11;jo6peTeiiHe относится к об.части машиностроения.
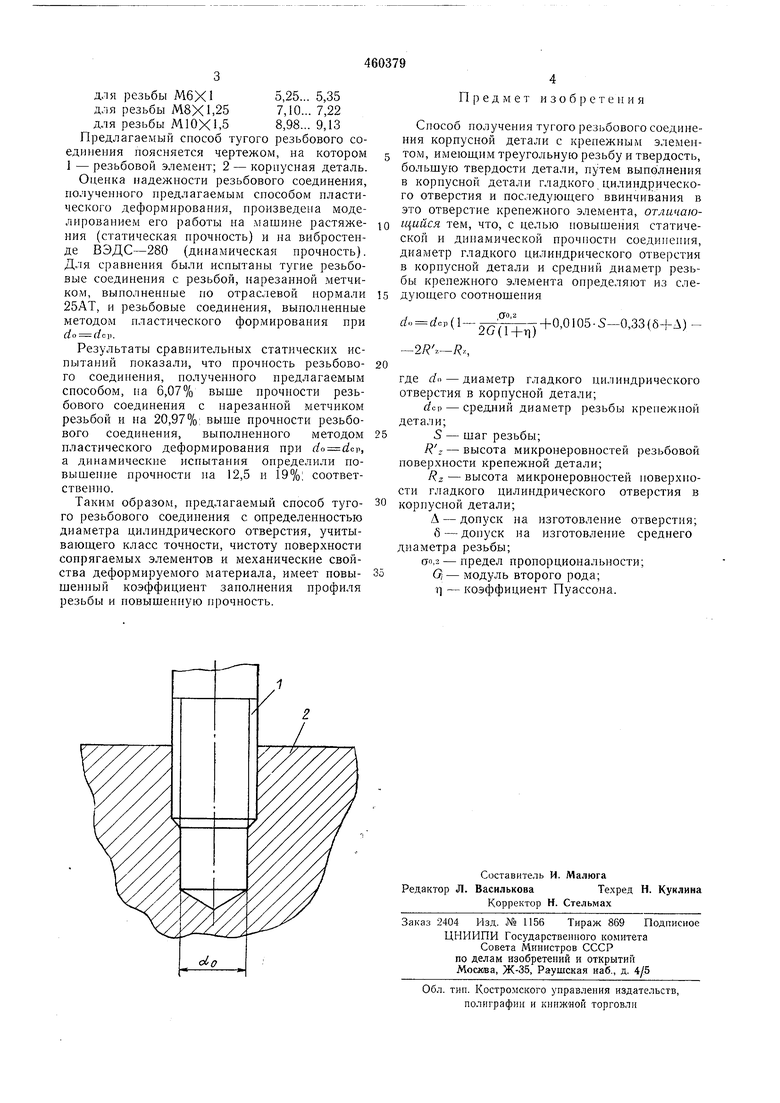
Известен способ иолучення тугого резьбового соединения корнусион детали с кренежиым элементом, имеюид,им треуго.1ьиую резьбу и твердость, бо.чыиую твердости детали, нутем выполнения в корпусной детали г.чалкого цилиндрического отверстия и пос.теду1ош,его ввинчивания в это отверстие кренежного элемента.
Однако величину диаметра цилпидрического отверстия в корпусной детали выбирают в зависимости от геометрических иараметров резьбы без учета точности изготовлеиия соединения, ме.ханическнх свойств деформируемого материала и качества сопрягаемых новерхностей, что в ряде случаев не обеспечивает надежности соединения пз-за низкого коэс ;фидие1гга заиолиепия профиля резьбы ввиду завышенных размеров цилиндрического отверстия. При неблагонриятном сочетании допусков па изготовление резьбовой детали и цилиндрического отверстия коэффициент заполнения профиля резьбы вытесненным металлом снижается до 38%.
По предлагаемому способу для повышения статической и динамической прочности соединения диаметр гладкого цилиндрического отверстия в кориусной детали и средний днаметр резьоы крепежного элемента определяют из следуюн,его соотношения
,/„ ,/.,(
+0,0105-5-0.33(б+А)20(1+11) -2R,.-R,.,
где ;/., -диаметр гладкого цилиндрического отверстия в корпусной детали;
( - средний диаметр резьбы крепежной
0 дета.ш;
5- шаг резьбы;
R: - высота микроиеровностей резьбовой повер.хности крепежной детали;
-высота микронеровностей новерхно5сти г.чадкого цн.чиндрического отверст)1я в кориуснон детали;
Л-допуск на изготовление отверстий;
6- допуск на изготовление среднего диаметра резьбы;
0
гго,-2- иредел пронорциональности; G - модуль второго рода; ц - коэффициент Пуассона. При этом минимальная величина коэффициента заиолнения профиля резьбы повышается до
5 65-68%. В случае резьбового соединения корнусной детали, например, из сплава АЛ4 со шпилькой с резьбой Мб, М8 и М10, ввернутой в гладкое цилиндрическое отверстие, диаметр последнего, определенный но приведенному
0 соотношению, равен, мм
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения тугого резьбового соединения | 1983 |
|
SU1183734A1 |
| Деформирующая шпилька | 1989 |
|
SU1802221A1 |
| Способ изготовления тугого резьбово-гО СОЕдиНЕНия | 1979 |
|
SU830027A1 |
| Способ получения тугого резьбового соединения | 1987 |
|
SU1530840A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТУГОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ И КРЕПЕЖНАЯ ДЕТАЛЬ | 1998 |
|
RU2173416C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБОКЛЕЕВОГО СОЕДИНЕНИЯ | 2012 |
|
RU2501990C1 |
| Соединение деталей, предупреждающее утерю крепежного элемента | 1991 |
|
SU1784762A1 |
| ВИБРОУСТОЙЧИВОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ (ВАРИАНТЫ) | 2014 |
|
RU2567353C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| РЕЗЬБОНАКАТЫВАЮЩАЯ КРЕПЕЖНАЯ ДЕТАЛЬ | 2001 |
|
RU2194197C2 |
