ванной рабочей средой 9, которому во время обработки сообп ают колебания от платформы 5 вибромашины и пе- риодические повороты на полоборота вокруг горизонтальной оси относительно исходного вертикального или почти вертикального положения осей контейнера и детали, осуществляя при этом периодическое возвратно-поступательное перемещение рабочей среды 9 в каналах детали 10. Обрабатываемую деталь закрепляют в контейнере, разделяя его на две полости и сообщая их-посредством сквозных каналов детали. Обработку поверхностей этих каналов осуществляют в процессе вибра1
Изобретение относится к вибрационной обработке деталей гранулирован-- ной рабочей средой и может быть использовано в машиностроении для от- делочно-упрочняющей обработки поверхностей узких сквозных каналов деталей, например поверхностей межлопаточных каналов деталей типа роторов вентиляторов с малыми межлопаточными расстояниями.
Целью изобретения является расширение технологических возможностей путем обесаечения обработки деталей с узкими сквозными каналами.
На чертеже схематически изображено устройство для реализации предлагаемого способа, вариант.
Устройство, содержит Щ1линдричес- кий контейнер 1, смонтированный с возможностью вращения вокруг своей оси в поворотном корпусе 2 посредством радиально-упорного подшипника 3, Корпус 2 смонтирован с возможностью поворотов вокруг горизонтальной оси в подшипниковых опорах 4, закрепленных на платформе 5 вибромашины.Корпус 2 связан упругой муфтой 6 с приводом 7 совместных с контейнером 1 поворотов вокруг горизонтальной оси. Привод 7 связан с программным управляющим устройством 8. В контейнере 1 находится гранулированная рабочая среда 9, Обрабатываемая деталь 10
ционного продвижения (виброэкструди- рования) через них рабочей среды под действием ее силы тяжести и перепада динамического давления в рабочей среде на длине каждого канала. Этот перепад равен величине динамического давления в рабочей среде на ее входе в каналы, создаваемого столбом рабочей среды, расположенным над деталью. Повороты контейнера на полоборота вокруг горизонтальной оси (кроме первого ) производят сразу после прекращения перемещения рабочей среды по каналам из выщерас- положенной полости контейнера в нижерасположенную, 1 ил.
закреплена в центральной- части кмн- тейнера 1 посредством приспособления 11. При наличии в детали 10 не подлежащих обработке сквозных каналов (отверстий) в последних смонтированы заглушки- 12. Наибольший размер гранул рабочей среды 9 определен из условия исключения заклинивания гранул при их перемещении в сквозных
каналах детали 10.
Способ обработки осуществляются
следующим образом. I
В исходном вертикальном (показанном на чертеже) положении контейнера 1 производят его загрузку рабочей средой 9, выполняя при этом два условия; 1 - насьшной объем рабочей среды не должен превышать половины
рабочего объема контейнера, т.е. внутреннего .объема контейнера, не занимаемого деталью 10- и приспособлением 11; 2-е учетом известных размеров и формы обрабатьтаемой детали 10, а также известных динами- ческих характеристик вибромашины, для обработки должно использоваться такое количество рабочей среды, при котором в неподвижном контейнере
между нижними поверхностями детали и находящейся под деталью рабочей средой обеспечивается зазор, превышающий максимсшьную резонансную величину вертикальной составляющей
размаха колебаний платформы 5 н,соответственно, контейнера 1 на пере- .ходных режимах пуска и останова вибромашины. Нужно иметь в виду, что выполнением второго условия не всегда обеспечивается выполнение первого условия, поскольку объемы разделенных деталью полостей контейне- ра могут быть неодинаковьгми.
Обрабатываемую деталь 10, например ротор вентилятора, закрепляют в центральной части контейнера 1 посредством приспособления 11. Этим контейнер 1 разделяют на две полости, сообщенные только сквозными каналами детали 10. После пуска вибромашины колебательное движение (обозначено прямыми противоположно направленными стрелками) от платформы 5 сообщается контейнеру 1 и находящимся в нем рабочей среде 9 и детали 10, После выхода платформы 5 вибромашины на установившийся режим колебаний по командам программного управляющего устройства 8 привод 7 начинает периодически осуществлять повороты контейнера 1, например знакопеременные,на полоборота вокруг горизонтальной оси, при этом каждый такой поворот (кроме первого) осуществляется через промежутки времени, задаваемые программным управляющим устройством 8, необходимые для полного перемещения рабочей среды 9 по каналам детали 10 из вьш1ерасположенной полости контейнера 1 в нижерасположенную, до прекращения этого перемещения. Перемещение рабочей среды в каналах является возвратно-поступательным, изменяю- 1ЦИМ направление после каждого поворота контейнера. I
Вибрационное продвижение (виброэкструдирование) рабочей среды через каналы детали осуществляется под действием силы тяжести рабочей среды и перепада динамического давления в ней на длине каждого канала. Наличие такого перепада отличает процесс виброэкструдировалия рабочей среды через каналы детали от процесса свободного истечения рабочей среды через эти каналы под действием только силы тяжести. В предлагаемом способе обработки истечение рабочей среды через каналы осуществляется в незаполненное ею свободное пространство, поэтому величина указанного перепада в каждом периоде колебаний (и
для каждого из рабочргх положений контейнера и детали) является наибольшей, равной величине динамического давления рабочей среды на ее входе в каналы, которое создается расположенным над деталью столбом рабочей среды и зависит от высоты этого столба, его насыпной плотности, параметров колебаний и др. факторов. Такие условия продвижения
рабочей среды в каналах детали обеспечивают наибольшую интенсивность этого продвижения в сочетании с наибольшей интенсивностью взаимодействия рабочей среды и поверхностей каналов, что, как следствие, определяет высокое качество отделочно-уп- рочняющей обработки этих поверхностей .
Эффективность предлагаемого способа в наибольшей степени проявляется при обработке деталей типа роторов вентилятора, межлопаточные каналы которых характеризуются сужением
поперечного сечения по длине канала.
Это объясняется тем, что при вибро- экструдировании рабочей среды в направлении сужения каналов между ее уплотненными гранулами и поверхностя0 ми каналов возникают имеющие виброударный характер расклинивающие силы, значительно превышающие те контактные силы, которые возникают при взаимодействии гранул и обрабатьшае5 поверхностей в нестесненных условиях. Очевидно, что в процессе виб- роэкструдирования рабочей среды в обратном направлении, т.е. в направ- ,лении расширения каналов, она раз- 0 рыхляется, а интенсивность ее воздействия на поверхности каналов уменьшается. Поэтому такой процесс является менее производительным и имеет, главным образом, вспомога5 тельное назначение (если иметь в виду только обработку поверхностей
каналов). I
Повороты контейнера на полоборота вокруг горизонтальной оси (кроме первого поворота) осуществляют сразу после прекращения перемещения рабочей среды через каналы детали из вьш1ерасположенной полости контейне- с ра в нижерасположенную для того,чтобы уменьшить машинное время обработки, и для того, чтобы в каждом из рабочих положений контейнера обеспе чивать наибольшую начальную высоту
51
расположенного над деталью столба рабочей среды и, тем самым, обеспечивать наибольшую интенсивность процесса обработки.
В процессе обработки детали сообщается совместное с контейнером вращение вокруг оси контейнера под действием реактивного момента,создаваемого продвижением рабочей среды по каналам детали. Вращение детали совместно с контейнером позволяет повысить надежность опоры вращения детали за счет выноса ее за пределы рабочего объема контейнера. При этом обеспечивается повышение равномерности обработки поверхностей каналов и детали в целом за счет регулярного изменения положения обрабатываемых поверхностей относительно траектории колебаний контейнера.
После прекращения последнего перемещения рабочей среды из вышерасположенной полости контейнера в нижерасположенную производят останов вибромашины, при этом во время перехода ее платформы через резонансную зону колебаний за счет того, что в неподвижном контейнере между нижними поверхностями детали и находящейся под ней рабочей средой имелся зазор, превышающий максимальную резонансную величину вертикальной составляющей размаха колеб;ший платс юрмы с контейнером, исключается возможность интенсивного соударения детали с уплотненной рабочей средой и, тем самым, исключается возможность механических повреждений детали (как во время пуска, так и во время останова вибромашины), i
Демонтаж обработанной детали и
ее извлечение из контейнера осущест- Еляется беспрепятственно (также, как и закрепление детали в.контейнере), поскольку уровень рабочей среды рас- ,положен ниже детали, так как насьпт-. ной объем рабочей среды, используемой при обработке, не. превышает половины рабочего объема контейнера, Это позволяет исключить из технологического процесса обработки деталей операции загрузки и выгрузки рабочей среды (осуществляя их лишь при необходимости замены рабочей среды),что существенно повьппает общую производительность процессов обработки.
Пример, Проводят обработку имитатора межлопаточного каяала ро76
тора вентилятора, имеющего вид с жаю- щегося по длине щелевого отверстия, выполненного в центральной части стального диска. Поперечное сечение этого отверстия прямоугольное и имеет размеры на одном торце диска - 11x100 мм, на другом - 6x100 мм,Глубина отверстия (длина канала) 30 мм, Все поверхности отверстия плоские.
Плоскости симметрии отверстия перпендикулярны торцовым поверхностям диска, На продольных, непараллельных поверхностях отверстия, в специальных пазах (для сохранения плоскостности этих поверхностей) закрепляют плоские образцы размером 70x20 х X 1,2 мм из закаленной стали У8А, с шероховатостью поверхностей Кд 0,8 - 1,0 мкм. В качестве рабочей
среды используют стальные полированные шарики (материал - сталь ШХ15, твердость НРС 62 - 66) диаметром 2,5 мм. Обработку каждым способом производят,в течение 100 мин с частотой колебаний 24 Гц и составляющими амплитуды колебаний горизонталь- рой - 4,0 мм, вертикальной - 3,2 мм. Диск закрепляют в центральной части цилиндрического контейнера так, чтобы поверхности образцов бьши перпендикулярны плоскости колебаний контейнера.
Повороты контейнера на полоборота вокруг горизонтальной оси осуществляют поочередно через следующие промежутки времени: при перемещении рабочей среды в направлении сужения отверстия (до прекращения этого перемещения) - через 25 с, а при перемещении ее в направлении расширения отверстия - через 35 с (всего 100 циклов обработки), За эти промежутки времени в обоих, рабочих положениях
контейнера высота расположенного над поверхностью диска столба рабочей среды изменяется (уменьшается) от 160 мм до нуля, т.е. периодически осуществляется возвратно-поступательное полное перемещение рабочей среды через отверстие из вышерасположенной полости контейнера в нижерасположенную. Насыпной объем рабочей среды составляет 40% рабочего контейнера. Зазор между полностью переместившейся в нижерасположенную полость контейнера рабочей средой и нижней оверхностью диска .(при неподвижном контейнере) 40 мм, а максимальная
резонансная величина вертикальной составляющей размаха колебаний контейнера (при останове вибромашины) 32 мм. Грубых механических повреждений поверхностей диска и образцов после обработки предлагаемым способом не обнаружено
Результаты отделочно-упрочняющей сравнительной обработки образцов, закреплявшихся в имитаторе канала детали, следующие:
Параметр шероховатости поверхности
RK, мкм0,2-0,4
Прогиб образцов (показатель эффективности их поверхностного упрочнения), мм 0,6-0,7
Использование предлагаемого изобретения позволяет повысить качество отделочно-упрочняющей обработки поверхностей узких сквозньпс каналов деталей, в частности поверхностей межлопаточных каналов деталей типа роторов вентиляторов, что позволит повысить усталостную прочность| надежность, ресурс и другие эксплуатационные характеристики этих деталей.
ор Э.Слиган 2386/12
Составитель А.Букатов Техред Н.Глущенко
Кор
. . i
Подп
Тираж 715 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
)5
167978
Формула изобретения
Способ вибрационной обработки деталей сложной формы в зарезонанс- ном режиме гранулированной рабочей
5 средой, при котором герметичному контейнеру сообщают колебательные движения, а в процессе обработки контейнер периодически поворачивают на 180 вокруг горизонтальной оси, о т личающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки детале й с узкими сквозными к а- налами , контейнер заполняют рабочей средой не более половины его объема, а деталь устанавливают в полости контейнера в средней части с образованием двух полостей равного объема нижней и верхней, сорбщающнхся через
20 каналы обрабатываемой детали, и с обеспечением зазора между деталью и уровнем загрузки рабочей среды,величину которого устанавливают из условия исключения контакта рабочей среды с обрабатьгоаемой деталью при переходных режимах пуска и останова, при этом первый поворот контейнера производят после прохождения переходного режима пуска, а следую щий поворот контейнера и его останов производят после полного перетекания рабочей среды в нижнюю полость.
25
Составитель А.Букатов Техред Н.Глущенко
Тираж 715 рственного комитета СССР


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1999 |
|
RU2173627C2 |
| Способ упрочнения внутренних поверхностей каналов деталей | 2021 |
|
RU2788444C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2004 |
|
RU2269406C1 |
| СПОСОБ УПРОЧНЕНИЯ КАНАЛОВ ДЕТАЛИ | 2012 |
|
RU2537411C2 |
| Способ вибрационной обработки | 1983 |
|
SU1174235A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2113968C1 |
| УСТАНОВКА ДЛЯ ВИБРООБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2158670C2 |
| СПОСОБ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2341364C2 |
| Устройство для вибрационной обработки | 1984 |
|
SU1178571A1 |
| ВИБРАЦИОННАЯ УСТАНОВКА | 2011 |
|
RU2457095C1 |
.Изобретение относится к вибрационной обработке деталей гранулированной рабочей средой, в частности к обработке деталей с узкими сквозными каналами. Цель изобретения - расширение технологических возможностей путем обеспечения обработки деталей с узкими сквозными каналами.. Способ заключается в закреплении об- рабатьшаемой детали 10 внутри цилиндрического контейнера 1 с гранулиро(Л 00 а к ;о 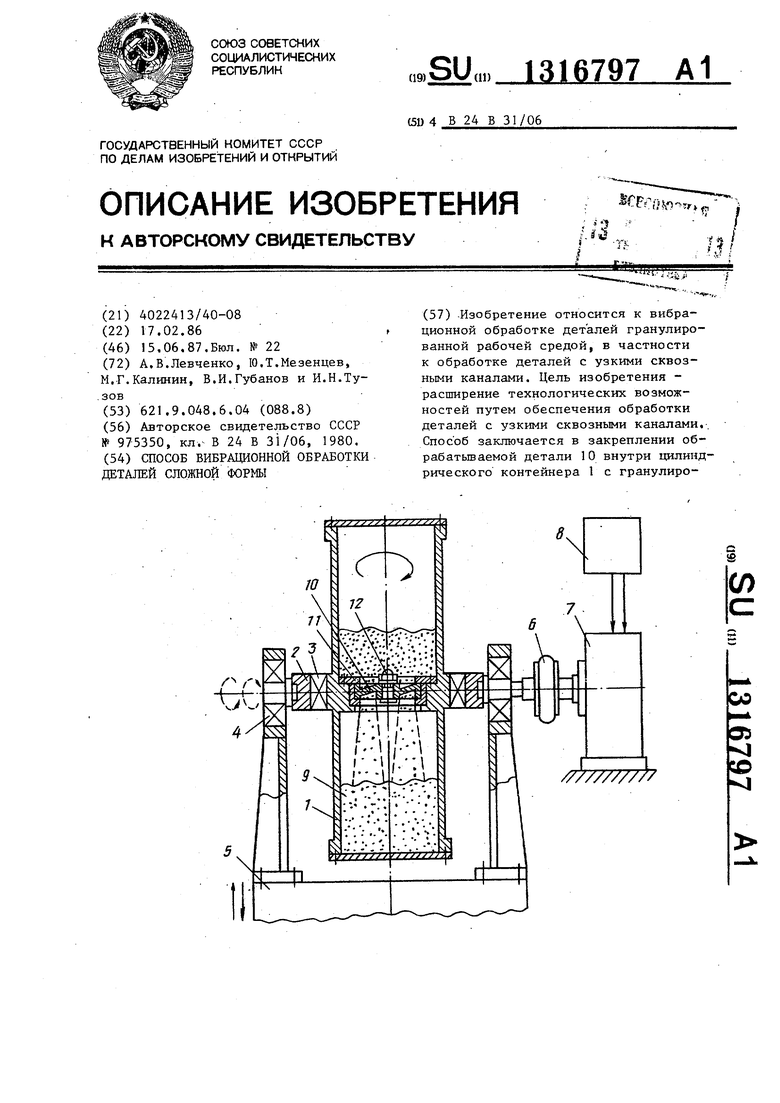
| Способ вибрационной обработки детали | 1980 |
|
SU975350A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
