Изобретение относится к области ремонта магистральных и промысловых трубопроводов, имеющих коррозионные и механические дефекты трубы, когда остановка, разрезка трубопровода и замена дефектного участка катушкой являются технически и экономически нецелесообразными.
Известен способ ремонта трубы [1] по патенту Великобритании. В соответствии с этим способом вокруг поврежденного участка трубы устанавливают уплотнение, сжимаемое между внутренней поверхностью оболочки и наружной поверхностью трубы. На концах оболочки выполняют уплотнение из эпоксидной смолы. Полость между оболочкой и трубой снаружи уплотнения заполняют материалом, подаваемым в эту полость через патрубок. Затем полость внутри уплотнения заполняют эпоксидной смолой, подаваемой через штуцер. Оболочка состоит из двух частей, соединенных между собой сваркой, или стягиваемых болтами для сжатия уплотнения или уплотнений. Тем самым, повышается эксплуатационная надежность дефектного участка. Приведенный способ ремонта, разработанный компанией BRITISH GAS, широко применяется ею с 1992 года и известен в России как композитно-муфтовая технология (КМТ).
Недостатком приведенного способа КМТ является ремонт дефектов на трубопроводе в состоянии, когда в стенке поврежденной трубы действуют большие кольцевые и продольные напряжения, высокая концентрация которых вокруг дефектов инициируется именно самими дефектами. Если бы напряжения вокруг дефектов до установки муфты удалось полностью снять или понизить, то надежность отремонтированного участка еще более бы повысилась.
Наиболее близким техническим решением к заявленному способу является способ ремонта трубопровода, деформированного изгибом [2]. В соответствии с этим способом вскрывают трубопровод в районе дефекта и на дефект устанавливают усиливающую муфту. Муфту сваривают из цилиндрических отрезков трубы большего диаметра, выполненных с образованием косых резов по торцам, причем сумма углов косых резов равна углу поворота оси трубопровода в месте дефекта, а по концам цилиндрического участка приваривают переходные конусы для соединения с трубопроводом через технологические кольца. Муфту разрезают на продольные половины и сначала устанавливают одну из них в растянутой зоне изгиба в нагретом состоянии. После приварки к кольцам и охлаждения приваривают другую половину муфты. В полость муфты заливают антикоррозионную жидкость или упрочняющий состав.
Недостатком способа является низкая эффективность ремонта из-за слабого проявления эффекта снижения растягивающих напряжений на трубе вокруг дефекта при ремонте.
Цель изобретения - повышение эксплуатационной надежности отремонтированного участка путем максимального снижения растягивающих напряжений вокруг дефекта под муфтой нагревом не муфты, а трубы с дефектом.
Поставленная цель достигается тем, что в способе ремонта трубопровода, включающем монтаж муфты, приварку концевых участков муфты с технологическими кольцами к трубопроводу, заполнение полости муфты упрочняющим или антикоррозионным составом, участок трубы с дефектом до монтажа муфты нагревают до температуры ΔТ, определяемой по формуле
а монтаж муфты производят на нагретый на весь период монтажа до температуры ΔТ участок трубопровода, длина которого lΔT определяется по формуле
lΔT = lM+Dн•(σ
где μ - переменный коэффициент поперечной деформации стали;
E - переменный параметр упругости стали, МПа;
σ
σ
Dн - наружный диаметр трубы, м;
ρ - минимальный радиус упругого изгиба оси трубопровода на участке с ремонтируемым дефектом, м;
α - коэффициент линейного расширения металла трубы, град-1;
Δt - расчетный температурный перепад, oC;
lм - длина муфты, м.
Заявителю неизвестны из патентной и технической информации следующие признаки изобретения, обладающие новизной:
- участок трубы с дефектом до монтажа муфты нагревают до температуры ΔТ, определяемой по формуле
- монтаж муфты производят на нагретый на весь период монтажа до температуры ΔТ участок трубопровода, длина которого lΔT определяется по формуле
lΔT = lM+Dн•(σ
Приведенные существенные отличительные признаки позволяют считать заявленное изобретение новым.
Изобретение может быть применено при ремонте нефтегазопроводов без остановки перекачки продукта.
Предлагаемый способ повысит эффективность ремонта дефектов муфтами с одновременным повышением эксплуатационной надежности отремонтированного участка.
Изложенное позволяет сделать вывод, что заявленное изобретение соответствует критерию "промышленная применимость".
Данное изобретение соответствует также критерию "изобретательский уровень" в силу того, что существенные отличительные признаки в совокупности с известными позволяют решить поставленную задачу нетрадиционным способом.
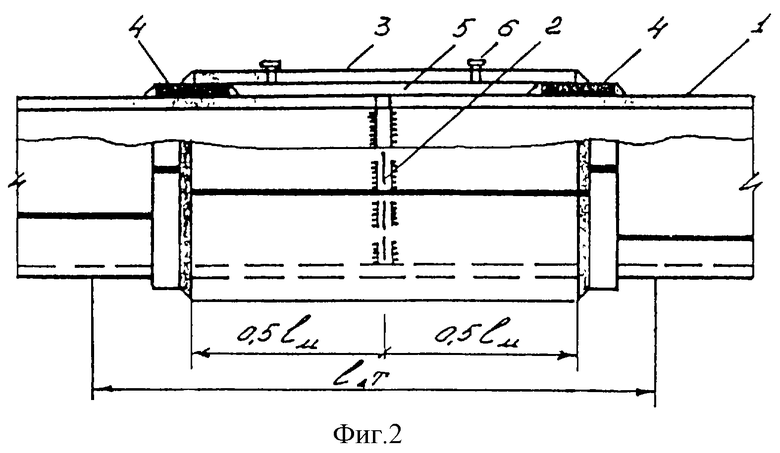
Сущность способа поясняется на фиг. 1 и 2. На фиг.1 изображен участок трубопровода с дефектом в виде трещины в кольцевом сварном шве и эпюрой напряжений σ
В качестве пояснения к сущности заявляемого способа приводим следующее.
Согласно СНиП 2.05.06-85 [3], в любом поперечном сечении трубопровода, в т. ч. и в сечении с дефектами стенки, от эксплуатационных нагрузок и воздействий действуют кольцевые напряжения σ
σ
В настоящее время расчет трубопроводов выполняют на ЭВМ по сложным программам, которые учитывают перемещения трубопровода, перемещения грунта и многие другие факторы. Но в основе программ при расчете напряжений лежат формулы (3) и (4).
Если напряжения σ
В районе дефектов новых видов напряжений не возникает, действуют те же напряжения, которые можно обозначить σ
Наиболее опасными являются дефекты, расположенные в растянутой зоне трубы. Растягивающие напряжения +σ
Из сказанного выше следует вывод: до установки муфты в сечении трубы с дефектом следует убрать растягивающие напряжения.
В этом случае эффективность ремонта существенно возрастает, т.к. эффект сжатия в сечении трубы с дефектом дополнится упрочнением и герметизацией того же сечения за счет установки муфты и заполнения ее полости упрочняющим составом.
Убрать растягивающие напряжения в сечении трубопровода с дефектом без его разрезки можно температурным воздействием ΔТ на трубу. Величину ΔТ следует определить из первого равенства (4), принимая Δ Т таким, чтобы максимальные растягивающие напряжения в сечении с дефектом были равны нулю, т.е. +σ
В формуле (1) при расчете ΔТ коэффициент Пуассона μ и параметр упругости E в соответствии с п. 8.25 [3] следует принимать переменными. Напряжения σ
Длина участка нагрева lΔT зависит от выбранной длины муфты lМ, диаметра трубопровода DН, отношения кольцевых напряжений σ
lΔT = lM+Dн•(σ
От каждого конца муфты участок нагрева распространяется на величину 0,5•Dн•(σ
После завершения монтажа муфты и приварки ее концов через технологические кольца к трубопроводу, нагрев трубы на участке lΔT прекращается и ее температура понижается от ΔТ до температуры окружающего воздуха, грунта или перекачиваемого продукта в зависимости от условий эксплуатации. При понижении температуры на участке lΔT снова будут появляться растягивающие напряжения +σ
Известно также, что растягивающие напряжения +σ
Способ осуществляется в следующем порядке.
Участок трубопровода 1 с дефектом 2 освобождают от грунта и очищают от старой изоляции. Методами неразрушающего контроля и визуальным осмотром трубы определяют необходимую длину муфты lМ. С помощью геодезических или навигационных приборов определяют радиус изгиба оси ρ участка трубопровода с дефектом. Далее по известным параметрам трубопровода рассчитывают на ЭВМ по специальным программам напряжения σ
В период ремонта перекачка продукта по трубопроводу не прекращается, но его давление в трубе должно быть снижено до 2 МПа.
Пример. В кольцевом сварном шве нефтепровода ⊘ 820х11 мм обнаружили вертикальную трещину [5], которая в некоторый момент времени имеет размеры, изображенные на фиг. 1. Трещина располагается на участке упругого изгиба нефтепровода по радиусу ρ = 710 м, температурный перепад для данного участка при строительстве нефтепровода составил Δt = 7oC, нормативное давление нефти p = 6,3 МПа.
Расчетами на ЭВМ установили, что эпюра максимальных (фибровых) суммарных продольных напряжений σ
Для определения температуры ΔТ, на которую надо нагреть трубу в месте трещины, чтобы растягивающие напряжения σ
Длину муфты lМ в соответствии с п.4.6.4.24.1 [4] приняли равной lМ = 2950 мм. Муфту заблаговременно изготовили на шаблоне и разрезали вдоль продольной оси на две половинки. Толщину стенки муфты также приняли 11 мм.
Длину участка нагрева lΔT определили по формуле (2) и получили lΔT = 4310 мм, т. е. по 2155 мм в каждую сторону от трещины. Нагрев трубы начали непосредственно перед монтажом муфты, а сам монтаж стали осуществлять при достижении температуры трубы ΔТ = 94oC. Нагрев трубы производили открытым пламенем с помощью бензиновых ламп путем их равномерного перемещения по периметру трубы. Температуру трубы контролировали термодатчиками. После нагрева трубы до ΔТ на нее смонтировали муфту путем стягивания двух половинок и сварки их между собой продольным швом (фиг. 2). За счет переноса тепла муфта при монтаже также нагрелась до температуры ΔТ и данную температуру ΔТ поддерживали уже на трубе и муфте до завершения монтажа муфты, т.е. до приварки муфты к трубе через технологические кольца. После приварки муфты к трубе их нагрев прекратили, и труба с муфтой охладились до температуры нефти в трубе. Затем произвели заполнение полости муфты антикором (техническим маслом), выполнили гидроизоляцию и засыпали участок ремонта грунтом.
После завершения ремонта напряжения растяжения в самой опасной точке 5 трещины понизились как минимум на 50% и составили 0,5•σ
По сравнению с прототипом данный способ позволяет повысить надежность отремонтированного участка трубы путем снижения опасных растягивающих напряжений около дефекта под муфтой.
Источники информации
1. Способ ремонта трубы. Великобритания. MKU F 16 L 55/16, заявка 2210134, публикация 89.06.01, N 22.
2. Патент N 2134373 РФ, F 16 L 55/10, 55/18. Заявл. 30.10.97. Опубл. 10.08.99. Бюл. N 22.
3. СНиП 2.05.06-85 "Магистральные трубопроводы".
4. РД 39-110-91. Инструкция по ликвидации аварий на магистральных нефтепроводах/ Миннефтегазпром. - М., 1991. - 154 с.
5. Димов Л.А., Вершинин В.Н. Оценка опасности трещины в кольцевом сварном шве // Газовая промышленность. - 1999. - N 7. - С. 49-50.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, ДЕФОРМИРОВАННОГО ИЗГИБОМ | 1997 |
|
RU2134373C1 |
| СПОСОБ БЕЗОГНЕВОГО РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДОВ БЕЗ ИЗМЕНЕНИЯ РЕЖИМОВ ПЕРЕКАЧКИ | 2022 |
|
RU2788782C1 |
| СПОСОБ РЕМОНТА ТРУБ СВАРКОЙ | 2003 |
|
RU2247890C1 |
| СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДА НА ЗАБОЛОЧЕННОЙ МЕСТНОСТИ | 1996 |
|
RU2117846C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ ТРУБОПРОВОДА | 2013 |
|
RU2516766C1 |
| СПОСОБ ИСПЫТАНИЙ ТРУБ НА ДОЛГОВЕЧНОСТЬ | 2015 |
|
RU2591873C1 |
| Способ ремонта подводного перехода трубопровода | 2018 |
|
RU2693954C1 |
| МУФТА ДЛЯ РЕМОНТА ТРУБОПРОВОДА И СПОСОБ ЕЕ УСТАНОВКИ | 2003 |
|
RU2240468C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| СПОСОБ ИСПЫТАНИЯ ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ВНУТРИ ЗАЩИТНОГО ФУТЛЯРА | 2010 |
|
RU2446338C2 |
Способ предназначен для ремонта магистральных и промысловых трубопроводов, имеющих дефекты трубы. На трубопроводе, требующем ремонта, участок трубы с дефектом до монтажа муфты нагревают до температуры ΔT, определяемой по формуле
Монтаж муфты производят на нагретый на весь период монтажа до температуры ΔT участок трубопровода, длина которого lΔT определяется по формуле
lΔT = lM+Dн•(σ
Технический результат - повышение эксплуатационной надежности отремонтированного участка трубопровода. 2 ил.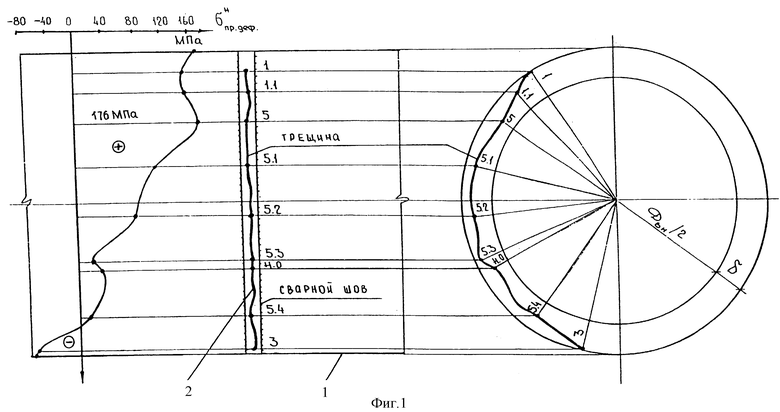
Способ ремонта трубопровода, включающий монтаж муфты, приварку концевых участков муфты с технологическими кольцами к трубопроводу, заполнение полости муфты упрочняющим или антикоррозионным составом, отличающийся тем, что участок трубы с дефектом до монтажа муфты нагревают до температуры ΔТ, определяемой по формуле 1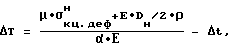
а монтаж муфты производят на нагретый на весь период монтажа до температуры ΔТ участок трубопровода, длина которого lΔT определяется по формуле 2
lΔT = lM+Dн•(σ
где μ - переменный коэффициент поперечной деформации стали;
Е - переменный параметр упругости стали, МПа;
σ
σ
Dн - наружный диаметр трубы, м;
ρ - минимальный радиус упругого изгиба оси трубопровода на участке с ремонтируемым дефектом, м;
α - коэффициент линейного расширения металла трубы, град-1;
Δt - расчетный температурный перепад, oC;
lм - длина муфты, м.
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, ДЕФОРМИРОВАННОГО ИЗГИБОМ | 1997 |
|
RU2134373C1 |
| ХОЛОДНОЭМИССИОННЫЙ КАТОД И ПЛОСКИЙ ДИСПЛЕЙ | 2000 |
|
RU2210134C2 |
| Способ ремонта трубопровода | 1989 |
|
SU1705660A1 |
| Устройство для устранения течи в трубопроводе | 1982 |
|
SU1067287A1 |
| US 4747430 А, 31.06.1988. | |||
