Изобретение относится к машиностроению.
Цель изобретения - расширение функциональных возможностей способа, повышение надежности сборки и ка- качества соединения.
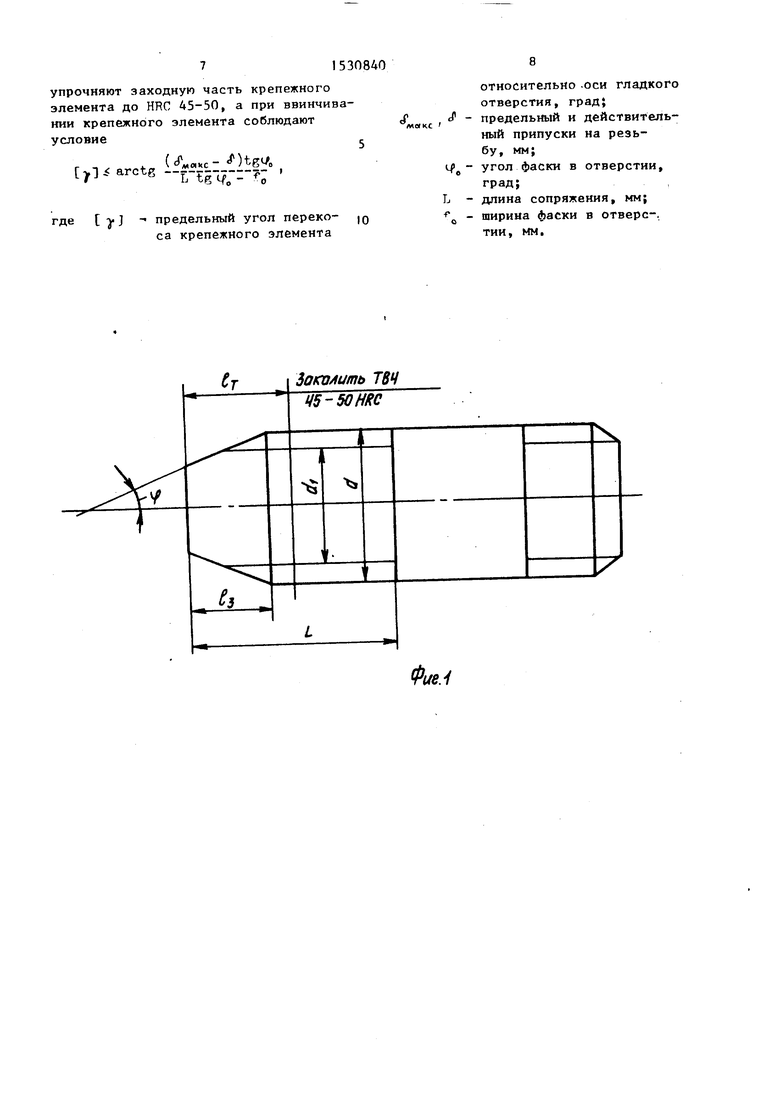
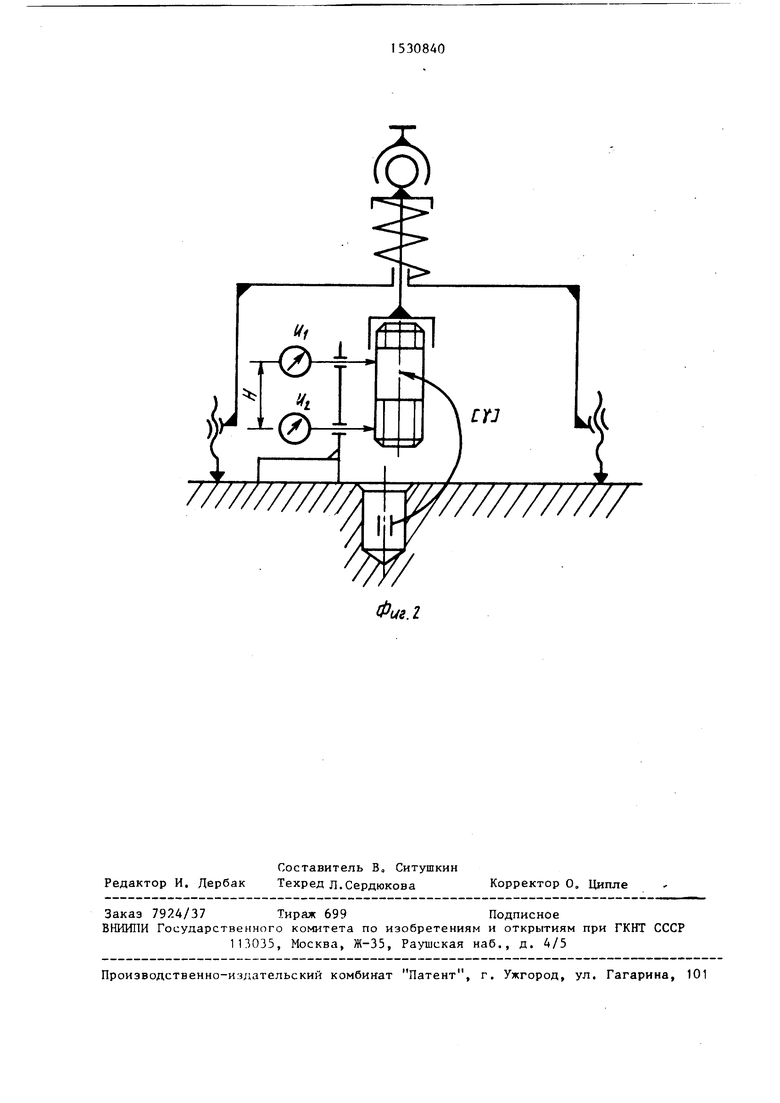
На фиг.1 изображен крепежный элемент; на фиг.2 - схема завинчивающего устройства для точной установки крепежных элементов в пределах расчетного углового положения
Способ осуществляют следующим образом.
Определяют диаметр гладкого отверстия из соотношения
do
d -Iid, - td
где d и
df наружный и внутренний диаметры резьбы, мм; td - допуск на наружный днаметр, мм; - коэффициент полноты
резьбы, соответствующий функциональному наз- начению соединения. В качестве рабочих крепежных элементов используют шпильки, изготовляемые из материала, прочностные характеристики которого определяют по результатам завинчивания эталонных элементов, причем материал крепежного элемента выбирают из условия
T,
ел
00
о
00
4:
где if- предельное напряжение срез для материала крепежного элемента, МПа; п 1,2- 1,3 М
кр макс
коэффициент запаса прочности по напряжениям среза;
максимальное значение действующего крутящего момента, Н. м.
Затем упрочняют заходную часть крепежного элемента до HRC 45-50 и при ввинчивании крепежного элемента соблюдают условие
г 1 , ( - -tp
Гу - arct, ------------S-. ,
где
Гт
fo
f
L предельный угол перекоса крепежного элемента относительно оси гладкого отверстия, град;
о - предельный и действитель- Hbiii припуски на резьбу, мм;
угол фаски в отверстии, град;
ширина фаски в отверстии, мм;
длина сопряжения, мм, Предлагаемый способ расширяет технологические возможности за счет того, что диаметр отверстия под резьбу расчитывают по заранее выбран ному коэффициенту полноты, а крепежный элемент упрочняют в области за- ходного витка. Это позволяет обеспечить практически любые коэффициенты полноты и дает возможность завинчивать крепежные элементы в корпусе из сталей и серых чуг унов,
Выбор коэффициентов полноты при расчете диаметра отверстий производя исходя из конкретного назначения обрзуемых соединений с
Предлагаемый способ повышает надежность образования тугих резьбовых соединений за счет того, что крутящи момент определяют по серии предвари тельных завинчиваний эталонного элемента. Это позволяет получить реальные значения крутяи их моментов для предварительно определяемого дилмет- ра отверстия и конкретной марки кор- nycHOi o материала. Материал крепежных элементов выбирают по условию прочности для полученного значения
-
10
15
т, ай
20
25
30
35
40
45
50
55
а
крутящего -момента и 20-30%-ного запаса прочности,
В предлагаемом способе упрочнение, заходной части крепежного элемента , расширяет функциональные возможности способа и позволяет ввинчивать стальные крепежные элементы в стальные и чугунные корпусные детали Кроме того способ имеет действие по уменьшению угловых перекосов в пределах минимальных значений, определенных по расчетной зависимости Это также повышает качество соединений за счет обеспечения точного углового положения крепежных элементов
Пример,
Дпя получения тугого резьбового соединения Ml 4,5 с требованиями по стопорению ( ч 0,6-0,7) предельные отклонения крепежного элемента должны соответствовать полю допуска 6g, tg 236 мкм и d, 12,376 мм, По формуле находят диаметр отверстия под резьбу при 0,65 и 13,077 мм.
Поле допуска на диаметр определяют путем подстановки вместо поля допуска на наружный диаметр его верхнего и нижнего отклонений tg(es) 32 мкм и tg(ei) 268 мкм Тогда d(es) 13,16 мм, а do(ei) 13,045 мм. Среднее значение исполняемого размера равно d 13,1 мм,
Если соединения необходимо получить в корпусной детали из стали 20, НВ 136, 6 200 МПа, то из данного материала изготавливают образцы призматической формы размерами 11120 мм, позволяющие на ширине 60 мм получить по 10 отверстий 0 13,1 + 0,06-0,055 в два ряда на каждом образце. Берут три образца и ввинчивают в отверстия эталонный крепежный элемент с записью крутящего момента. Определив по записям 30 значе-- ний крутящего момента, производят статистическую оценку его распределения относительно среднего значения по стандарту
Для соединения Ml 4 к,5 среднее по замерам значение и средне е квадрати- ческое отклонение равны М 109,8 Нм., 6 12,6 Нм,
Определяют далее максимальный дайствующий крутящий момент по формуле Kp.AAoic М р 3 6 147,6 Нм. Назначая 20%-ный запас прочности, получают наибольшие значения напряжений
среза дпя рабочих крепежных элементов по формуле Г : 358,4 Н/мм .
Известно, что предел текучести связан с касательными напряжениями среза зависимостью
/о
т
г (0,58 6,7)
Дпя полученного напряжения среза предел текучести равен 6 560 Н/мм Данному значению соответствует класс прочности (8,8) дпя крепежных элементов из сталей 35, 35Х, 38ХА и 45Г.
Выбирают наиболее ходовую сталь 35 и изготавливают ИЗ нее предлагаемые рабочие крепежные элементы (фиго1) с резьбой в соответствии со стандартами. Далее готовят рабочие крепежные детали с диаметрами отверстий под завинчивание в соответствии с расчетом по формуле.
Крепежные элементы перед завинчиванием устанавливают в самоустановившийся патрон (фиг,2), Патрон выверяют относительно отверстия и плоскости корпусной детали посредством угольника с индикатора1 и П, и Ч и- настраивают регулировкой упорных вцяТОВо
Настройку производят до выполнени условия
(и, -
н
6 tp J.J
де (U,-Uj
1 макс
CT-J максимальная разность показаний индикаторов по нескольким различным положениям угольника; расстояние между индикаторами;предельный угол перекоса по формуле.
По формуле для соединения Ml 4x1,5 определяют предельный угол перекоса
при
45
, L 1,5; d f 4 мм; d-d
21
мм;
о мин
0,955 мм; сГ d - :1 „ 0,9 мм: С)i 0,185 град (1Г7 ).
При базовой длине между индикаторами мм предельная разность показаний индикаторов не должна превышать значения 0,129 мМо По этой величине и производят настройку патрона регулировкой ВИНТОВ:
0
5
0
5
0
После настройки патрона производят завинчивание рабочих крепежных элементов в гладкие отверстия По данным 15 замеров колебания крутящего момен-; -я по осциллограммам составляют t(9,6 - 12,3) Нм, в то время как без выверки патрона относительно отверстия они достигают значений i 36,2- -64,8) Нм. Продольные разрезы и изготовление микрошлифов позволяют установить на микроскопе коэффициент перекрытия в пределах 0,65-0,72, что вполне соответствует требованиям по стопорениюо Из 30 завинчиваний не наблюдалось ни одной поломки крепежных элементов при длине свинчиваний L l,5d.
Формула изобретения Способ получения тугого резьбового соединения корпусной детали с крепежным элементом, имеющим треугольную резьбу, при котором в корпусной детали выполняют гладкое отверстие и ввинчивают в него крепежный элемент отличающийся тем, что, с целью расширения функциональных возможностей, повьшения надежности сборки и качества соединения, диаметр d гладкого отверстия выбирают из соотношения
Ло
+ d,
где d и d, - наружный и внутренний
диаметры резьбы, мм; td - допуск на наружный диаметр, мм;
1 - коэффициент полноты резьбы, соответствующий функциональному назначению соединения; крепежного элемента - из
материал условия
16 П Мкр. ««КС
Т75зт-а
50
55
где
Гп
1,21,3
Чр. /«а КС
предельное напряжение среза для материала крепежного элемента, Ша;
коэффициент запаса прочности по напряжениям среза;
максимальное значение действз ющего крутящего момента. Им;
упрочняют заходнук) часть крепежного элемента до HRC 45-50, а при ввинчивании крепежного элемента соблюдают условие
уТ. arete ir-(MC,4C- )tgC/.
f.
где уj - предельный угол переко- |Q са крепежного элемента
8
относительно -оси гладкого отверстия, град}
предельный и действительный припуски на резьбу, мм;
М в угол фаски в отверстии,
град;
Ь - длина сопряжения, мм; - ширина фаски в отверс-. тии, мм,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТУГОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ И КРЕПЕЖНАЯ ДЕТАЛЬ | 1998 |
|
RU2173416C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБОКЛЕЕВОГО СОЕДИНЕНИЯ | 2012 |
|
RU2501990C1 |
| Способ изготовления тугого резьбово-гО СОЕдиНЕНия | 1979 |
|
SU830027A1 |
| Деформирующая шпилька | 1989 |
|
SU1802221A1 |
| Способ получения тугого резьбового соединения | 1983 |
|
SU1183734A1 |
| СЕРДЕЧНИК ИЗ ТВЕРДОГО СПЛАВА ДЛЯ ОСНАЩЕНИЯ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2023 |
|
RU2831033C1 |
| ВИБРОУСТОЙЧИВОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ (ВАРИАНТЫ) | 2014 |
|
RU2567353C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Способ тугого резьбового соединения | 1973 |
|
SU460379A1 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
Изобретение относится к машиностроению и может быть использовано в механосборочном производстве для образования резьбовых соединений с радиальным натягом. Цель изобретения - расширение функциональных возможностей способа, повышение надежности сборки и качества соединения. Определяют диаметр гладкого отверстия для конкретного функционального назначения резьбового соединения с отвечающими этому назначению коэффициентом полноты резьбы. По данным пробных завинчиваний производят выбор материала крепежного элемента по условию его прочности и максимальному крутящему моменту с 20%-ным коэффициентом запаса. Далее упрочняют заходную часть крепежного элемента до HRC 45-50. Соблюдая точное угловое положение крепежного элемента, выполняют соединение. 2 ил.
(г
ТВЧ
t 5-50HKC
Фие.
////////////Xrw///////////
ш
Фиг.2
| Способ получения тугого резьбового соединения | 1983 |
|
SU1183734A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
