Изобретение относится к области производства полимерных труб, армированных упрочняющим каркасом, которые могут быть использованы для транспортирования газообразных и жидких сред, в том числе химически агрессивных, при высоком давлении и различных температурах.
Известна полимерная труба, содержащая каркас из ленты с отверстиями, свернутой спиралью и скрепленной в местах соединения витков, размещенный в монолите полимера [1].
Недостатком этой трубы является низкая нагрузочная способность, обусловленная наличием сквозных в радиальном направлении отверстий вследствие чего, рабочая нагрузка в этих местах воспринимается только полимером.
Известна полимерная армированная труба [2], содержащая каркас из двух слоев ленты с отверстиями, свернутой спиралью и скрепленной по кромкам, размещенный в монолите полимера, причем отверстия слоев ленты не совпадают в радиальном направлении, вследствие чего рабочая нагрузка по всей поверхности трубы воспринимается каркасом. Однако такая труба очень сложна в изготовлении, и добиться полного несовпадения отверстий в слоях лент практически невозможно. В качестве прототипа принята конструкция полимерной армированной трубы [1].
Известен способ изготовления полимерной армированной трубы [1], включающий сквозную пробивку отверстий в ленте, свертывание ее в спираль, скрепление кромок ленты и формирование полимерной оболочки.
Этот способ обладает простотой, но труба получается с низкой нагрузочной характеристикой, обусловленной наличием сквозных в радиальном направлении отверстий, вследствие чего рабочая нагрузка в этих местах воспринимается только полимером.
Известен способ изготовления полимерной армированной трубы [2], включающий формирование каркаса из двух слоев перфорированной ленты со смещением отверстий в каждом слое для их перекрытия в радиальном направлении, что обеспечивает восприятие рабочей нагрузки каркасом по всей поверхности трубы. Однако этот способ отличается сложностью, а полного несовпадения отверстий добиться практически невозможно.
В качестве прототипа принят способ изготовления полимерной армированной трубы [1].
Задачи, решаемые группой изобретений, заключаются соответственно в следующем:
- повышение нагрузочной способности полимерной армированной трубы путем перекрытия отверстий ленты каркаса в радиальном направлении при сохранении простоты и доступности изготовления конструкции,
- обеспечение изготовления трубы с высокой нагрузочной способностью.
Эти задачи решаются следующим образом.
В известной полимерной армированной трубе, содержащей каркас из ленты с отверстиями, свернутой спиралью и скрепленной в местах соединения витков, размещенный в монолите полимера, согласно изобретению каждое отверстие ленты перекрыто сопряженной с его краями дугообразной перемычкой.
В известном способе изготовления полимерной армированной трубы, включающем сквозную пробивку отверстий в ленте, свертывание ее в спираль, скрепление кромок ленты и формирование полимерной оболочки согласно изобретению. Каждое отверстие формируют путем пробивки двух просечек и последующего выгибания образовавшейся перемычки.
Кроме этого, для дополнительного повышения нагрузочной способности кромки ленты предварительно отбортовывают и скрепляют ленты при сворачивании в спираль внахлест.
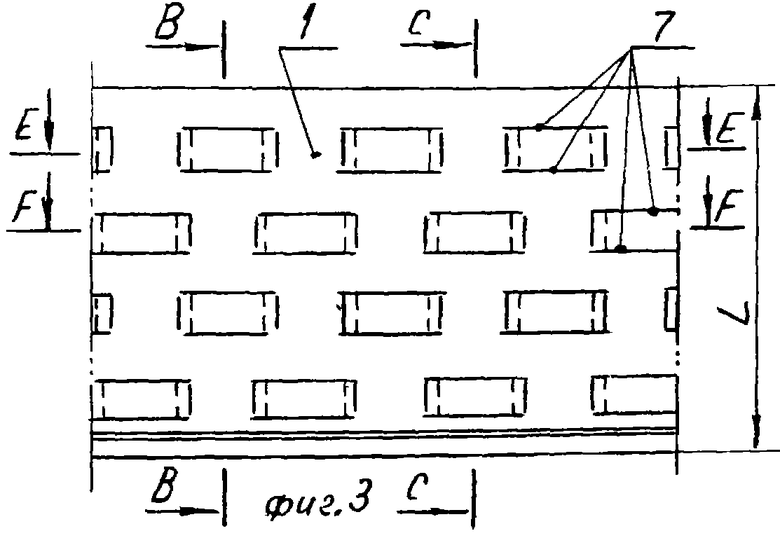
На фиг. 1 изображена предлагаемая армированная полимерная труба; на фиг. 2 - поперечный разрез трубы (разрез А-А на фиг. 1); на фиг. 3 - вид на перфорированную ленту; на фиг. 4, 5 - поперечное сечение ленты (разрез В-В, С-С на фиг. 3); на фиг. 6, 7 - продольное сечение ленты (разрез Е-Е, F-F на фиг. 3).
Полимерная армированная труба содержит каркас из ленты 1 с отверстиями 2, скрепленной в местах соединения витков 3, помещенный в монолит полимера 4. Каждое отверстие 2 перекрыто сопряженной с его краями дугообразной перемычкой 5. Края ленты 1 скрепляют внахлест посредством отбортовки 6.
Способ изготовления трубы заключается в следующем.
На ленту 1 в шахматном порядке наносятся пары просечек 7, а образовавшаяся при этом перемычка 5 выгибается, например, штампом. При этом величина прогиба К удовлетворяет условию продавливания полимерного материала в образовавшийся зазор из внутренней полости трубы.
Толщина ленты и расположение отверстий - параллельно или под углом относительно кромок ленты - выбираются в зависимости от требуемой нагрузочной характеристики трубы.
Для каркасов труб, изготавливаемых из полос небольшой толщины, производится отбортовка одной кромки ленты на величину, равную толщине ленты S.
Затем ленту подают на оправку и сворачивают в спираль, после чего соединяют витки ленты либо внахлест (отбортованная кромка), либо встык (если кромка не отбортовывается).
После образования каркаса экструдером через кольцевую щель изнутри трубы подается полимерный материал 4 и формируется наружная и внутренняя поверхности трубы. Получаемая труба даже при однослойном каркасе обладает высокой нагрузочной способностью, а процесс изготовления - простотой и доступностью.
Источники информации
1. Полимерная труба, заявка Германии 2418797, МКИ F 16 L 9/12, 1975 (прототип).
2. Патент РФ 2075684, МКИ F 16 L 9/12.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА АРМИРОВАННАЯ ПОЛИМЕРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2075684C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ | 1995 |
|
RU2065118C1 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2105920C1 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ТРУБОПРОВОДА | 1998 |
|
RU2135879C1 |
| ФЛАНЕЦ МЕТАЛЛОПЛАСТОВОЙ ТРУБЫ | 1993 |
|
RU2014543C1 |
| ТРУБА | 1994 |
|
RU2056571C1 |
| СКВАЖИННАЯ НАСОСНАЯ УСТАНОВКА | 1998 |
|
RU2132975C1 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 1998 |
|
RU2135875C1 |
| МУФТА ДЛЯ СОЕДИНЕНИЯ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2005 |
|
RU2294478C1 |
| ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЁ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220354C2 |





Изобретение относится к производству полимерных труб. Труба полимерная армированная содержит каркас из ленты с отверстиями, свернутой спиралью и скрепленной в местах соединения витков, размещенный в монолите полимера. Каждое отверстие ленты перекрыто сопряженной с двумя его краями дугообразной перемычкой. Способ изготовления полимерной армированной трубы включает сквозную пробивку отверстий в ленте, свертывание ее в спираль, скрепление кромок ленты и формирование полимерной оболочки. Каждое отверстие формируют путем пробивки двух просечек и последующего выгибания образовавшейся перемычки. В результате достигается повышение нагрузочной способности трубы. 2 с. и 1 з.п. ф-лы, 7 ил.
2. Способ изготовления полимерной армированной трубы, включающий сквозную пробивку отверстий в ленте, свертывание ее в спираль, скрепление кромок ленты и формирование полимерной оболочки, отличающийся тем, что каждое отверстие формируют путем пробивки двух просечек и последующего выгибания образовавшейся перемычки.
| ЛИГАНДЫ НИКОТИНОВОГО РЕЦЕПТОРА АЛЬФА-7, ИХ ПОЛУЧЕНИЕ И ПРИМЕНЕНИЕ | 2005 |
|
RU2418797C2 |
| ТРУБА АРМИРОВАННАЯ ПОЛИМЕРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2075684C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВОЙ ТРУБЫ, АРМИРОВАННОЙ МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 1998 |
|
RU2143628C1 |
| Способ изготовления пластмассовой армированной трубы | 1992 |
|
SU1835022A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРЫ ПЛАСТМАССОВЫХ ТРУБ | 1992 |
|
RU2100198C1 |
| ТРУБА | 1994 |
|
RU2056571C1 |
| US 3477474 A, 11.11.1969. | |||

