в нагретом состоянии. При охлаждении бандаж 9 стягивает шлифовальный круг 8 и вызывает в нем сжимающие напряжения [3].
Наружная поверхность 10 бандажа 9 выполнена конической, которой он сопрягается с базовым посадочным коническим отверстием оправки 3. Такая посадка еще больше увеличивает прочность круга 8 во время работы. Можно осуществить такие условия сжатия круга 8, при которых не возникнет растягивающих разрушающих напряжений от действия сил инерции при вращении круга. Крепление стянутого круга 8 в оправке 3 осуществляется кольцевым диском 11 и винтами 12. В торце кольцевого диска 11 просверлены и нарезаны сквозные отверстия, в которые ввинчены винты, представляющие собой грузики, используемые при балансировке системы круг - оправка (не показаны).
Работа головки для охватывающего шлифования винтов заключается в следующем.
Перед ее началом проводят настройку головки, для чего ось у-у оправки 3 располагают эксцентрично относительно оси x-x обрабатываемой детали 13 и поворачивают относительно оси, проходящей через т. 0 на угол α подъема витка винтовой поверхности, благодаря шарнирному соединению корпуса 4 с основанием 6.
При включении двигателя вращение передается ремнями 1 на шкив 2 и оправку 3. Одновременно с этим основание 6 вместе с корпусом 4 и суппортом 7 токарного станка перемещаются в продольном направлении с заданной подачей.
При финишной абразивной обработке винтов 13 (например, винтовых насосов, имеющих профиль и размеры D, D1, t, e, e1, показанные на фиг. 2 и 3) предлагаемой головкой в охватывающий круг 8 вводят обрабатываемую заготовку - винт 13, закрепленную в патроне 14 шпинделя 15 бабки 16. Кругу 8 и детали 13 сообщают вращения вокруг своих осей в разных направлениях с разными скоростями vи и vд соответственно. Скорость назначается согласно характеристики охватывающего шлифовального круга и режущих свойств инструмента, как при обычном традиционном шлифовании. Эта независимая скорость vи обеспечивается индивидуальным электроприводом, установленным на головке (не показан).
Скорость vд заготовки кинематически связана со скоростью продольной подачи Sпр головки и суппорта, который имеет движение продольной подачи, равной шагу t винта за один оборот заготовки.
Охватывающий круг 8 с осью вращения y-y, установленный под углом подъема витка винтовой поверхности, эксцентрично смещают относительно оси x-x заготовки и касаются внутренней поверхностью круга обрабатываемой поверхности заготовки в т. 0 по всей высоте круга (фиг. 5 и 6). Увеличивая эксцентриситет между осями x-x и y-y, т.е. давая дополнительное перемещение S на каждый двойной ход продольной подачи суппорта в поперечном направлении кругу 8 с помощью суппорта 4, производят снятие оставленного необходимого припуска, добиваясь точности и требуемой шероховатости, окончательно профилируя выступы винтовой поверхности.
На втором переходе при обработке головкой с охватывающим шлифовальным кругом, имеющим в поперечном сечении внутреннюю рабочую поверхность в виде выступа, обрабатывают впадину заготовки (см. фиг. 6). Высота круга выбирается несколько больше величины половины шага (t/2) винта, благодаря чему ступеньки между поверхностями, обработанными на первом и втором переходах, т.е. между выступом и впадиной, не будет.
При небольшом шаге винта, когда не будет подрезания винтовой поверхности детали, обработку ведут за один переход одним охватывающим кругом, имеющим внутреннюю рабочую поверхность, состоящую из выступа и впадины, и окончательно профилирующую винт, при этом высота круга выбирается чуть больше шага винта (не показан).
Благодаря применению предлагаемой головки, работающей по способу охватывающего шлифования винтовых поверхностей винтов, улучшилось качество и повысилась производительность обработки за счет использования охватывающего круга и увеличения длины дуги и площади контакта круга с заготовкой, а также ликвидировалось подрезание винтовой поверхности, повысилась точность обрабатываемой поверхности, расширились технологические возможности и снизился уровень вибраций головки.
Источники информации
1. Авт. св. СССР N 841823, МКИ B 23 G 3/08, 1979.
2. SU 1328170 А1, МКИ B 23 G 1/36, 07.12.1987 (Саратовский политехнический институт) - прототип.
3. Казаков В.М. Шлифование при повышенных скоростях резания. - Киев: Технiка, 1971, с. 9-11.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| АБРАЗИВНЫЙ КОЛЬЦЕОБРАЗНЫЙ ОХВАТЫВАЮЩИЙ КРУГ | 1999 |
|
RU2179503C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ВИНТОВ | 1999 |
|
RU2164843C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
Изобретение может быть использовано при абразивной обработке винтовых поверхностей точных винтов, преимущественно с большим углом подъема витков. Головка содержит шлифовальный круг, основание и шарнирно соединенный с ним корпус. В корпусе с возможностью вращения установлена полая оправка с базовым посадочным коническим отверстием. Шлифовальный круг выполнен с профилированной режущей поверхностью центрального отверстия и заключен в металлический бандаж, служащий для создания в круге сжимающих напряжений. Бандаж сопряжен с базовым посадочным коническим отверстием оправки и по ее периферии закреплен кольцевым диском и винтами. Изобретение позволяет улучшить качество и повысить производительность обработки. 6 ил.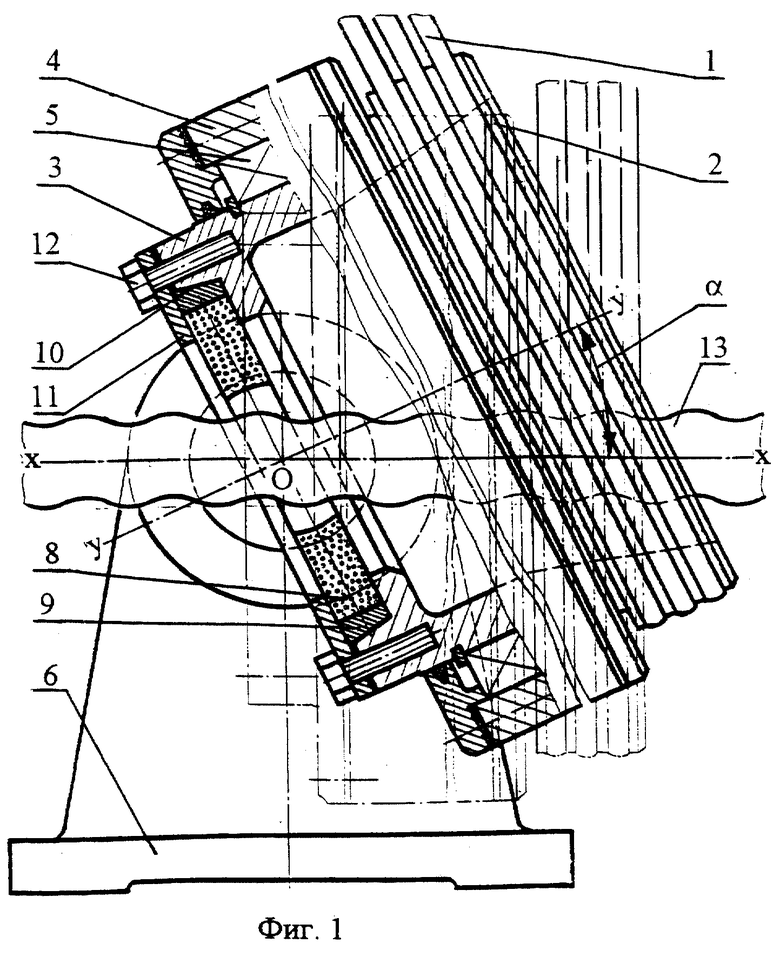
Головка для охватывающего шлифования винтов, содержащая шлифовальный круг, основание и шарнирно соединенный с ним корпус, отличающаяся тем, что она дополнительно содержит установленную в корпусе с возможностью вращения полую оправку с базовым посадочным коническим отверстием, металлический бандаж с наружной конической поверхностью, кольцевой диск и винты, при этом шлифовальный круг выполнен с профилированной режущей поверхностью центрального отверстия и заключен в металлический бандаж, служащий для создания в круге сжимающих напряжений, сопряженный с базовым посадочным коническим отверстием оправки и по ее периферии закрепленный кольцевым диском и винтами.
| Способ доводки винтовых поверхностей | 1986 |
|
SU1328170A1 |
| Головка для вихревого нарезания резьбы | 1988 |
|
SU1593804A1 |
| Головка для вихревого нарезанияРЕзьбы | 1979 |
|
SU841823A1 |
| Способ доводки (хонингования) цилиндрических наружных и внутренних поверхностей и гидрофицированный механизм для осуществления способа | 1951 |
|
SU96056A1 |
