Изобретение относится к области обработки материалов давлением и может быть использовано для вырубки пазов в полосовых заготовках ножей и биговальных линеек вырубных штанцевых форм, которые используются для изготовления упаковки, этикеток и пр.
Известен штамп в виде пресс-клещей, в том числе для фасонной вырубки, например отверстий (1). Известное устройство содержит матрицу и пуансон, возвратно-поступательное движение которого обеспечивается винтовой парой, кинематически связанной с ручными рычагами. Работа с данным устройством, которое надо держать непосредственно в руках, тяжела и неудобна. Кроме того, из-за отсутствия упоров позиционирование заготовки затруднено, что снижает точность расположения места вырубки.
Известен штамп для фасонной вырубки пазов на перифирии ленточного материала (2). Известное устройство содержит основание, матрицу, пуансон, установленный с возможностью вращательного движения. Устройство стационарно и обеспечивает вырубку пазов на периферии ленточного материала с определенным шагом. Использование его для вырубки единичного паза с определенным положением на заготовке невозможно из-за отсутствия деталей, позиционирующих заготовку. При вырубке единичных пазов нет также необходимости в сложном механизме движения заготовки и пуансона.
Техническим результатом изобретения является создание устройства для вырубки единичных пазов на краю заготовок ножей или биговальных линеек вырубных штанцевых форм с точным, заранее заданным расположением пазов на заготовке, простого и удобного в работе.
Указанный технический результат достигается тем, что известный штамп для вырубки пазов в полосовых заготовках, содержащий основание, пуансон с режущей кромкой установленную на основании матрицу со сквозным отверстием и рабочей поверхностью, снабжен закрепленным на основании сменным упором с рабочей поверхностью, расположенной перпендикулярно рабочей поверхности матрицы, держателем, ползуном, жестко соединенным с держателем, эксцентриком с закрепленной на нем рукояткой, шарнирно связанным с ползуном и основанием, жестко закрепленной на основании перпендикулярно перемещению пуансона направляющей в виде цилиндрического стержня, кронштейном, установленным на направляющей с возможностью перемещения и снабженным фиксатором, упором с контрагайкой, размещенным на кронштейне с возможностью перемещения вдоль направляющей и выполненным с рабочей плоскостью, параллельной перемещению пуансона, а также подпружиненным прижимом в виде стержня, установленного в пуансоне перпендикулярно рабочей поверхности матрицы у ее сквозного отверстия, при этом ось упомянутого прижима расположена в плоскости симметрии пуансона и матрицы, последняя выполнена с режущими кромками, соответствующими сечению сквозного отверстия, которое имеет форму прямоугольника со скругленными углами, пуансон взакреплен в держателе и выполнен в форме многогранника, сечение которого в плоскости, параллельной рабочей поверхности матрицы, соответствует форме сквозного отверстия, режущие кромки пуансона по форме соответствуют режущим кромкам матрицы, основание выполнено с полостью, в которой размещены ползун и эксцентрик, а сменный упор закреплен на основании с перекрытием режущих кромок пуансона и матрицы в области начала реза.
Штамп может быть снабжен ограничителем хода ползуна в виде упорного винта, который устанавливается в резьбовое отверстие основания, а эксцентрик может быть снабжен тросиком, соединенным посредством пружины с основанием.
Рукоятка выполнена съемной с возможностью установки на эксцентрик с помощью призмы, имеющей, по меньшей мере, три грани, и последующего закрепления.
Пуансон и матрица являются сменными, а сквозное отверстие матрицы и пуансон могут быть выполнены шириной, равной 3 или 6 мм.
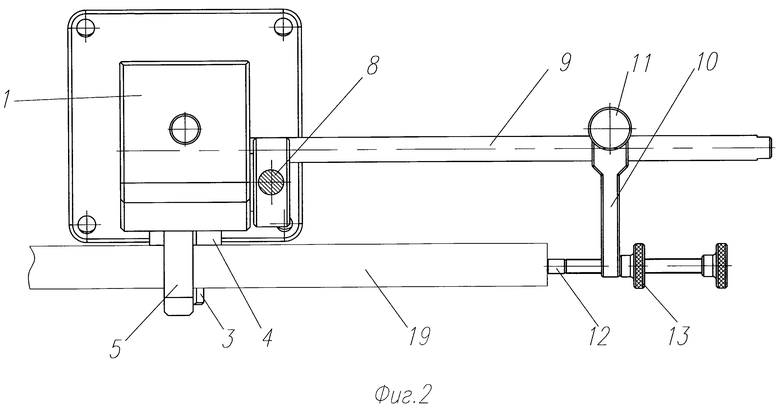
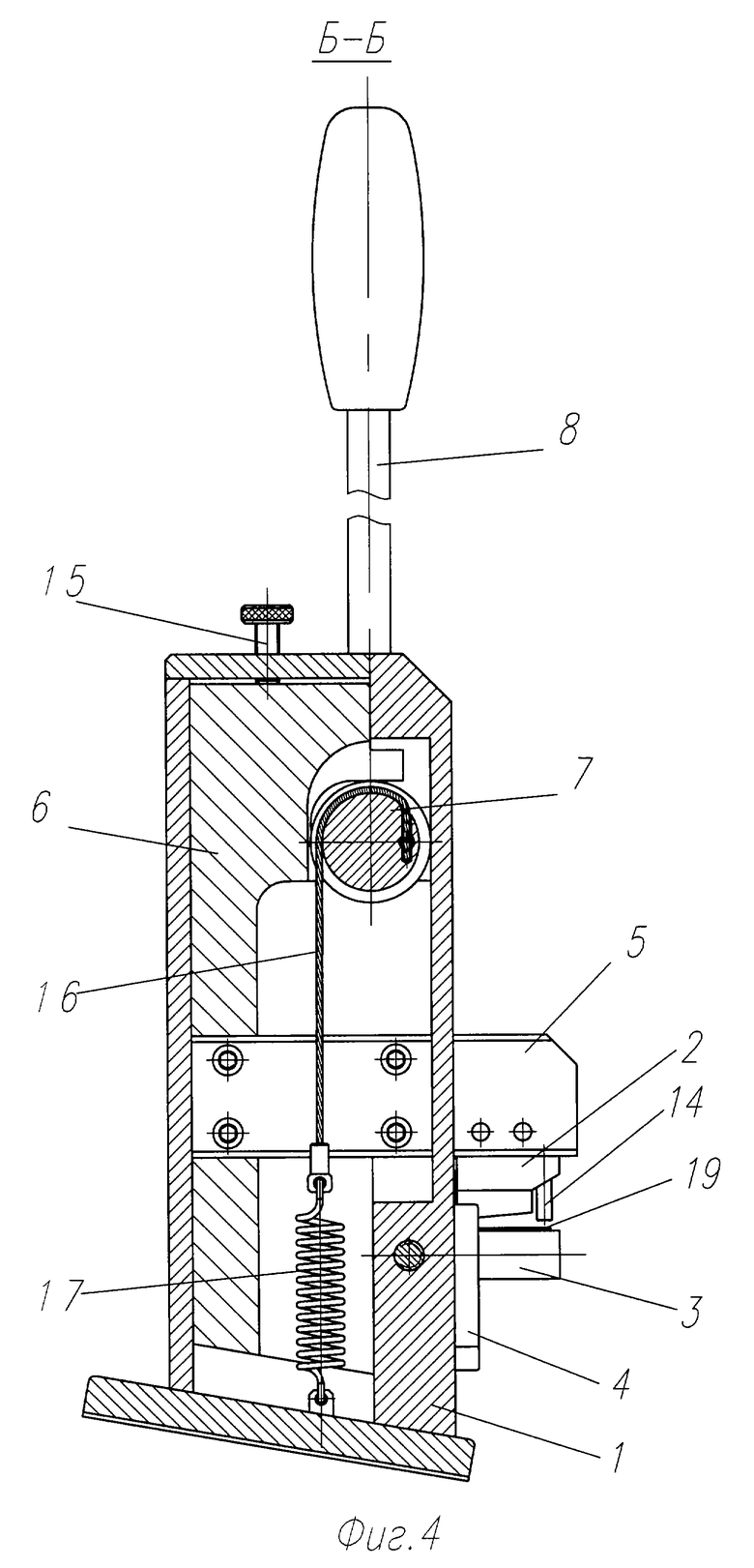
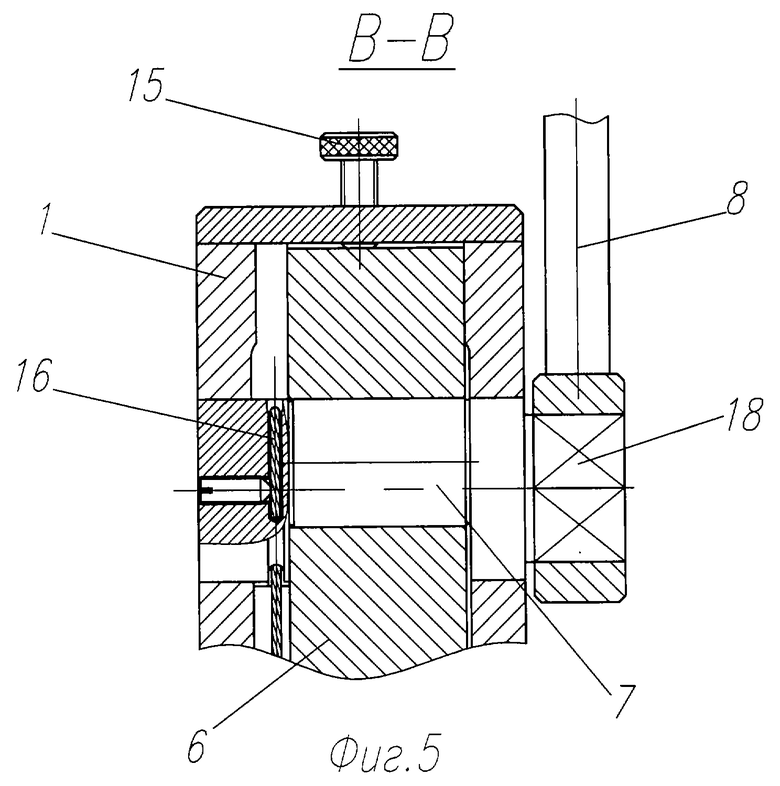
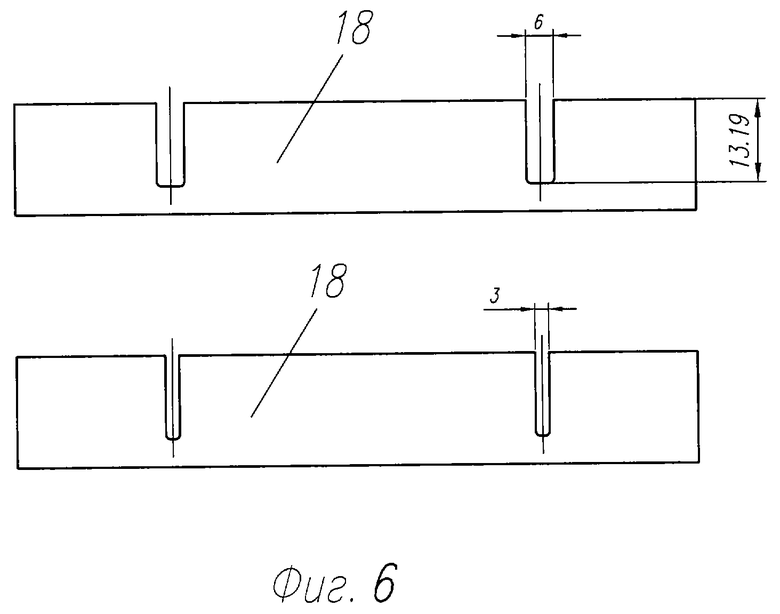
Штамп для вырубки пазов в полосовых заготовках представлен на фиг.1-6, при этом на фиг.1 представлен общий вид, фиг.2 - вид сверху, фиг.3 - сечение А-А на фиг. 1, фиг.4 - сечение Б-Б на фиг.1, фиг.5 - сечение В-В на фиг.3, фиг. 6 - вид заготовок ножей и биговальных линеек для вырубных штанцевых форм, получаемых при помощи штампа, где:
1 - основание;
2 - пуансон;
3 - матрица;
4 - сменный упор;
5 - держатель пуансона;
6 - ползун;
7 - эксцентрик;
8 - рукоятка;
9 - направляющая;
10 - кронштейн;
11 - фиксатор кронштейна;
12 - упор;
13 - контргайка;
14 - подпружиненный прижим;
15 - упорный винт;
16 - тросник;
17 - пружина;
18 - призма для установки рукоятки;
19 - полосовая заготовка.
Штамп для вырубки пазов в полосовых заготовках (фиг.1, 2) содержит основание 1, пуансон 2, установленный с возможностью возвратно-поступательного движения, матрицу 3 со сквозным отверстием, установленную на основании 1. Матрица 3 снабжена сменным упором 4, закрепленным на основании 1 с перекрытием режущих кромок пуансона 2 и матрицы 3 в области начала реза, при этом рабочая поверхность упора перпендикулярна рабочей поверхности матрицы. Сменный упор позволяет вырубать в полосовых заготовках пазы различной глубины в диапазоне 8÷18,5 мм. Сквозное отверстие матрицы выполнено с сечением в виде прямоугольника со скругленными углами и соответствующими ему режущими кромками. Пуансон 2 выполнен в виде многогранника, сечение которого в плоскости, параллельной рабочей поверхности матрицы, соответствует форме сквозного отверстия матрицы, при этом форма режущих кромок пуансона соответствуют форме режущих кромок матрицы. Пуансон 2 установлен и закреплен в держателе 5 (фиг. 3), жестко соединенном с ползуном 6, шарнирно соединенным с эксцентриком 7, причем эксцентрик шарнирно соединен с основанием 1, а на эксцентрике 7 закреплена рукоятка 8, при этом ползун 6 и эксцентрик 7 размещены в полости, выполненной в основании 1. На основании (фиг.1, 2) перпендикулярно движению пуансона жестко закреплена направляющая 9, выполненная в виде цилиндрического стержня, на направляющей установлен по свободной посадке кронштейн 10, снабженный фиксатором кронштейна 11. На кронштейне установлен с возможностью дополнительного перемещения вдоль направляющей 9 упор 12, снабженный контргайкой 13, при этом рабочая плоскость упора 12 параллельна перемещению пуансона 2. В пуансоне расположен подпружиненный прижим 14, выполненный в виде стержня и установленный перпендикулярно рабочей поверхности матрицы 3 вблизи сквозного отверстия, при этом ось прижима расположена в плоскости симметрии пуансона и матрицы.
В основании 1 установлен на резьбе упорный винт 15 (фиг.3), который ограничивает ход ползуна при движении вверх и тем самым определяет исходное положение рукоятки 8, удобное для конкретного оператора.
На эксцентрике 7 закреплен тросик 16, соединенный через пружину 17 с основанием 1 (фиг. 4). При рабочем ходе рукоятки 8 тросик 16 наматывается на эксцентрик 7, растягивая при этом пружину 17. После завершения рабочего хода рукоятка 8 под воздействием пружины 17 возвращается в исходное положение без усилий со стороны оператора.
Рукоятка 8 (фиг.5) выполнена съемной и может быть установлена на эксцентрик 7 по боковым граням призмы 18 с числом граней не менее трех, с последующим закреплением, что позволяет переустанавливать рукоятку в разные положения по углу, удобному для работы конкретного оператора.
Пуансон 2 и матрица 3 выполнены сменными. Парные комплекты пуансона и матрицы позволяют вырезать по периметру полосовой заготовки пазы различной ширины, в частности 6 мм и 3 мм, что обусловлено требованиями изготовления основания вырубной штанцевой формы (фиг.6).
Штамп для вырубки пазов в полосовых заготовках работает следующим образом. На рабочую поверхность матрицы 3, закрепленной в основании 1, устанавливают полосовую заготовку 19 ножа или биговальной линейки вырубной штанцевой формы (фиг.1-3). На заготовке предварительно размечают положение вырезаемых пазов. Выполняют предварительную установку упора 12. Для этого перемещают кронштейн 10 вдоль направляющей 9 и закрепляют его фиксатором кронштейна 11. Рабочая плоскость упора при этом соприкасается с передней кромкой заготовки. При необходимости производят более точную установку упора 12, вращая его вокруг собственной оси в резьбовом соединении, и фиксируют в нужном положении контргайкой 13. Прижимая заготовку к сменному упору 4 и упору 12, выполняют рабочее движение - вращают рукоятку 8 "на себя". Вращение рукоятки передается на эксцентрик 7 (фиг.3), преобразуется в поступательное движение ползуна 6 и, следовательно, пуансона 2, закрепленного на ползуне в держателе пуансона 5. При этом в начале рабочего движения заготовка прижимается к рабочей поверхности матрицы подпружиненным прижимом 14. В заготовке вырезают паз необходимой формы и размеров, определяемых парой пуансон-матрица (фиг. 6). Глубина паза определяется толщиной используемого сменного упора 4. Отход проваливается в сквозное отверстие матрицы 3. При вращении эксцентрика 7 на него наматывается тросик 16 (фиг.4 и 5), соединенный через пружину 17 с основанием 1. После отпускания рукоятки 8 под воздействием пружины 17 эксцентрик 7 вместе с рукояткой автоматически возвращается в исходное положение. В исходное положение возвращается также и ползун 6 с пуансоном 2. Устройство снова готово к работе.
Штамп для вырубки пазов в полосовых заготовках по изобретению позволяет вырубать единичные пазы на краю заготовок ножей или биговальных линеек вырубных штанцевых форм. Вырубка паза осуществляется по точному, заранее заданному месту расположения паза на заготовке. Устройство удобно в эксплуатации и оптимизировано с точки зрения прилагаемых оператором усилий.
Источники информации
1. А.с. SU 1020222, кл. B 26 F 1/36, 25.12.81.
2. А.с. SU 356118, кл. B 26 F 1/20, 19.05.70 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЙ ШТАМП ДЛЯ ОТРЕЗКИ ПОЛОСОВОГО МАТЕРИАЛА | 2002 |
|
RU2217270C1 |
| РУЧНОЕ ГИБОЧНОЕ УСТРОЙСТВО | 2002 |
|
RU2212967C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 2002 |
|
RU2219047C1 |
| РУЧНОЕ ГИБОЧНОЕ УСТРОЙСТВО | 2007 |
|
RU2356671C1 |
| РУЧНЫЕ НОЖНИЦЫ | 2002 |
|
RU2213648C1 |
| ВЫРУБНОЙ ПУАНСОН (ВАРИАНТЫ) | 2003 |
|
RU2243085C1 |
| ВЫРУБНОЙ ПУАНСОН (ВАРИАНТЫ) | 2003 |
|
RU2243086C1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |

Изобретение относится к обработке материалов давлением и может быть использовано для вырубки пазов в полосовых заготовках ножей и биговальных линеек вырубных штанцевых форм, применяемых при изготовлении упаковки, этикеток. Штамп содержит установленную на основании матрицу со сквозным отверстием, рабочей поверхностью и режущей кромкой и пуансон с режущей кромкой. Пуансон закреплен в держателе и имеет форму многогранника с сечением в плоскости, параллельной рабочей поверхности матрицы, соответствующим форме ее сквозного отверстия. С держателем жестко соединен ползун, с которым шарнирно соединен эксцентрик с закрепленной на нем рукояткой. На основании перпендикулярно перемещению пуансона жестко закреплена направляющая в виде цилиндрического стержня, по которой перемещается кронштейн, имеющий фиксатор. На кронштейне с возможностью перемещения вдоль направляющей расположен упор с контргайкой, имеющий рабочую плоскость, параллельную перемещению пуансона. В пуансоне перпендикулярно рабочей поверхности матрицы установлен подпружиненный прижим в виде стержня. Ось прижима расположена в плоскости симметрии пуансона и матрицы. В результате обеспечивается повышение точности полученных пазов и удобства в работе штампа. 6 з.п.ф-лы, 6 ил.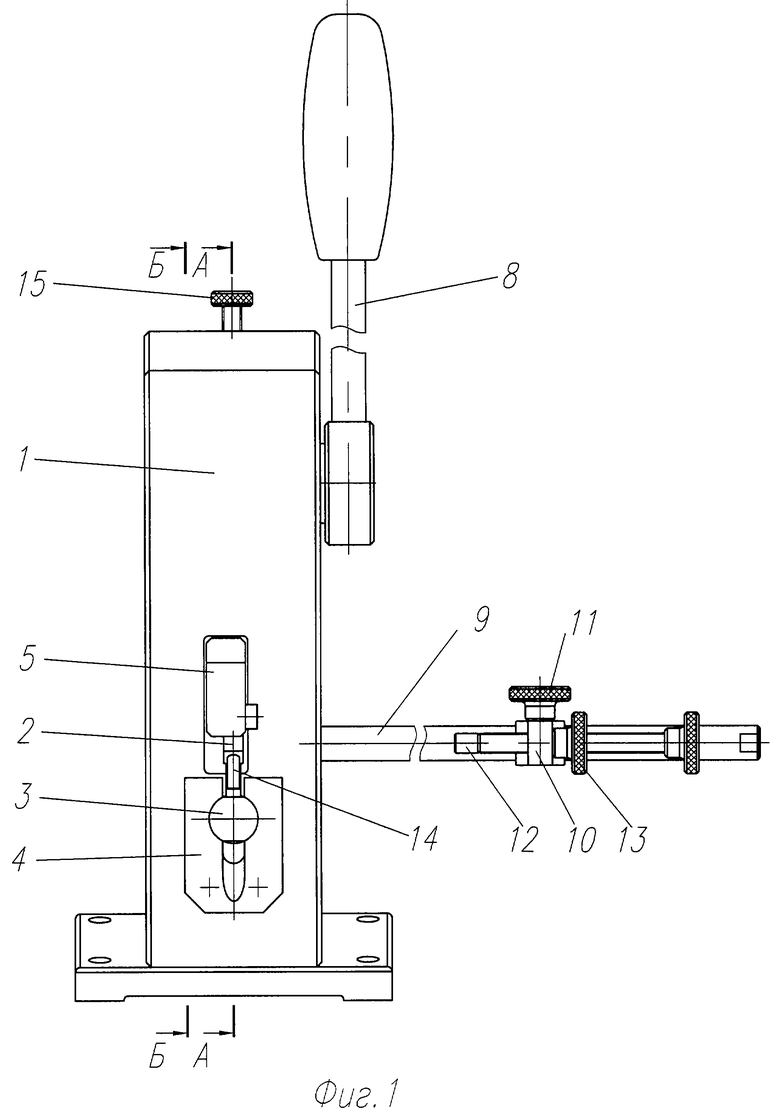
| УСТАНОВКА ДЛЯ ШТАМПОВКИ | 0 |
|
SU356118A1 |
| Устройство для пробивки отверстий и пазов в листовых заготовках | 1990 |
|
SU1812106A1 |
| Дырокол | 1980 |
|
SU925627A1 |
| US 4706533, 17.11.1987 | |||
| US 4947716, 14.08.1990. | |||

