Изобретение относится к порошковой металлургии, в частности к получению металлических порошков из кусковых отходов твердых сплавов.
Традиционные способы переработки отходов твердых сплавов основаны, главным образом, на гидрометаллургических методах получения оксидов и солей с последующим химическим извлечением из растворов отдельных компонентов сплава, например вольфрама, кобальта, никеля. К основным недостаткам указанных способов следует отнести высокую трудо- и энергоемкость, потери дефицитных металлов, связанных с неполным их извлечением из растворов, повышенный экологический ущерб окружающей среде.
Известен способ получения порошка тугоплавких металлов /1/, основанный на предварительном охрупчивании металлосодержащих отходов и последующем их механическом измельчении. Особенностью данного способа является то, что охрупчивание отходов осуществляют путем вакуумного отжига в графитовом тигле при температуре рекристаллизации металла до полной диффузии углерода в объеме исходного материала. Рассматриваемый способ частично решает экологическую проблему, однако характеризуется значительной энергоемкостью и малой производительностью.
Известен способ получения порошка из сплавов /2/, заключающийся в том, что перед механическим измельчением сплав поочередно многократно охлаждают и нагревают до заданных температур со скоростями выше критических значений. Недостатками данного способа является необходимость регулирования процессов нагрева и охлаждения, наличие высоких температур нагрева до уровня фазовых превращений сплава и значительного количества термоциклов.
Наиболее близким по технической сущности к заявляемому способу является способ получения порошков из кусковых отходов твердых сплавов /3/, включающий термическую обработку отходов путем нагрева до температуры ниже температуры спекания и охлаждения в ледяной воде с последующим механическим измельчением. К недостаткам способа следует отнести то, что нагрев сплава до температуры ниже температуры спекания (1200 - 1400oC) приводит к возникновению окалины и, следовательно, к снижению скорости охлаждения сплава и интенсивности образования макро- и микротрещин, а охлаждение в ледяной воде вызывает формирование на поверхности кусковых отходов паровой рубашки, что также приводит к снижению скорости охлаждения сплава.
Задача изобретения заключается в создании технологии переработки кусковых отходов твердых сплавов, направленной на устранение указанных недостатков и обеспечивающей получение порошков заданных фракций и их промышленное применение для наплавки, напыления износостойких деталей и инструмента, получения армированных отливок, например рабочих органов землеройных машин, изготовления спеченных изделий различного назначения и т.п.
Поставленная задача решается за счет того, что кусковые отходы твердого сплава подвергают циклической термообработке путем нагрева до температуры в пределах 750 - 850oC и охлаждения в 5 - 15%-ном водном растворе хлористого натрия при поддержании температуры раствора в процессе охлаждения сплава не выше 25oC, после чего осуществляют механическое измельчение сплава, а количество циклов "нагрев-охлаждение" выбирают в пределах 1 - 5 до достижения прочности сплава на сжатие 500 МПа и менее. Для повышения эффективности процесса измельчение отходов размером более 15 мм осуществляют в дробилке с возвратно-поступательным движением рабочего органа, преимущественно в щековой дробилке, а измельчение кусковых отходов размером менее 15 мм производят в конусно-инерционной дробилке при отношении массы рабочего конуса к массе кусковых отходов, находящихся в зоне измельчения, равном не менее 25.
Значение температур нагрева до 750 - 850oC определены из эксперимента, нагрев выше 850oC нецелесообразен по причине интенсивного окисления сплава и образования значительного количества окалины, нагрев ниже 750oC не обеспечивает получение высоких значений термических напряжений, необходимых для эффективного охрупчивания сплава.
Введение в воду хлористого натрия в заданной концентрации препятствует формированию паровой рубашки на поверхности сплава и тем самым увеличивает скорость охлаждения более чем в три раза по сравнению со скоростью в чистой воде. Необходимость поддержания температуры охлаждения среды не более 25oC вызвано также стремлением повысить скорость охлаждения сплава, которая при повышении температуры среды резко снижается. Так нагрев среды до 50oC приводит к уменьшению скорости охлаждения почти в 5 раз.
Количество термоциклов, равное 1 - 5, определено экспериментальным путем для кусковых отходов размером от 3 до 50 мм. Из теории теплопередачи известно, что уровень термических напряжений при охлаждении /нагреве/ тела зависит, в частности, от критерия Био /Bi/, который выражает отношение внутреннего термического сопротивления к внешнему и имеет зависимость  где α- коэффициент теплоотдачи от поверхности тела к охлаждающей /нагревающей/ среде, λ- коэффициент теплопроводности и S - половина толщины тела /пластины, цилиндра, шара/. Если допустить, что α и λ- постоянные во времени величины, то чем больше толщина тела, тем больше значение критерия Bi и, следовательно, достигается более высокий уровень термических напряжений, обеспечивающих возникновение в сплаве макро- и микротрещин и снижение прочности сплава на сжатие до значения 500 МПа и менее. Экспериментально установлено, что для кусковых отходов с размером от 3 до 15 мм необходимо произвести 3 - 5 термоциклов, а для отходов размером от 15-50 мм - 1-2 термоцикла.
где α- коэффициент теплоотдачи от поверхности тела к охлаждающей /нагревающей/ среде, λ- коэффициент теплопроводности и S - половина толщины тела /пластины, цилиндра, шара/. Если допустить, что α и λ- постоянные во времени величины, то чем больше толщина тела, тем больше значение критерия Bi и, следовательно, достигается более высокий уровень термических напряжений, обеспечивающих возникновение в сплаве макро- и микротрещин и снижение прочности сплава на сжатие до значения 500 МПа и менее. Экспериментально установлено, что для кусковых отходов с размером от 3 до 15 мм необходимо произвести 3 - 5 термоциклов, а для отходов размером от 15-50 мм - 1-2 термоцикла.
Отношение массы рабочего органа конусно-инерционной дробилки к массе отходов, находящихся в зоне измельчения, равное не менее 25, определено из эксперимента. При отношении указанных масс равном менее 25 возможно заклинивание рабочего органа дробилки.
Примеры конкретного осуществления способа
Пример 1. Партию отработанных режущих пластин /ГОСТ 25395- 82/ твердого сплава марки ВК6 по ГОСТ 3882-74 нагревали до заданной температуры в диапазоне 750 - 850oC в обычной электрической печи с силитовыми нагревателями.
После выдержки при температуре нагрева в течение 30 мин пластины быстро охлаждали в баке с водным раствором хлористого натрия, при этом температуру раствора поддерживали не выше 25oC за счет циркуляции жидкости со скоростью 0,3 м/с.
После охлаждения до температуры охлаждающей среды партию пластин извлекали из бака и выборочно /не менее 3 пластин от партии/ разрушали по следующей методике. Пластину размещали под прессом и нагружали вдавливанием шарика диаметром 10 мм со скоростью нагружения 5 мм/мин. При достижении разрушающего усилия величины 4 кН, что соответствует прочности сплава на сжатие менее 500 МПа, дальнейшее термоциклирование прекращали.
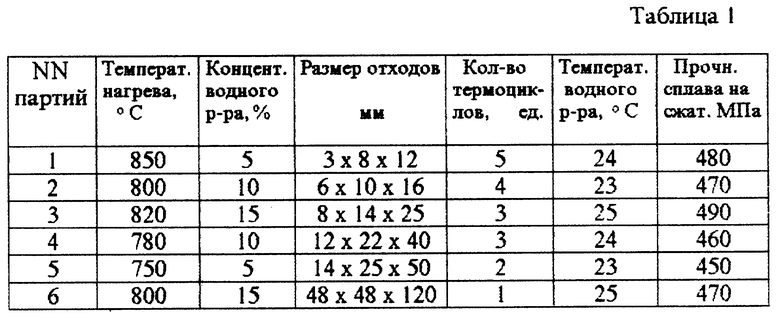
Затем пластины подвергали механическому измельчению в конусно-инерционной дробилке типа КИД-300 мощностью двигателя на рабочем валу 11,0 кВт. Для получения максимальной эффективности измельчения при соблюдении заданного отношения массы рабочего органа дробилки к массе находящихся в зоне измельчения отходов осуществляли подачу пластин в дробилку со скоростью 2-3 кг/мин. Всего подвергнуто термоциклированию и измельчению 5 партий режущих пластин различных типоразмеров. Масса каждой партии составила 3, 5,8, 10 и 15 кг соответственно. Параметры термической обработки указанных партий пластин приведены в табл.1 /партии NN 1 - 5/.
Пример 2. Партию из пяти сердечников твердого сплава марки ВН8 /8 мас.% никеля + карбид вольфрама - остальное/, имеющих цилиндрическую форму диаметром 48 мм, высотой 120 мм и массой 2,7 кг, подвергали термообработке в последовательности, указанной в примере 1. Параметры обработки указаны в табл.1 /партия N 6/. После измельчения сердечников в щековой дробилке фракции порошка размером от 3 до 15 мм подвергали повторному измельчению в конусно-инерционной дробилке.
Из таблицы видно, что чем больше размер отходов, тем меньше требуется произвести термоциклов для снижения прочности сплава на сжатие до значения мене 500 МПа.
Пример 3. Для подтверждения возможности использования порошков при получении спеченных изделий порошки сплавов ВК6 и ВН8 с размером частиц менее 0,4 мм подвергали тонкому помолу в шаровой мельнице с диаметром рабочего барабана 210 мм и длиной 380 мм. Отношение массы измельчаемого порошка к массе шаров составило 1: 4,5, оптимальное время помола до получения частиц размером 0,001 - 0,005 мм - 40 ч при частоте вращения барабана 90 об/мин.
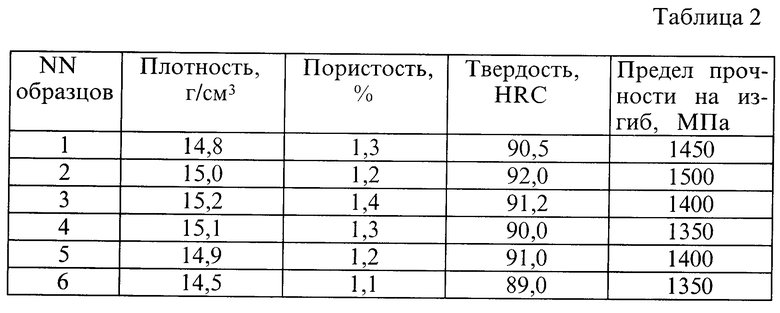
Полученный порошок тонкого помола протирали через сито и замешивали с пластификатором в виде 10%-ного раствора синтетического каучука в бензине марки Б70 в количестве 20 мл пластификатора на 100 г порошка. После замешивания смесь сушили при 70-80oC до полного испарения бензина, затем отпрессовали шесть образцов размером 6,5 х 6,5 х 60 мм (по три образца из порошков сплавов ВК6 и ВН8). Прессование осуществляли в металлических пресс-формах по односторонней схеме при удельном давлении 1 т/см2. Отпрессованные образцы предварительно спекали при следующих режимах: нагрев до 900-1000oC, изотермическая выдержка в течение 30 мин и последующее охлаждение совместно с печью, затем производили окончательное спекание путем нагрева в вакуумной печи до 1450oC, выдержку в течение 40 мин и охлаждение.
Полученные образцы прошли механические испытания, результаты которых приведены в табл. 2, где образцы NN 1 - 3 изготовлены из порошка сплава ВК6 и образцы NN 4 - 6 - из порошка сплава ВН8.
Результаты механических испытаний (табл. 2) подтверждают возможность изготовления товарной продукции из вторичных порошков твердых сплавов.
Порошки разного фракционного состава, полученные из отходов твердого сплава, могут быть использованы, например, при изготовлении армированных отливок, работающих в тяжелых условиях абразивного износа /размер фракции 0,5 - 3,0 мм/, для наплавки коронок бурового инструмента /0,15 - 0,5 мм/, при плазменном напылении с целью упрочнения металлорежущего инструмента /0,08 - 0,15 мм/ и восстановления износостойких деталей машин /0,05 - 0,08 мм/, для изготовления спеченных изделий в виде пресс-форм, матриц, пуансонов, фильер и т.п. /0,001 - 0,005 мм/.
Источники информации:
1. Патент RU N 2002586, B 22 F 9/04, 1993
2. Авт. свид. RU N 1614901, B 22 F 9/04, 1990
3. Авт. свид. RU N 64928, B 22 F 9/04, 1945.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ СМЕСЕЙ ИЗ ОТРАБОТАННЫХ ТВЕРДЫХ СПЛАВОВ | 1998 |
|
RU2157741C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2002 |
|
RU2228960C1 |
| Способ получения безвольфрамовых твердосплавных порошковых материалов в воде дистилированной | 2021 |
|
RU2763431C1 |
| Способ получения безвольфрамовых твердосплавных порошков из отходов сплава марки КНТ-16 в спирте этиловом | 2019 |
|
RU2747197C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2113521C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ СТАЛЬНЫХ ОТЛИВОК | 2001 |
|
RU2186655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ ИЗ КУСКОВЫХ ОТХОДОВ ТВЕРДЫХ СПЛАВОВ, СОДЕРЖАЩИХ КОБАЛЬТ | 2006 |
|
RU2323065C2 |
| СПОСОБ ПЕРЕРАБОТКИ КУСКОВЫХ ОТХОДОВ ТВЕРДЫХ СПЛАВОВ | 1996 |
|
RU2101375C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЛИНОПОРОШКОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335477C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОСТЕКЛЯННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2453510C1 |
Изобретение относится к порошковой металлургии и может быть использовано, например, для изготовления армированных отливок, работающих в условиях абразивного износа, для плазменной наплавки инструмента, восстановления износостойких деталей машин, изготовления спеченных изделий и т.п. Способ включает термическую обработку кусковых отходов твердых сплавов путем нагрева и охлаждения в водном растворе с последующим механическим измельчением, причем термическую обработку проводят циклически. Нагрев осуществляют до 750-850oС, охлаждение ведут в 5-15%-ном растворе хлористого натрия, причем температуру раствора в процессе охлаждения поддерживают не выше 25oС. Количество циклов термической обработки выбирают в пределах 1-5 до достижения значения прочности сплава на сжатие 500 МПа и менее. Измельчение кусковых отходов размером более 15 мм осуществляют в дробилке с возвратно-поступательным движением рабочего органа, преимущественно в щековой дробилке. Измельчение кусковых отходов размером менее 15 мм производят в конусно-инерционной дробилке, при этом отношение массы рабочего конуса к массе кусковых отходов, находящихся в зоне измельчения, выбирают равным не менее 25. Способ позволяет перерабатывать отходы твердых сплавов и получать порошки различного фракционного состава. 3 з.п. ф-лы, 2 табл.
| СПОСОБ РЕГЕНЕРАЦИИ ОТХОДОВ СПЕЧЕНЫХ ТВЕРДЫХ СПЛАВОВ | 1944 |
|
SU64928A1 |
| Способ изготовления порошка из сплавов на железоникелевой основе | 1988 |
|
SU1614901A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2113521C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ПЕРЕРАБОТКИ ТВЕРДЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2042474C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ШИХТЫ ДЛЯ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА | 1996 |
|
RU2120840C1 |
| US 3549350, 22.12.1970 | |||
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1992 |
|
RU2033432C1 |

