Изобретение относится к области порошковой металлургии, конкретно к производству порошков путем распыления расплавов сжатым газом, в частности к получению порошков алюминия, магния и их сплавов с помощью пневматической форсунки.
Одним из основных узлов всех пневматических форсунок для распыления алюминия является сопло (ниппель) для расплава. Материал сопла должен обладать высокой коррозионной стойкостью в потоке расплава и нагретого распыливающего газа, термостойкостью, низкой теплопроводностью, а также иметь хорошую обрабатываемость, позволяющую производить тонкую доводку форсунки на необходимые технологические режимы.
Наиболее часто в качестве материалов сопел форсунок используются чугуны, специальные коррозионностойкие стали [1, 2] , керамика из Al2O3 и других оксидов [3] , графит [41. Недостатком сопел из стали и литой или спеченной керамики является их плохая обрабатываемость. Недостатком сопел из графита является его недостаточная стойкость в окислительной среде из-за взаимодействия графита с кислородом. Сопла из стали и графита имеет высокую теплопроводность, что вызывает повышенную шлакуемость и уменьшение времени работы форсунки. Силицирование, боросилицирование графита ухудшают его обрабатываемость, регулировку размеров, углов на выходе расплава и т.д.
Известны способы и устройства для изготовления сопел для распыления металлических расплавов сжатыми газами, в частности способы изготовления сопел литьем специальных сталей и тугоплавких металлов (1, 2), прессованием, спеканием керамики (3), вытачиванием на станках и др.
Недостатками перечисленных способов является трудоемкость изготовления и потребность в достаточно сложном оборудовании (литейных агрегатах, прессах, печах спекания, станках и т.п.).
В качестве прототипа выбран материал и способ изготовления сопел методами порошковой металлургии (3).
Способ заключается в том, что порошковую смесь прессуют при усилии 200-600 МПа, спекают при температуре 600-2000oC и обрабатывают на станках до необходимых размеров. Для осуществления способа необходимо специальное оборудование в виде смесителя, мощного пресса, высокотемпературной печи спекания, станка для доводки размеров сопел до требуемых технологическими решениями. Таким образом, недостатком этого способа являются большая трудоемкость операции изготовления сопел для расплавов и необходимость в сложном оборудовании.
Технической задачей настоящего изобретения является повышение термо- и коррозионостойкости, теплопроводности материала и улучшение его обрабатываемости, а также упрощение технологии изготовления сопла и снижение трудозатрат.
Поставленная задача достигается тем, что материал для изготовления сопла для распыления расплавов алюминия, магния и их сплавов, содержащий оксид алюминия, дополнительно содержит смесь талька, магнезита и оксидов следующего состава при соотношении в % мас.:
тальк - 40-50
магнезит - 50-40
оксид алюминия - 3-4
оксид магния - 2-3
оксид кальция - 0,5-1
оксид кремния - 1-2
Способ изготовления сопла для распыления расплавов, включающий смешение порошкообразных компонентов шихты, прессование заготовки и механическую обработку, состоит в том, что перед прессованием в шихту добавляют 15-20% связующего материала, после прессования заготовки осуществляют сушку сначала 2-3 часа при комнатной температуре, а затем 2-3 часа при температуре 200-300oC, после чего проводят пропитку заготовки раствором жидкого стекла и повторную сушку.
В качестве связующего материала используют жидкое стекло.
Прессование осуществляется в пресс-форме для ручного прессования.
Исходный порошкообразный материал может быть получен из природных минералов талька (хлорита, талькохлорита, талькомагнезита, серпентина), магнезита.
Пример выполнения способа.
Сопло для распыления изготавливается из порошка талькомагнезита (талькохлорита или серпентина) следующего состава (% мас.): тальк - 45, магнезит - 46, Al2O3 - 4, MgO - 3, CaO - 1, SiO2 - 1. Порошок получается путем дробления исходного материала в дробилке и последующего размола в шаровой мельнице до крупности 0,25-0,14 мм.
Из полученного порошка в металлическом противне готовят смесь с жидким стеклом в соотношении 5:1, смесь тщательно перемешивают и растирают вручную. Полученная смесь (шихта) должна быть слегка влажной, но достаточно сыпучей. Затем смесь протирают через сито 0,5-1,0 мм. Для предохранения высыхания перед прессованием приготовленную шихту накрывают полиэтиленовой пленкой. Если шихта слишком влажная и налипает на пресс-форму, ее, сняв пленку и перемешивая, подсушивают в течение 20-50 минут или добавляют сухой порошок.
Из смеси порошка с жидким стеклом прессуют заготовки сопла заданной формы и размера при помощи ручного устройства.
Пресс-форма для ручного прессования показана на фиг. 1. Она состоит из корпуса (1), нижнего (2) и верхнего (5) пуансона, матрицы (3), направляющей крышки (4) и подставки (6). Устройство для ручного прессования показано на фиг. 2. Прессование проводится в следующей последовательности:
- при помощи тампона, пропитанного маслом, наносят тонкий слой машинного или трансформаторного масла на рабочие поверхности матрицы (3) и пуансонов (2) и (5);
- в корпус (1), установленный на подставке (6), вставляют нижний пуансон (2) и матрицу (3);
- в матрицу засыпают шихту и слегка ее уплотняют при помощи стержня (штыря) до верхнего уровня матрицы;
- навинчивают направляющую крышку (4) и вставляют в нее пуансон (5);
- пресс-форму устанавливают на подставку (6) и при помощи ручного пресса (фиг. 2) или молота весом 3-4 кг несколькими (6- 7) ударами по пуансону прессуют заготовку ниппеля, пуансон забивается до упора;
- пресс-форму снимают с подставки, устанавливают на алюминиевую плиту, опирая ее нижним пуансоном, и ручным прессом или несколькими ударами молота по верхнему пуансону производят допрессовку за счет нижнего пуансона, который имеет ход 2-3 мм;
- затем пресс-форму разбирают: выбивают ударом верхний пуансон, откручивают при постукивании крышку (4), матрицу выбивают снизу молотом, из нее вынимают заготовку сопла.
Напрессованную заготовку просушивают естественной сушкой на воздухе не менее 2-3 часов, а затем 2-3 часа при 200-300oC, после чего ее охлаждают.
Охлажденную заготовку сопла пропитывают раствором жидкого стекла с водой в соотношении 1:1 в течение 5 минут, после чего проводят повторную сушку при тех же описанных выше условиях.
Из приготовленной заготовки вытачивают на токарном станке сопло необходимых размеров и геометрической формы.
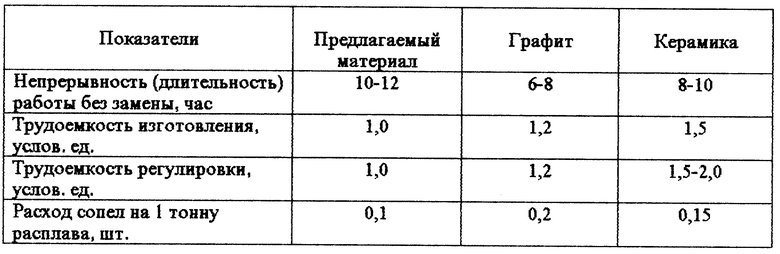
Многократные испытания выявили преимущества заявляемого материала и способа изготовления сопла. Трудозатраты снизились в 1,2-1,5 раза, при этом отпала необходимость использования дорогостоящего пресса и печи спекания.
Результаты испытаний приведены в таблице.
Испытания показали высокую термо- и коррозионную стойкость и низкую теплопроводность сопел из заявляемого материала, их хорошую обрабатываемость вручную простейшими средствами (напильником и т.п.). Кроме того, отработанный материал сопла может многократно использоваться в работе путем измельчения в порошок и последующего прессования по вышеописанной технологии.
Источники информации
1. Производство и применение алюминиевых порошков и пудр. М.: "Металлургия", 1980, стр. 19.
2. В.Г. Гопиенко и др. Конструкции форсунок для распыления расплавленных металлов. Порошковая металлургия, 1989, N 2, с. 99-103.
3. Патент Япония 48-34310, опубл. 20.10.1973.
4. Патент ФРГ 1026158, опубл. 14.12.1961.

Изобретение относится к порошковой металлургии и может быть использовано для получения порошков путем распыления расплавов сжатым газом, в частности порошков алюминия, магния и их сплавов, с помощью пневматических форсунок. Материал для изготовления сопла содержит, мас.%: тальк 40-50; магнезит 50-40; оксид алюминия 3-4; оксид магния 2-3; оксид кальция 0,5-1; оксид кремния 1-2. Способ изготовления сопла включает смешение порошкообразных компонентов шихты, прессование заготовки и механическую обработку, при этом перед прессованием в шихту добавляют 15-20% связующего материала, после прессования заготовки осуществляют сушку сначала 2-3 ч при комнатной температуре, затем 2-3 ч при 200-300oС, после чего проводят пропитку заготовки раствором жидкого стекла и повторную сушку. В качестве связующего материала используют жидкое стекло, прессование осуществляют в пресс-форме для ручного прессования. Изготовленное согласно изобретению сопло имеет высокую термо- и коррозионную стойкость и низкую теплопроводность, а также хорошую обрабатываемость вручную. 2 с. и 2 з.п. ф-лы, 1 табл., 2 ил.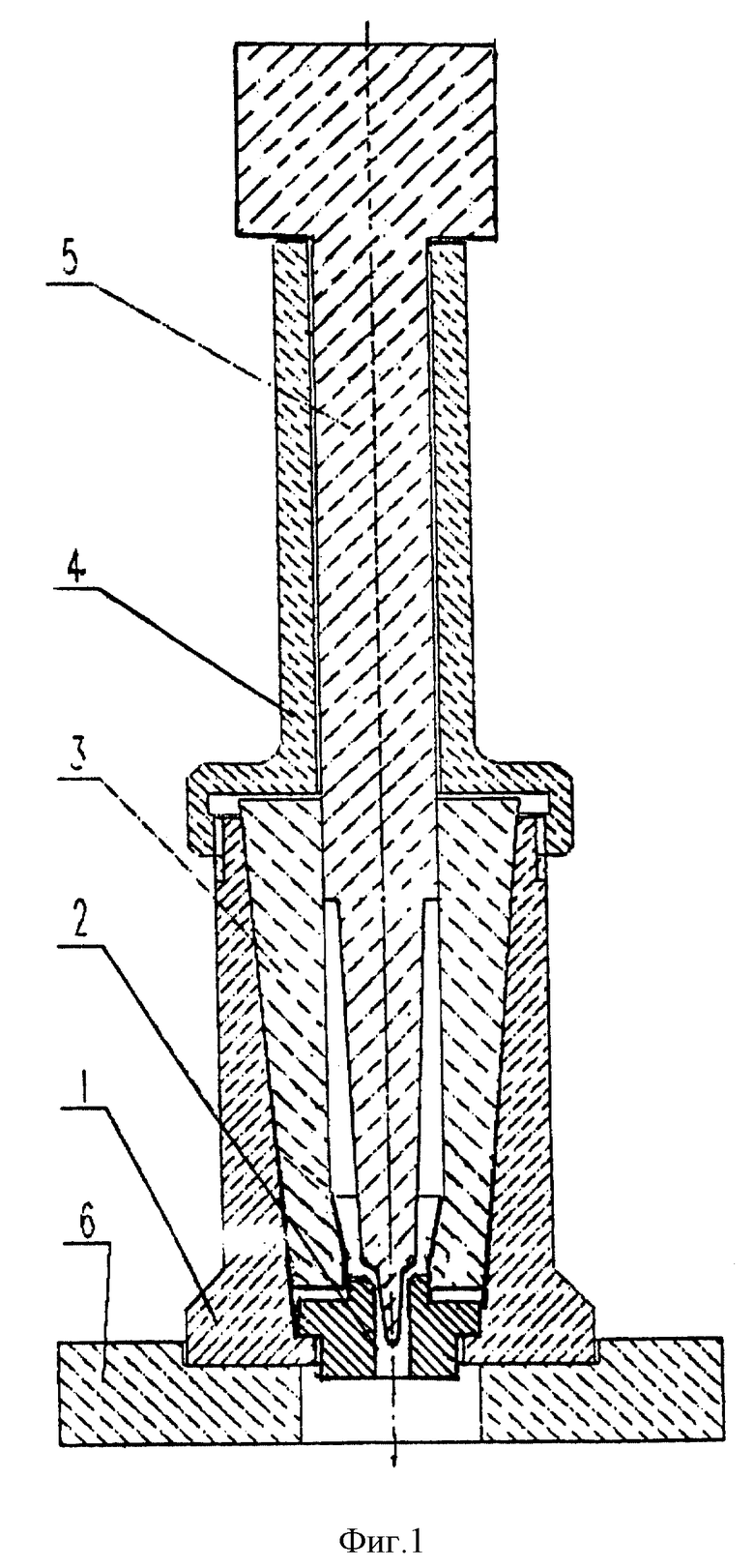
Тальк - 40 - 50
Магнезит - 50 - 40
Оксид алюминия - 3 - 4
Оксид магния - 2 - 3
Оксид кальция - 0,5 - 1
Оксид кремния - 1 - 2
2. Способ изготовления сопла для распыления расплавов, включающий смешение порошкообразных компонентов шихты, прессование заготовки и механическую обработку, отличающийся тем, что перед прессованием в шихту добавляют 15 - 20% связующего материала, после прессования заготовки осуществляют сушку сначала 2 - 3 ч при комнатной температуре, затем 2 - 3 ч при 200 - 300oC, после чего проводят пропитку заготовки раствором жидкого стекла и повторную сушку.
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Устройство для получения металлического порошка из расплава | 1989 |
|
SU1704925A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА ИЗ РАСПЛАВА | 1994 |
|
RU2080211C1 |
| DE 3423597 А1, 09.01.1986. | |||

