Изобретение относится обработке металлов давлением, в частности к механической обработке давлением листового материала, касается способа изготовления суперпластично сформованных и диффузионно связанных изделий. Изделия, изготовленные данным способом, имеют жесткую полую панельную структуру и могут быть использованы для изготовления полых крыльев, секций крыла, конструкций патрубков, корпусов (например, части картера двигателя, образующей трубопровод с фланцем) и рам (т.е. части несущей опоры). В некоторых вариантах реализации изобретение может быть использовано при изготовлении структур профиля крыла с пространственной кривизной, таких как профили крыла ротора и статора вентилятора или компрессора.
Наиболее близким в части способа изоретению является способ изготовления ячеистой структуры, который включает размещение по крайней мере одного металлического листа на пресс-плите с опорной поверхностью, чередующейся с полостями, обжим листа по толщине на участках, соответствующих опорной поверхности, и нагружение его изнутри давлением для высадки на участках, соответствующих полостям пресс-плиты.
Недостатки указанного известного способа, взятого в качестве прототипа для предложенного способа, заключаются в том, что он не обеспечивает надежного суперпластичного формования и диффузионного связывания изделий, в невозможности изготовления структур обтекаемых тел с пространственной кривизной сложной формы, а также в недоступности для оценки проверки целостности связей и структуры перед соединением с дополнительными структурными компонентами для образования изделия.
Сущность предложенного способа изготовления ячеистой структуры заключается в том, что размещают по крайней мере один металлический лист на пресс-плите с опорной поверхностью, чередующейся с полостями, обжимают лист по толщине на участках, соответствующих опорной поверхности, и нагружают его изнутри давлением для высадки на участках, соответствующих полостям пресс-плиты, причем лист изготавливают из материала со сверхпластичными свойствами, в качестве пресс-плиты используют плиту с опорной поверхностью между полостями в виде ленточной поверхности с выступами, соединяющими соседние полости, обжим листа по толщине осуществляют от нескольких долей процента до 10% при одновременном нагреве листа до появления сверхпластичных деформаций.
Предложенный способ можно осуществлять в следующем варианте: располагают смежно друг другу два листа и давление для их обжима создают по крайней мере одной плитой с ленточной поверхностью и противолежащей поверхностью, причем плиту и противолежащую поверхность сближают до соответствующих ограничителей.
В качестве противолежащей поверхности можно использовать плоскую поверхность или можно также использовать вторую плиту с ленточной поверхностью и выступами, соответствующими ленточной поверхности и выступам первой плиты.
Плиты используют с ленточной поверхностью, выполненной с постоянной шириной 1/32 и 1/8 дюйма (0,79 мм и 3,175 мм), а кромки плит, образующих ленточную поверхность, выполняют скругленными.
Поверхность плит,ограничивающую полости, можно выполнять в форме многоугольников.
Предложенный способ также включает соединение листов диффузионным связыванием вдоль их ленточных поверхностей.
Перед диффузионным связыванием оба листа соединяют вместе по их периферии и снабжают средством связи с источником давления газа.
Согласно предложенному способу оба листа также формируют одновременно по их ленточным поверхностям и вдоль их периферии для образования ячеек, взаимосвязанных посредством выступов, а ячейки нагружают давленеим газа при температуре сверхпластичных деформаций для их дальнейшего расширения.
После диффузионного связывания листов осуществляют расширение ячеек под давлением к поверхности, ограничивающей их расширение.
Расширение ячеек осуществляют до диффузионного связывания всех ячеек по крайней мере на одной стороне ленточной поверхности листа со смежными ячейками для образования ячеистой структуры без зазоров между стенками смежных ячеек.
Полую ячеистую структуру могут соединять диффузионным связыванием с дополнительными металлическими элементами.
Диффузионное связывание осуществляют по концам ячеек.
Металлическими элементами охватывают всю полую ячеистую структуру.
В качестве металлических элементов используют наружные оболочки с обтекаемой поверхностью.
В одном из вариантов исполнения способа листовую заготовку при температуре сверхпластичного деформирования размещают между пресс-формами с рабочими поверхностями, имеющими кривизну в плоскости заготовки.
Перед деформированием заготовки посредством пресс-форм к сети ячеек прикладывают давление газа и увеличивают давление после образования кривизны для сверхпластичного расширения объема ячеек.
Листовую заготовку, согласно варианту исполнения, могут размещать между пресс-формами со сложной кривизной рабочих поверхностей.
Соединение полой ячеистой структуры с наружными оболочками с обтекаемой поверхностью могут осуществлять, размещая полую ячеистую структуру при температуре сверхпластичного деформирования между упомянутыми оболочками, выполненными с карманом между ними со сложной кривизной, затем прикладывают давление внутри ячеек полой струтуры, размещают полую структуру в кармане оболочек и сближают оболочки для формирования полой структуры до сложной кривизны, соответствующей кривизне кармана, после чего вспучивают полую структуру до внутренних стенок кармана оболочек и диффузионного связывания этих стенок с наружной поверхностью полой структуры.
Перед соединением полой ячеистой структуры с одним или более дополнительными металлическими элементами эту структуру подвергают проверке по качеству соединения составляющих ее листов и структурной целостности.
Ячейки можно выполнять с различными размерами поперечного сечения.
Наиболее близким аналогом изобретения в части изделия, изготовленного заявленным способом, является ячеистая структура, которая содержит два металлических листа, соединенных вместе вдоль ленточной поверхности с образованием ячеек, связанных друг с другом каналами [2]
Для устранения недостатков предложенная ячеистая структура содержит два металлических листа, соединенных вместе вдоль ленточной поверхности с образованием ячеек, связанных друг с другом каналами, причем каналы выполнены в виде деформированных участков ленточной поверхности листов.
Предложенная ячеистая структура также снабжена средством для связи ячеек с источником высокого давления.
Кроме того, стенки смежных ячеек диффузионно связаны между собой без пустот.
Ячеистая структура может быть выполнена с пространственной кривизной и может быть размещена в дополнительных структурных элементах и диффузионно связано с ними.
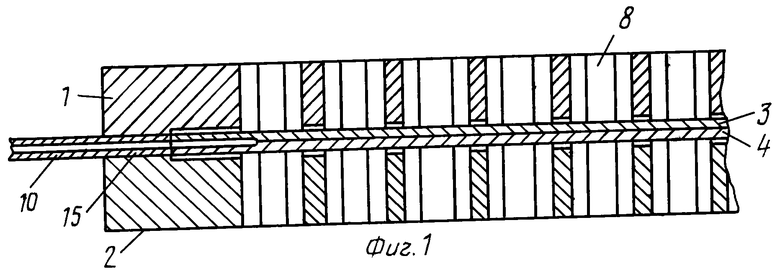
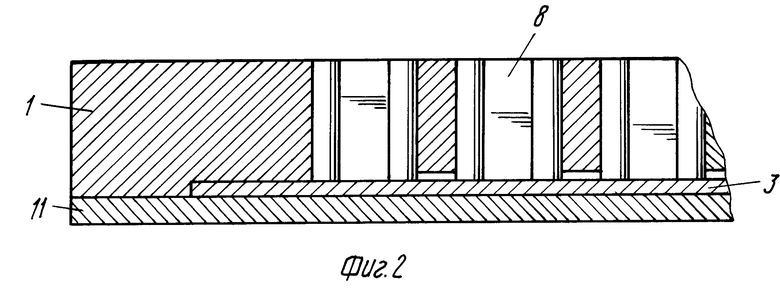
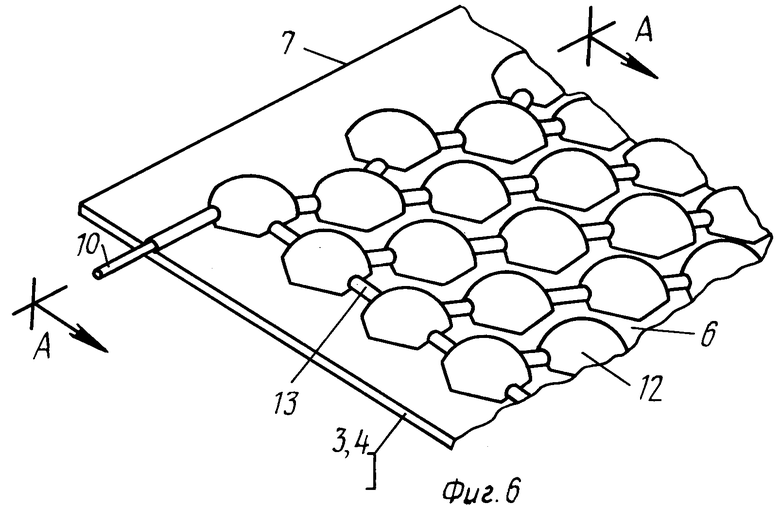
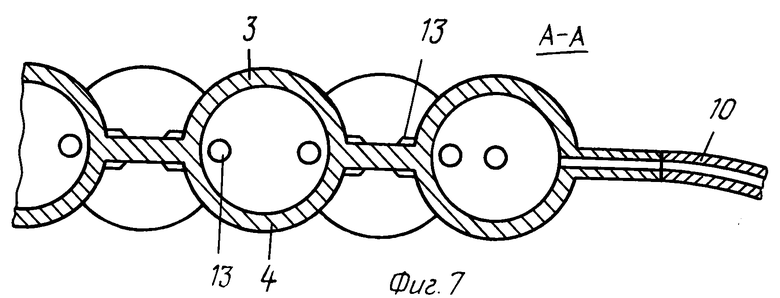
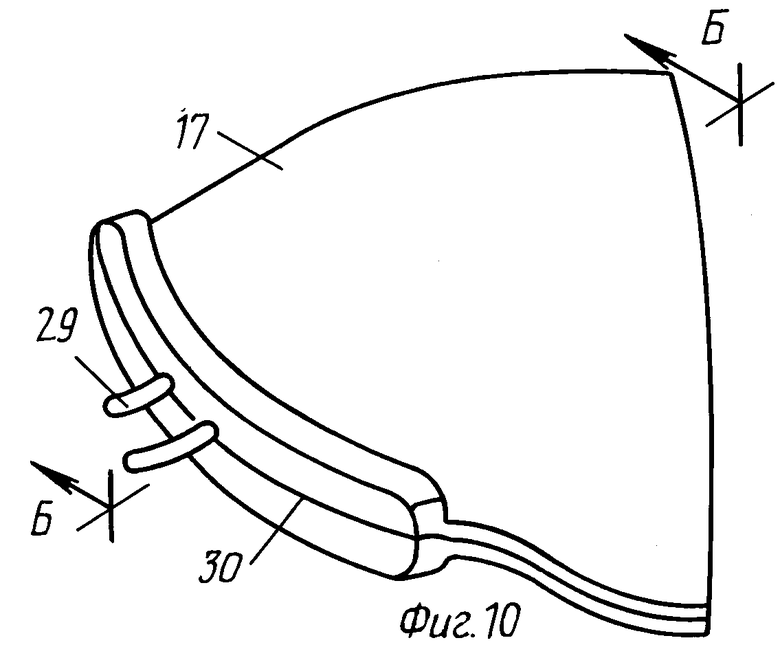
На фиг. 1 изображены два металлических листа, расположенных между противостоящими плитами устройства перед суперпластичным формованием и диффузионным связыванием, вид в поперечном сечении; на фиг. 2 вид в поперечном сечении одного металлического листа, расположенного между плитой и противостоящей плоской поверхностью устройства перед суперпластичным формованием и диффузионным связыванием; на фиг. 3 вид в поперечном сечении, аналогичный виду на фиг. 2, показывающий внешний вид одного листа после его высадки вдоль ленточной поверхности; на фиг. 4 частичный вид в плане нижней плиты, показанной на фиг. 1; на фиг. 5 частичный вид в перспективе на исходной линии плит, показанных на фиг. 1 и 2, без металлических листов между ними и с верхней плитой, показанной пунктирной линией; на фиг. 6 частичный вид в перспективе суперпластично сформированных листов, показанных на фиг. 3, диффузионно связанных вместе согласно изобретению; на фиг. 7 сечение А-А на фиг. 6; на фиг. 8 пресс-форма для формования двунаправленно изогнутой полой панельной структуры согласно изобретению, вид в перспективе; на фиг. 9 вид в перспективе обтекаемого тела согласно изобретению перед конечной сборкой, чтобы показать три основных структурных компонента; на фиг. 10 вид в перспективе обтекаемого тела на фиг.9 после сборки; на фиг. 11 сечение Б-Б на фиг. 10; на фиг. 12 вид в плане соединений ячеек, которые могут быть образованы для обеспечения газовой траектории согласно изобретению.
Пресс-формы или плиты, используемые согласно изобретению, показаны на фиг. 1-5, иллюстрируя вариант реализации, в котором плиты образуют шестиугольный образец. На фиг. 1 показаны две плиты 1,2 с проложенной между ними парой металлических листов 3,4. Плита 2 и аналогичным образом плита 1 образуют рабочую ленточную поверхность 5, расположенную для образования соответствующей ленточной поверхности 6 на результирующей предварительной заготовке 7 (фиг. 6), которая сформована из металлических листов 3 и 4.
Ленточная поверхность 5 плиты образует в своих промежутках ряд полигональных пустот или полостей 8. Плиты также имеют выступы 9 в ленточной поверхности 5 плиты, соединяющие полигональные полости 8. Выступы 9 должны обеспечить сообщение газового давления. приложенного через внешнюю трубу 10, со всеми полигональными полостями (фиг. 6).
Пример образца профилей для этой цели показан на фиг. 12, может использоваться любой образец профиля, который обеспечивает адекватное газовое давление во всех ячейках, чтобы достигнуть требуемую вспучивания. При необходимости для этой цели может быть предусмотрено больше, чем одна трубка 10, хотя считается, что одной достаточно для большинства применений.
Альтернативно при необходимости изобретение может использоваться для суперпластичного формования одного листа вместо двух таких листов.
Металлический лист 3 проложен между плитой 1 и противостоящей плоской плитой 11. Плита обеспечивает рабочую ленточную поверхность, расположенную для образования соответствующей ленточной поверхности на листе 3, когда лист 3 сжимается между плитой и плоской плитой 11 и подвергается температурам в диапазоне суперпластичности для выбранного материала. На фиг. 3 таким образом схематично показан внешний вид листа 3, когда он подвергается процессу формования (высадки).
Согласно варианту реализации изобретения плиты (фиг. 1 и 4) приводятся в контакт с парой металлических листов, способных суперпластично формоваться и диффузионно связываться, и плиты сводятся вместе с соответствующим усилием, чтобы произвести высадку листов от доли процента до 10% в зоне ленточной поверхности 6 заготовки.
Согласно изобретению установлено, что предварительная заготовка может быть изготовлна таким образом без использования защитного или другого типа адгезионного ингибитора, без необходимости управления относительными давлениями и без использования второго листа, контактирующего с первым. Высаживание металла в описываемом образце принуждает лишний металл течь в смежные полигональные полости 8 плиты, образуя полигональные ячейки 12. Аналогичным образом металл листов 3 и 4 течет в выступы 9 плиты, образуя соответствующие каналы 13, соединяющие ячейки 12.
Способ может осуществляться с помощью горячего пресса и вакуумной печи, используя традиционный пресс, так что плиты могут сводиться вместе до упора с положительным ограничителем до расстояния, необходимого для заданной степени высадки. Например, если используется два листа толщиной 0,040 каждый, ограничители должны быть установлены так, чтобы ограничить зазор между плитами до 5% в каждом листе.
Ленточная поверхность 5 плиты предусматривается предпочтительно узкой и постоянной ширины, предпочтительно 0,050-0,060 дюйма (1,27-1,524 мм). Эти ленточные поверхности должны быть достаточно широкими, чтобы достигнуть связывания, когда плиты сводятся и в отношении прочности во время процесса формования, и должны быть достаточно узкими, чтобы избежать ненужного изгибающего напряжения, когда стенки смежных ячеек сами удваивают соприкасающиеся части во время вспучивания, чтобы встретиться вдоль линии связи (соединения).
Ленточные поверхности могут также быть разной ширины и содержать хаотичное распределение многоугольников, отличающихся по размеру, форме или ориентации по поверхности листа. Требуемая ширина ленты будет обязателньо зависеть от толщины металлических листов, конкретно используемого сплава, размера и геометрии многоугольников, требуемой степени роста ячейки и требуемых характеристик конечного изделия. Способ, в частности, полезен в том, что дает возможность изготавливать сердцевинные структуры из относительно тонких металлических листов, порядка 0,020 дюймов (0,508 мм) для получения очень легких по весу структур без ненужного локального удлинения или образования шейки металла стенок ячейки.
Вспомогательные плиты 1 и 2 могут образовать открытую пресс-форму, они могут образовать пресс-форму с закрытой полостью (не показано), в которой рост ячейки ограничен внутренней поверхностью пресс-формы. Следует отметить, что открытые пресс-формы менее дорогие для обработки.
Плиты могут также образовать наружную или периферийную поверхность 14 (фиг. 5), образующую диффузионно связывающую зону требуемой ширины, охватывающей всю предварительную заготовку. На периферийных поверхностях плит выполнены каналы 15 для размещения в них трубки 10, которые требуются для коммуникации газа.
Металл или сплавы металлов, которые могут использоваться согласно изобретению, являются материалами, способными подвергаться суперпластичному формованию и диффузионному связыванию. Они предпочтительно способны подвергаться большой пластичной деформации (от нескольких сот процентов до 1000% растяжения) при их суперпластичных температурах. Каждый конкретный сплав подвергается суперпластичному переходу при температуре, которая может быть легко измерена. Суперпластично деформируемые сплавы алюминия и титана известны в области техники. Конкретный предпочитаемый титановый сплав включает алюминий и ванадий, такой как сплав Ti6AI-4V, который становится суперпластичным при температурах около 1435оF и связывается при температурах 1675-1725оF. Некоторые другие сплавы, главным образом титана и алюминия, могут достигать суперпластичности путем уменьшения размера их зерна, так как размер тонкого стабильного зерна придает металлам способность проявлять суперпластичную текучесть.
В объем изобретения также входит использование депрессоров точки плавления или активаторов связывания, чтобы понизить температуру диффузионного связывания металлического листа. Такие активаторы известны и являются специфическими в отношении конкретного металла или сплава, например никель и/или медь с титановыми сплавами. Активатор наносится на листы по ленточной поверхности, он мигрирует в металл во время связывания, так что образуется конечное соединение только титанового сплава.
В предпочитаемом способе согласно изобретению два металличесикх листа 3,4 помещаются между плитами 1 и 2 в горячем прессе или сравнимом известном устройстве, и плиты сводятся вместе до противодействующих ограничителей, чтобы достигнуть около 5% высадки вдоль ленточной поверхности 5. Предпочтительно это производится кратковременно при суперпластичных температурах. Цель состоит в деформировании металла листов 3 и 4 без их связывания. При суперпластичных температурах деформация происходит почти мгновенно, образуя подушкообразные ячейки 12 (фиг. 6). Это может производиться в воздушной атмосфере. Значительно более длительное время потребуется для осуществления деформации при температуре ниже суперпластичного перехода. Плиты затем удаляются и сформованные таким образом (но не связанные) листы 3 и 4 (пара сформованных листов, показанных на фиг. 6, имеет по существу тот же внешний вид, как если бы деформировался один лист) могут быть очищены для дальнейшей обработки. Листы затем могут локально деформироваться, например, используя оправку, для размещения входной трубки 10. Листы затем свариваются по всей периферии, используя известные способы сварки, такие как электронно-лучевой сварки (ЕВ) или дуговая сварка вольфрамовым электродом в среде инертного газа (Т10), которые не загрязняют поверхности металлов. Трубка 10 также предпочтительно приваривается на месте, используя, например, сварку угловым швом, так что две пластины образуют герметичный внутренний объем.
Затем производится вакууминизация через трубку 10 до давления примерно 10-2 и 10-3 Торр, и два листа снова помещаются в печь при температуре и на период времени, достаточные для проведения диффузионного связывания, при этом плиты сохраняются в той же степени сближения, которое было на стадии первоначального формования. Вакуум между листами обеспечивает адекватное связывание вдоль ленточной поверхности 6 заготовки, не допуская не связанных районов, которые в противном случае могли бы быть вызваны оставшимся газом даже в незначительных количествах. В то же время вакуум не должен быть настолько высоким, чтобы вызывать разрушение сформованных подушек.
Следует отметить, что если плиты 1 и 2 закрытые или являются ограничивающими пресс-формами, формируемые подушки могут принимать форму прямостенного шестиугольника с плоским верхом. Предпочтительно в случае титана смазывать поверхности плит порошкообразным нитридом бора, известной сухой смазкой, чтобы предотвратить истирание поверхностей плит из-за трения с металлическими листами.
При использовании листов из титанового сплава Ti6AI-4V толщиной 0,030 дюйма (0,762 мм) в вышеописанном способе выполнения шестиугольники имели расстояние 1/2 дюйма (12,7 мм) между противоположными сторонами, ширина ленты была 0,040 дюйма (1,016 мм), а нагревание осуществлялось до 1440оF в течение 15 мин, после чего отмечалось образование ячеек, как показано на фиг. 6, до высоты примерно 1/16 дюйма (1,587 мм) над первоначальной поверхностью листов 3 и 4, при внутренней глубине ячейки около 1/8 дюйма (3,175 мм). С помощью выступов 9 шириной около 3/32-1/8 дюйма (2,381 мм 3,175 мм) были образованы соединяющие каналы 13, имеющие внутренний диаметр около 1/32-1/16 дюйма, 0,793 мм 1,587 мм, образуя тем самым сообщающуюся сеть ячеек.
Вышеописанный вариант реализации изобретения выгоден тем. что он может осуществляться в стандартном горячем прессе со временем цикла около одного часа. Альтернативно, способ может осуществляться в более дорогом вакуумном прессе, требуя более длительного времени цикла. Вакуум в прессе служит для выполнения той же функции, как описано выше в отношении вакуума внутри сварной предварительной заготовки, именно для обеспечения адекватного связывания. В этом варианте реализации тепло и давление могут поддерживаться также достаточно длительное время в начальной стадии для обеспечения связывания, а также формообразования взаимосвязанной ячеистой структуры. Для титанового сплава Ti6АI-4V с температурой нагрева около 1700оF время, необходимое для связывания при 5%-ной высадке, составляет порядка от одного до двух часов. При этом варианте реализации изобретения листы 3 и 4 могут одновременно диффузионно связываться в полосе вокруг их периферии вместо сварки. Наличие трубки 10 возможно, но необязательно. Она может быть использована в качестве элемента для образования зазора в периферийном соединении, через который внутренний объем предварительной заготовки сообщается с вакуумной средой печи. Могут использоваться множественные уложенные штабелем плиты совместно с прессом или печью, из которых каждая является такой, как описано выше, для повышения эффективности способа производства.
Надо предпринимать меры предосторожности, чтобы избегать острых кромок в плитах. Например, в случае ширины ленточной поверхности 0,040 дюйма (1,016 мм) толщина стенок между смежными шестиугольниками в плите может быть 0,1 дюйма (2,54 мм) со скругленным радиусом 0,032 дюйма (0,812 мм). Углы шестиугольников аналогично скруглены, чтобы избежать острых углов, которые могут привести к высокому локальному напряжению.
Предпочтительно, чтобы трубка 10 изготавливалась из того же сплава, что и листы 3 и 4; однако трубка может изготавливаться из любого материала, который может диффузионно связываться или свариваться с металлическими листами в зависимости от условий используемого способа, и который имеет сравнимый коэффициент теплового расширения, и в остальном сравним с основным металлом.
Предварительная заготовка 7, изготовленная согласно изобретению, может затем надуваться газом для вспучивания при суперпластичных температурах и типично при давлениях около 200-300 фунтов (5080-76200 мм) на квадратный дюйм инертного газа, такого как аргон, для образования панельной структуры регулярной или нерегулярной формы.
Для связывания двух уже сформованных, но еще не связанных друг с другом заготовок они могут в процессе нагрева дополнительно надуваться газом в том же тепловом цикле после удаления плит, если это необходимо. Вдувание газа принуждает ячейки 12 расширяться в наружную сторону в обоих направлениях от плоскости листов 3,4 на некоторую долю, например 70-90% предельно необходимой степени удлинения. Следует отметить, что способ дает возможность сводить до минимума число температурных циклов, необходимых для изготовления изделия по сравнению с прежними способами.
Вдувание газа в предварительную заготовку может производиться, когда она удерживается просто вокруг своего периметра, и в этом случае ячейки будут расширяться равномерно в своих соответствующих направлениях. Альтернативно предварительная заготовка может надуваться газом в пресс-форме с закрытой полостью, так что стенки полости ограничивают и определяют требуемую форму вспученной или частично вспученной сердцевины. Такая пресс-форма может, например, ограничивать расширение до требуемых размеров. Наружные панели или структурные элементы пресс-формы могут быть диффузионно связанными с удлиненными поверхностями при вершине ячеек, оставляя поверхность между панелями с сердцевиной связанными и вакууминизированными. Альтернативно предварительная заготовка может быть полностью надута газом этим способом, а затем связана с наружными элементами. Можно видеть, что поскольку расширение производится ровно и однородно газовым давлением, фактически любая произвольная форма сердцевины может достигаться путем соответственно формообразования полости пресс-формы. Нагнетание газа может производиться на воздухе при условии, что степень нагнетания достаточно мала,чтобы не происходило связывания, например, между смежными стенками ячеек. Если операция проводится на воздухе, металл листов или предварительной заготовки должен очищаться от оксидов и других примесей известными способами, такими, например, как кислотная ванна.
Способ согласно изобретению, в частности, может быть использован для образования структур обтекаемого тела с пространственной кривизной, как например, лопасти ротора или обтекаемые элементы статора для вентиляторов и компрессоров и дисков с интегралными лопастями, часто требующих высокоискривленных поверхностей, высокой прочности и жесткости, низкого веса и доступности для проверки сердцевины на ранней стадии производства. Это показано на фиг. 8-11.
Предварительная заготовка 7 сначала скручивается в форму, соответствующую пространственной кривизне внутренней полой части или карману 16 обтекаемого тела 17. Скрученная сердцевина 18 располагается между верхней 19 и нижней 20 оболочками обтекаемого тела. Согласно изобретению верхняя и нижняя оболочки 19, 20 диффузионно связываются вместе вдоль их периферийных конгруэнтных поверхностей 21, 22 и полость или карман 16 между ними (предпочтительно расположенный одинаково в обеих оболочках) полностью заполняется ячеистой сердцевиной 18, которая расширяется, чтобы заполнить этот объем, и которая диффузионно связывается вдоль своей наружной поверхности с соответствующими внутренними поверхностями оболочек обтекаемого тела.
В зависимости от степени пространственной кривизны в обтекаемом теле целесообразно сначала придать некоторую степень кривизны предварительной заготовке в пресс-форме, а последующая требуемая кривизна выполняется посредством самих оболочек обтекаемого тела, служащих в качестве пресс-форм. Альтернативно, если требуется только небольшая степень пространственной кривизны, это может быть придано предварительной заготовке посредством самих оболочек обтекаемого тела, не прибегая к применению одной или большей предварительных стадий формования, чтобы постепенно достигнуть требуемой пространственной кривизны.
Пресс-форма 23 содержит верхнюю 24 и нижнюю 25 плиты с рабочими поверхностями 26, имеющими кривизну в плоскости заготовки, которую необходимо достигнуть на данной стадии формования (фиг. 8). Предварительная заготовка 7 расположена между плитами 24 и 25 с трубкой 10 для нагнетания газа внутрь предварительной заготовки. В печи предварительная заготовка 7 сначала надувается инертным газом до нескольких мм/мм2, чтобы избежать "перегибов" или резких сгибов в предварительной заготовке. Половины пресс-формы или плиты 24 и 25 затем закрываются на предварительной заготовке, при температуре в диапазоне ее суперпластичности, так что предварительная заготовка принимает требуемое скручивание. Пресс-форма 23 может быть с открытой полостью для придания скручивания предварительной заготовке, или может быть с закрытой полостью, и ее внутренняя поверхность определяет требуемую наружную форму сердцевины, формуемой посредством нагнетания газа в предварительную заготовку 7. Сердцевина может быть конечной требуемой формы или предварительной формы меньшей, чем требуемая степень вспучивания. Степень вспучивания предпочтительно поддерживается на уровне ниже того, при котором боковые стенки ячеек начинают связываться друг с другом, пока не будет достигнута конечная степень кривизны. Это предотвращает придание скручивания сердцевины после того, как боковые стенки уже связались, что деформирует их и вызывает неровности в толщине ячеек в сердцевине. В случае больших степеней пространственной кривизны может применяться последовательность постепенных пресс-форм.
Вспученная сердцевина 18 затем устанавливается между половинами 19, 20 обтекаемого тела и результирующий "сэндвич" сжимается при температурах в суперпластичном диапазоне сердечника и оболочек. Изготовление оболочек 19, 20 обтекаемого тела может производиться любым традиционным способом, например путем комбинации механического и горячего прессования. Они предпочтительно изготавливаются из того же сплава, что и сердцевина, или совместимого с ним. Канал 27 и аналогичный канал 28, выполняются в оболочке 20 для обеспечения сообщения газа между внутренними объемами, образованными между сердцевиной 18 и соответствующими оболочками, так что вакуум может образовываться в этом объеме, чтобы достигнуть полного связывания между поверхностью сердцевины 18 и соответствующей внутренней поверхностью оболочек 19, 20. Это может производиться любым из нескольких способов, как будет описано ниже. Трубка 10 размещается в канале 28 для нагнетания газа внутрь сердцевины 18, чтобы вспучить ее до полного заполнения объема, образуемого между половинами 19, 20 обтекаемого тела. После формования структуры трубки могут быть изъяты и небольшие оставшиеся отверстия закупориваются или завариваются, если необходимо.
Описано два способа формования из двух половин обтекаемого тела и сердцевины завершенного обтекаемого тела. В одном способе процесс осуществляется в вакуумной пресс-форме, которая обеспечивает требуемую температуру, и приложение механического давления к сопряженным перифериям 21, 22 оболочек обтекаемого тела в условиях вакуума. Подсборка из трех деталей помещается в вакуумную пресс-форму, и трубка 10 соединяется с источником давления инертного газа, способного вспучить ячейки сердцевины. При нагревании пресс-форма закрывается, чтобы приложить механическое давление к перифериям 21, 22 оболочек для получения 5%-ной высадки, и давление инертного газа подается через трубку 10, чтобы вспучить сердцевину 18 до стенок внутреннего кармана оболочек обтекаемого тела. При 5%-ной высадке и температуре между 1675-1725oF стадии формования и связывания могут осуществляться примерно за 2 ч в случае типовой структуры лопасти, как показано на фиг. 9-11. Вакуум, образуемый прессом, предпочтительно устанавливается на уровне между примерно 10-4 и 10-6 Торр. Канал 27 выполняется в оболочке 20 для возможности вакуума, образуемого прессом, сообщаться с внутренними объемами между сердцевиной и соответствующими оболочками. Такой канал может быть выполнен в одной (любой) или обеих сопряженных оболочках обтекаемого тела, и при необходимости таких каналов может быть выполнено больше одного. Альтернативно оболочки 19, 20 обтекаемого тела могут быть сварены по своей периферии и вакууминизированы для образования вакуумной камеры, давая возможность осуществляться связыванию в горячем прессе, вместо более дорогой вакуумной печи. Для этой цели выгодно предусмотреть трубку 29, приваренную в канале 27, которая может быть соединена с соответствующим источником вакуума 10-4-10-6 Торр. Это может быть выполнено путем соединения трубки 29 с источником вакуума перед помещением подсборки под пресс и герметизации трубки, так что требуемый вакуум поддерживается в течение всего теплового цикла без необходимости вакуумного соединения в прессе. Сердцевина затем вспучивается нагнетанием газа при температурах диффузионной связи, расширяется и связывается с карманом в оболочках обтекаемого тела. Следует отметить, что вспучивание всегда состоит из нагнетания инертного газа, как аргон, чтобы избежать образования оксидов или других загрязняющих веществ, которые невозможно легко удалить.
Период времени, в течение которого давление должно поддерживаться в сердцевине для вспучивания ячеек, будет очевидным для специалистов в этой области техники и будет зависеть от давления газа, конкретно используемого сплава, толщины листов и геометрии конкретной предварительной заготовки. Следует отметить, что газовые каналы или трубки предпочтительно выполняются в зоне соединения 30 оболочек (фиг. 10) или в концевой части так, чтобы они не пересекали зону избытка поперечного напряжения.
На фиг. 10 и 11 показано законченное изготовленное обтекаемое тело с оболочками, связанными вместе, охватывающими сердцевину 18 и связанными с ней. Важно, что плита и сердцевина доступны для проверки любым традиционным испытательным способом перед тем, как ее заделывать в обтекаемое тело, давая возможность проверить связь и структурную целостность сердцевины на ранней стадии изготовления. Проведя проверку, можно обнаружить неправильно связанную или сформованную сердцевину, смонтированную в обтекающем теле, для последующего устранения ненужных расходов из-за брака и обеспечения более высокой степени целостности и надежности, что невозможно в известных способах, которые не имеют возможности проведения такой ранней прямой проверки.
Следует отметить, что две или больше ячеистых сердцевины согласно изобретению могут связываться вместе для образования армированных структур с большей глубиной или другой формой, чем может быть достигнуто в случае только одной сердцевины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200640C2 |
| МНОГОСЛОЙНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2440205C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2050239C1 |
| ЯЧЕИСТАЯ УДЕРЖИВАЮЩАЯ СТРУКТУРА | 1996 |
|
RU2196864C2 |
| ЗАГОТОВКА ДЛЯ ЖЕСТКОЙ ПОЛОЙ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200666C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ ПАНЕЛЕЙ | 1993 |
|
RU2080225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЬНОЙ СТРУКТУРЫ С УЧАСТКАМИ, ИМЕЮЩИМИ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ ПАНЕЛЬНОЙ СТРУКТУРЫ РАЗЛИЧНЫЙ УРОВЕНЬ НАГРУЖЕНИЯ | 2009 |
|
RU2410187C2 |
| ЗАКРЫВАЮЩИЕ УСТРОЙСТВА ДЛЯ АРХИТЕКТУРНОГО ОТВЕРСТИЯ, СОДЕРЖАЩИЕ ЯЧЕИСТЫЕ СТРУКТУРЫ, СМЕЩЕННЫЕ ДЛЯ РАСКРЫТИЯ | 2012 |
|
RU2622821C2 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| КОМПОЗИТНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2494869C2 |







Использование: относится к механической обработке давлением листового материала и касается способа изготовления суперпластично сформованных и диффузионно связанных изделий. Сущность: на пресс-плиту, имеющую ленточную поверхность с выступами, чередующуюся с полостями, помещают один или два металлических листа из материала со сверхпластичными свойствами. Затем осуществляют обжим листа по толщине от нескольких долей процента до 10% при одновременном нагреве листа до появления сверхпластичных деформаций, после чего нагружают его изнутри давлением для высадки на участках, соответствующих полостям пресс-плиты. Поверхность плит, ограничивающую полости, можно выполнять в форме многоугольников. Сформованные листы могут быть диффузионно связаны вдоль их ленточных поверхностей, причем перед диффузионным связыванием их снабжают средством связи с источником давления газа. При формировании листов по их ленточным поверхностям и вдоль их периферий образуют ячейки, которые нагружают давлением газа для их дальнейшего расширения. Данный способ может быть использован для образования структур обтекаемого тела с пространственной кривизной. Для этого листовую заготовку помещают между пресс-формами с рабочими поверхностями, имеющими кривизну в плоскости заготовки при температуре сверхпластичного деформирования. Ячеистая структура, изготовленная данным способом, содержит два металлических листа, соединенных вместе вдоль ленточной поверхности с образованием ячеек, связанных друг с другом каналами, выполненными в виде деформированных участков ленточной поверхности листов. Ячеистая структура снабжена средством связи ячеек с источником высокого давления. Она может быть выполнена с пространственной кривизной и размещена в дополнительных структурных элементах. 2 с. и 24 з.п. ф-лы, 12 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4304821, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
