Изобретение относится к технологическим процессам, в частности к мебельному производству, и может быть использовано при производстве деталей для мебели, таких как двери, створки, столешницы, имеющих декоративные фасадные кромки.
Известен способ изготовления брусковой, корпусной мебели, включающий изготовление заготовок, склеивание в щит, фугование пластей, строгание в размер с последующим фанерованием, отделкой поверхностей и кромок (Буглай Б. М. Технология столярно-мебельного производства, Москва, Лесная промышленность, 1957, с.285-287).
Изготовление таким способом деталей, в особенности кромок со сложной геометрией, их фанерование достаточно сложно, трудоемко. Кроме того, качество таких деталей невысокое, а фанерование кромок двойной кривизны невозможно.
Известен способ изготовления мебельных деталей с декоративной кромкой, включающий изготовление щита-основы и кромочной детали из дерева, установку кромочной детали, облицовывание, фрезерование кромки, причем фасонное фрезерование кромки производят после облицовывания (патент DE 3926161 А1, кл. В 27 D 1/00, 1991).
Однако известный способ не позволяет получать кромки сложного дизайна, способ требует двойного чистового фрезерования кромки, что увеличивает его трудоемкость.
Задачей изобретения является разработка такого технологического процесса, который позволил бы производить мебельные детали с декоративной кромкой сложного дизайна при минимальных трудозатратах и с высоким качеством внешней поверхности.
Указанный технический результат достигается за счет того, что в способе изготовления мебельных деталей с декоративной кромкой, включающем изготовление щита-основы и кромочной детали из дерева, установку кромочной детали, облицовывание, фрезерование кромки, причем фасонное фрезерование кромки производят после облицовывания, кромочную деталь выполняют по толщине, соответствующей толщине щита-основы, а по ширине, превышающей максимальный размер декоративной кромки в поперечном сечении, устанавливают на боковую грань щита-основы и закрепляют по всей его толщине, после чего производят последовательно калибрование по толщине, облицовывание плоских поверхностей щита-основы и кромочной детали натуральным шпоном или пленкой, причем кромочную деталь выполняют из того же дерева, что и шпон, или того же цвета, что и пленка.
На фиг. 1 представлен общий вид детали с фасонной декоративной кромкой, на фиг. 2 - сечение А-А по фиг. 1.
Способ изготовления мебельных деталей с декоративной кромкой осуществляется следующим образом.
Изготавливают щит-основу детали 1. Щит-основа 2 может быть изготовлен из сплошного дерева, древесностружечной плиты или из плиты, выполненной с другим известным наполнителем, окантованной по периметру деревянными брусками.
Из дерева той же породы, что и используемый для облицовки шпон, вырезают кромочную деталь 3, которая выполняется по толщине, соответствующей толщине щита-основы, а по ширине - превышающей максимальный размер декоративной кромки в поперечном сечении. В случае облицовывания щита-основы пленкой кромку можно выполнять из дерева, имеющего цвет такой же или сходный с цветом пленки. Затем кромочная деталь 3 устанавливается на боковую грань 4 щита-основы 2 по всей его толщине и закрепляется, например, с помощью клеевого соединения, после чего щит-основу 2 с кромочной деталью 3 калибруют по толщине с точностью ± 0,1 мм.
Производят облицовывание пластей 5, 6 - плоских поверхностей щита-основы и кромочной детали натуральным шпоном или пленкой. При изготовлении используют клеи фенолоформальдегидные, удельное давление 1 - 10 кг/см2. Обрезают деталь на заданный контур. Затем выполняют чистовое фрезерование декоративной кромки по ее контуру 7 фасонной фрезой необходимого профиля. Готовая деталь поступает на участок окончательной сборки мебели.
Способ позволяет получать мебельные детали с декоративной кромкой сложной геометрии, двойной кривизны, что значительно расширяет возможности дизайна при создании мебели. Выполнение чистового фрезерования кромки совместно с облицовками и соответствующий подбор материала кромочной детали позволяет получать высококачественную мебель.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛЬНЫХ ИЗДЕЛИЙ С ДЕКОРАТИВНОЙ КРОМКОЙ | 2009 |
|
RU2412803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛЬНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2171614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСАДНЫХ ПОВЕРХНОСТЕЙ МЕБЕЛИ | 2015 |
|
RU2604850C1 |
| Способ изготовления фасадных поверхностей мебели с кромочной деталью | 2023 |
|
RU2826485C1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ФАСАДНЫХ ПОВЕРХНОСТЕЙ МЕБЕЛИ | 2004 |
|
RU2261640C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДМЕТА МЕБЕЛИ | 2003 |
|
RU2258448C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННОЙ ГНУТОЙ ДЕТАЛИ ФАСАДА | 2009 |
|
RU2400355C1 |
| Способ облицовывания кромок щитовых мебельных деталей искусственной кожей | 1987 |
|
SU1637754A1 |

Изобретение относится к технологическим процессам, в частности к мебельному производству, и может быть использовано при производстве деталей для мебели, таких как двери, створки, столешницы, имеющих декоративные фасадные кромки. Изобретение позволяет производить мебельные детали с декоративной кромкой сложного дизайна при минимальных трудозатратах и с высоким качеством внешней поверхности. Способ изготовления мебельных деталей с декоративной кромкой включает изготовление щита-основы, калибрование его по толщине, фрезерование декоративной кромки, облицовывание натуральным шпоном или пленкой, установку кромочной детали из того же дерева, что и шпон, или того же цвета, что и пленка. Установку кромочной детали производят на боковую грань щита-основы по всей его толщине, выполняют последовательно калибрование по толщине, облицовку плоских поверхностей щита-основы и кромочной детали, после чего производят фасонное фрезерование декоративной кромки. 2 ил.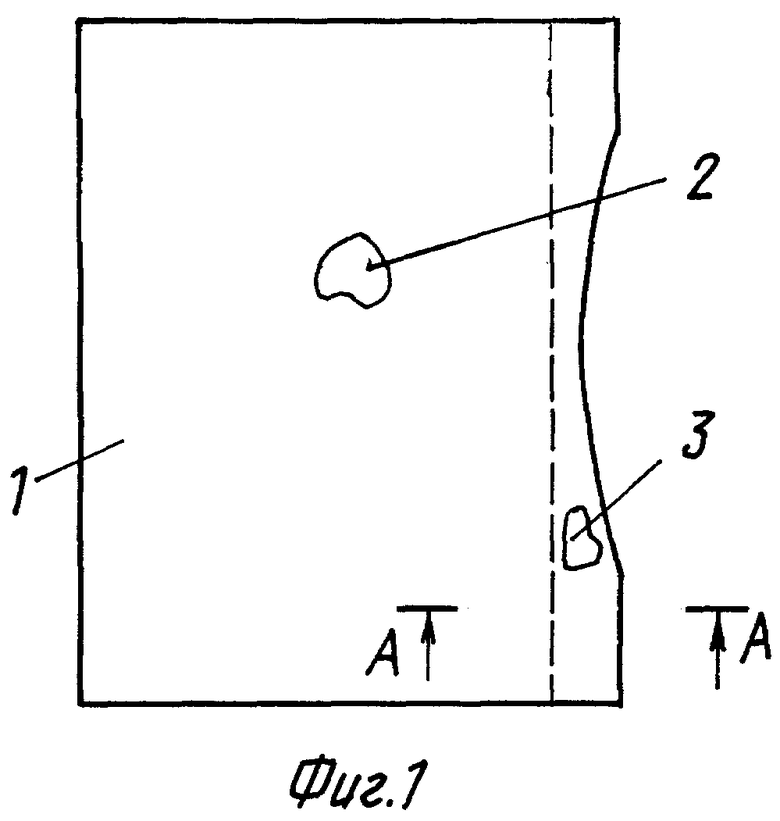
Способ изготовления мебельных деталей с декоративной кромкой, включающий изготовление щита-основы и кромочной детали из дерева, установку кромочной детали, облицовывание, фрезерование кромки, причем фасонное фрезерование кромки производят после облицовывания, отличающийся тем, что кромочную деталь выполняют по толщине, соответствующей толщине щита-основы, а по ширине, превышающей максимальный размер декоративной кромки в поперечном сечении, устанавливают на боковую грань щита-основы и закрепляют по всей его толщине, после чего производят последовательно калибрование по толщине, облицовывание плоских поверхностей щита-основы и кромочной детали натуральным шпоном или пленкой, причем кромочную деталь выполняют из того же дерева, что и шпон, или того же цвета, что и пленка.
| DE 3926161 А1, 14.02.1991 | |||
| US 5183090 А, 02.02.1993 | |||
| КУЛИКОВ В.А., ЧУБОВ А.Б | |||
| Технология клееных материалов и плит | |||
| - М.: Лесная промышленность, 1984, с.233 - 243 | |||
| БУГЛАЙ Б.М | |||
| Технология столярно-мебельного производства | |||
| Способ предохранения аэростатов и дирижаблей от атмосферных разрядов | 1925 |
|
SU1957A1 |
| Способ изготовления облицованных щитов | 1983 |
|
SU1139625A1 |
| US 5060705 А, 29.10.1991 | |||
| СИСТЕМА ЗАРЯДКИ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЗАРЯДКИ ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2561162C1 |

