сл
lib
О СО
со
Изобретение относится к обс рудованию резиновой промьтитеиности, н пpeд raзнaчeнo мспользования в производстве резннопых технг--ческкх ;1зделий и может примекят.ься в )оизполстве ияделин и;- полимерных м;; тер на лов ,
Известно устройство для удаления liaaiHiOBbix изделий из трехллнтных гсресг-форн. содержащее механизмы rsepCMeiiieHHK и раяъема пресс-формы пс./орота верхней плиты, подъема .коняя и фиксации устройства, перемещения сродной штить и выталкииа:;ия из нее готовых изделий р .
и достатком данного устройства является, то что механизм зыталкивання предмазначе} только для ос -;ободдения ггресс-формы от изделий.
Мяг-более близким по текнической :;у1цности i достигаемому результату к изобретению является устройство /:пя у/каления резиновых изделий из прнсс-формьц содержащее смонтированкьге на оснорании оперную плиту ф;1ксатг рами л-Я установки пресс.vinpMM и отверстиями 5, с-оотвогствуюscsMM гнeздa i пресс-формы,, иыталкиK-oiPiie инструменты и привод для их ;.-; с 33 рати о-по с тупя т ель но Го перемещения , ИзБестное устройс1яо не To:7i,Ko освоб 1хшает пресс--форму от
чяделий „ о и снимает облой с них
rvi ;.-) момент выталкиаания L.J ,
Пдгако устройство применяется /сля v-iKoro класса изделий, т.е. только тех, которые имеют один облой, распололсен}1ЬВ{ по внешнему кон1уру изделия 5 причем обязатель4b N- ycjKJBHeM является расположение облоя на сторо:-5е изделия, обращенной к в(, инструменту. Поэтому удалить облей, расположенньп в различных плоскостях изделия т.е, с изделий сложной конфигурации, на известном устройстве нельзя, и н настоящее время в резинотехнической прог 1ь«1шеиности облой с изделий сложной конфигурации сни гается в основном вручную. Кроме того, на известном устройстве удаление облоя производится обрывкой, что зачастую не обеспечивает качественного удаления облоя, изделие требует допо;1 ительной обработки ,
Цель изобретения- расширение техлогических возможностей устройства.
Указанная цель достигается тем, что устройство для удаления резиновых изделий из пресс-формы, соцержащее смонтированные на основании опорную плиту с фиксаторами для установки пресс-формы с отверстиями, соответствующ5-1ми гнездам пресс-формы, выталкивающие инструменты и привод для их возвратно-поступательного перемещения 5 снабжено смонтированными на основании под опорной плитой суппортами с обрабатывающими инструментами, головкой, в которой установлены выталкивающие инстру5менты и привод для их вращения, и системой управления, связанной с суппортами и с приводами для возвратно-поступательного перемещения вьггалкивающих инструментов, а выталкиваютие инстр менты выполнень в виде шпинделей с saKpemieHHbnviH на их концах оправками со ступенчатой ко ической поверхностью и средствами для их крепления на шпинделях .
На фиг. 1 изображено ттредлагаемое устройство, общий вид; на фиг. 2-4 поелед1;оЕатальные стадии захвата и удаления изделий из пресс-формы.
Устройство содер;кит смонтирован0ные на ocfsosaHiffl 1 опорную плиту 2 с фиксаторами 3 для установки пресс-формь 4 и отверстиями 5j соответствующими гнездам пресс-формы 4. На основании 1 смонтирована головка 6, установленная с возможностью возвратно-поступательного перемещения оси привода 7. В головке 6 закреплены выталкивающие инструменты 8 и привод 9 для их вращения. Под опорной плитой 2 на основании
0 1 установлены суппорты 10 с обрабатьшающими инструментами 11. Устройство снабжено системой 12 управления, связанной с приводом 7, суппортадми 10 и приводом 9.
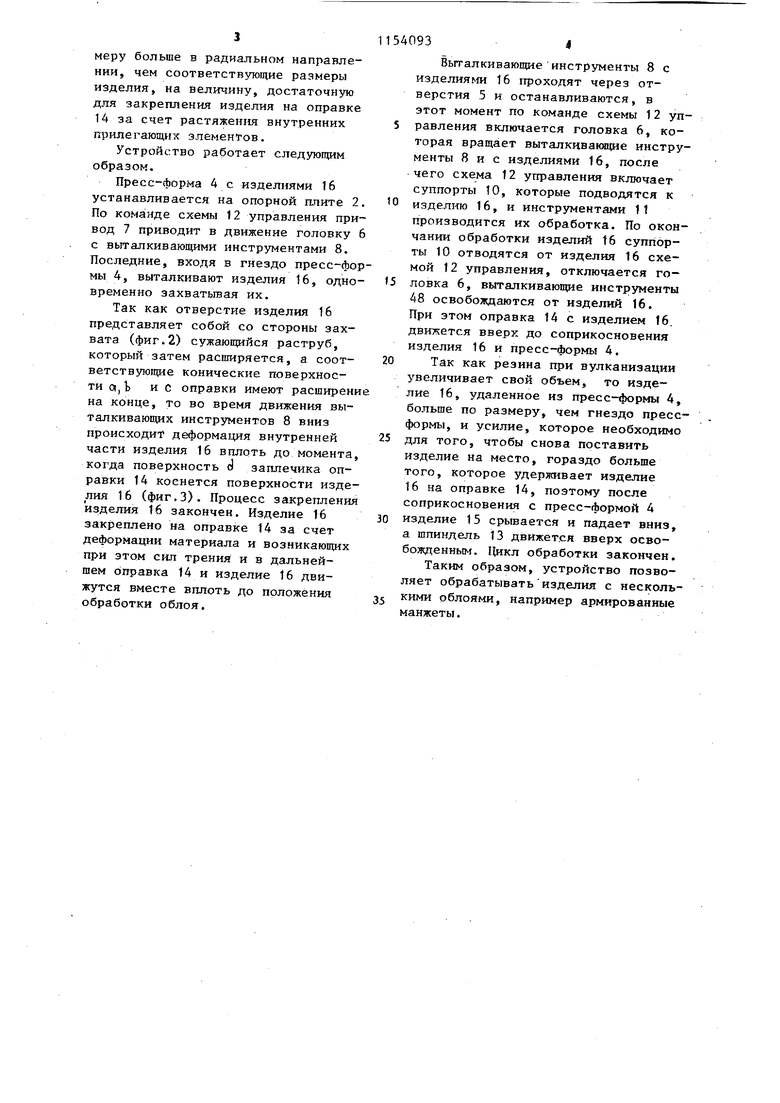
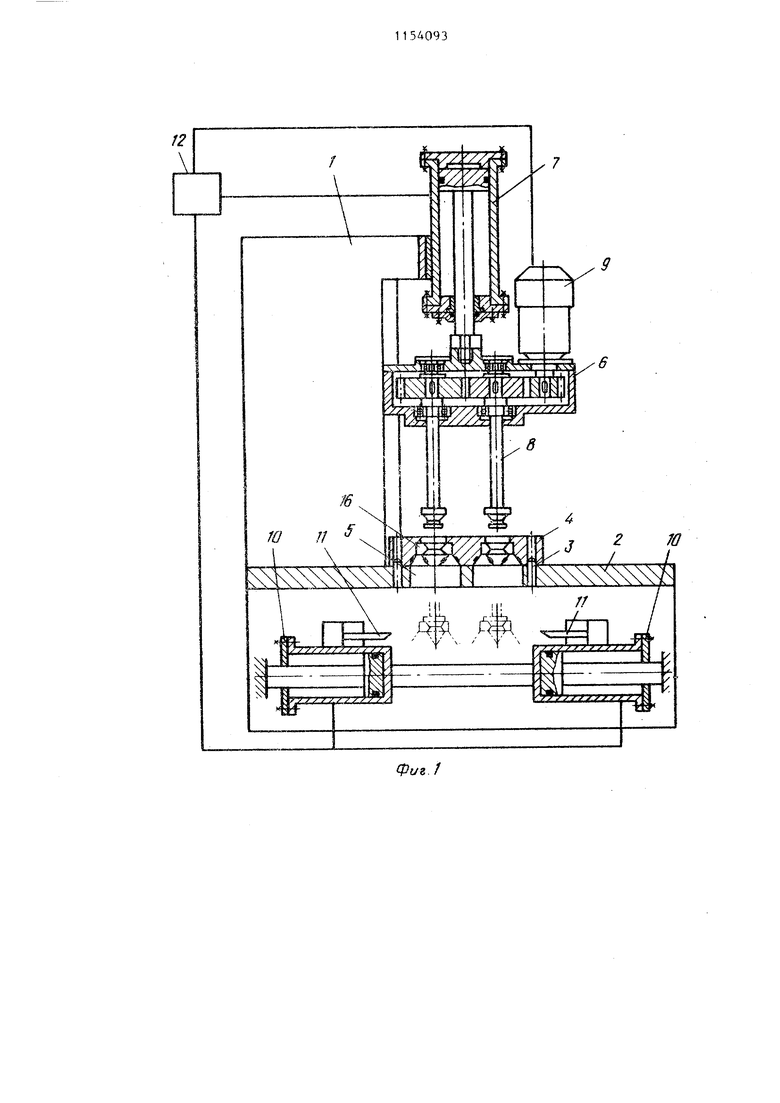
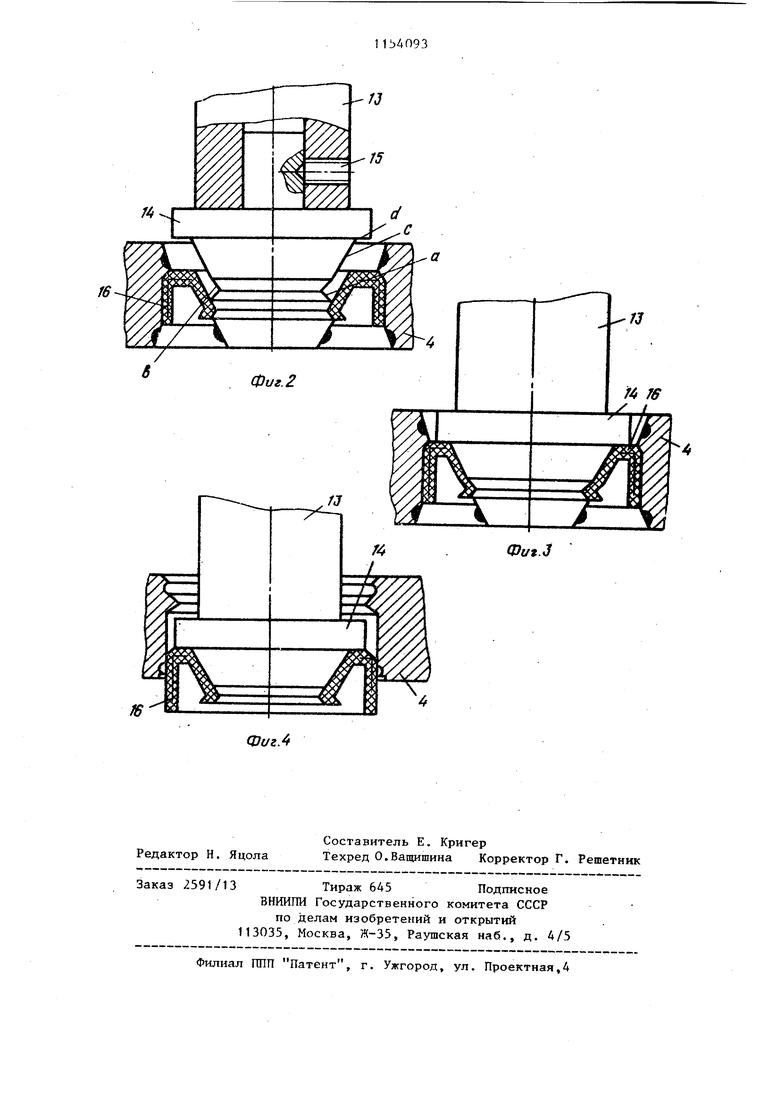
Выталкивающие инструменты 8 выполнены в виде шпинделей 13 (фиг,2) с закрепленными на их.концах оправками 14 со средствами 15 в виде
0 стопорных винтов для их крепления на шпинде.дях 13. Оправки 14 резко демонтируются и их форма зависит от вида и типа резинового изделия. Оправка имеет конические поверхности а( , b и с. соответствующие по5верхностям изделия. Эти конические отверстия соприкасаются с поверхностью отверстия в изделии по размеру больше в радиальном направлении, чем соответствующие размеры изделия, на величину, достаточную для закрепления изделия на оправке 14 за счет растяжения внутренних прилегающих элементов. Устройство работает следующим образом. Пресс-форма 4 с изделиями 16 устанавливается на опорной п-пите 2 По команде схемы 12 управления при вод 7 приводит в движение головку с выталкивающими инструментами 8. Последние, входя в гнездо пресс-фо мы 4, выталкивают изделия 16, одно временно захватьгаая их. Так как отверстие изделия 16 представляет собой со стороны захвата (фиг.2) сужающийся раструб, который затем расширяется, а соответствующие конические поверхности а, Ь и с оправки имеют расширен на конце, то во время движения выталкивающих инструментов 8 вниз происходит деформация внутренней части изделия 16 вплоть до момента когда поверхность d загшечика оправки 14 коснется поверхности изде лия 16 (фиг.З). Процесс закреплени изделия 16 закончен. Изделие 16 закреплено на оправке 14 за счет деформации материала и возникающих при этом сил трения и в дальнейшем оправка 14 и изделие 16 движутся вместе вплоть до положения обработки облоя. 934 Выталкивающие инструменты 8 с изделиями 16 проходят через отверстия 5 и останавливаются, в этот момент по команде схемы 12 управления включается головка 6, которая вращает выталкивакмцие инструменты 8 и с изделиями 16, после чего схема 12 управления включает суппорты 10, которые подводятся к изделию 16, и инструментами 11 производится их обработка. По окончании обработки изделий 16 суппорты 10 отводятся от изделия 16 схемой 12 управления, отключается головка 6, выталкивающие инструменты 48 освобождаются от изделий 16. При этом оправка 14 с изделием 16. движется вверх до соприкосновения изделия 16 и пресс-формы 4. Так как резина при вулканизации увеличивает свой объем, то изделие 16, удаленное из пресс-формы 4, больще по размеру, чем гнездо прессформы, и усилие, которое необходимо для того, чтобы снова поставить изделие на место, гораздо больше того, которое удерживает изделие 16 на оправке 14, поэтому после соприкосновения с пресс-формой 4 изделие 15 срывается и падает вниз, а шпиндель 13 движется вверх освобожденным. Цикл обработки закончен. Таким образом, устройство позволяет обрабатывать изделия с несколъкими рблоями, например армированные манжеты.
,-/J
Фиг. 2
13
Г4 76 / /
Фиг.З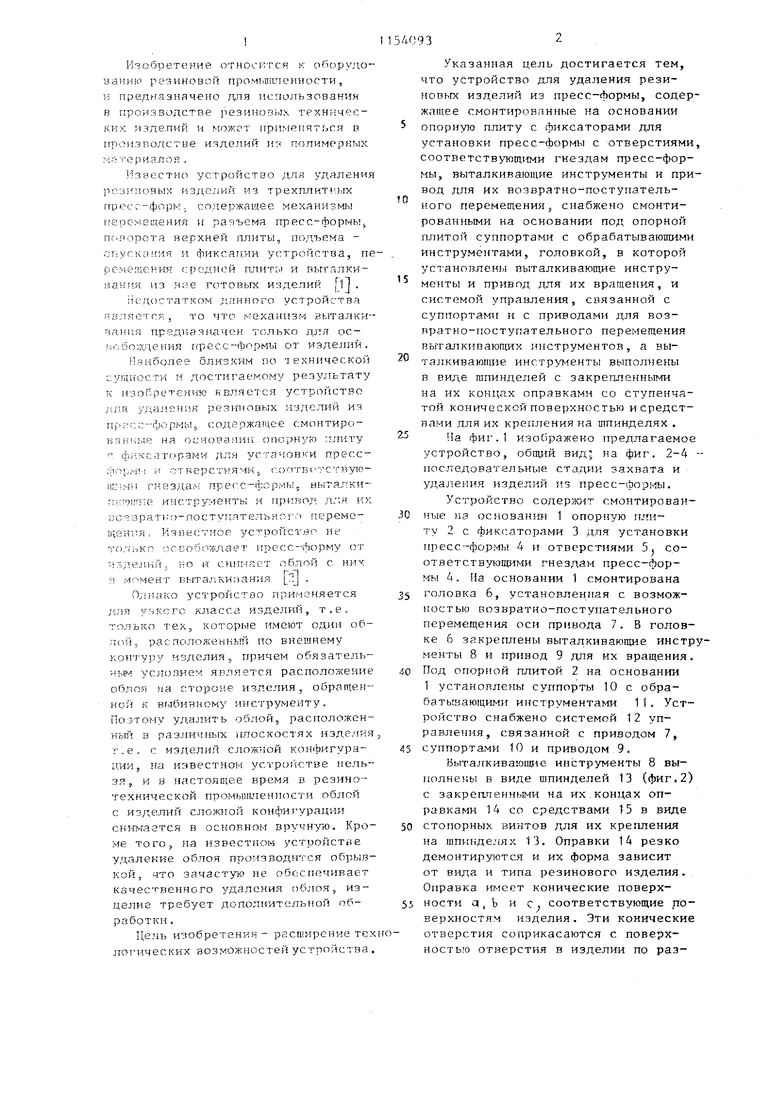
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки облоя с формовых резиновых изделий | 1979 |
|
SU859187A1 |
| Технологическая оснастка для изготовления резьбовых изделий | 1985 |
|
SU1326442A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1985 |
|
SU1271763A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ И ОБРАБОТКИ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ УСТАНОВКИ ДЛЯ ФОРМОВАНИЯ ЛИСТОВЫХ ТЕРМОПЛАСТОВ | 1997 |
|
RU2174069C2 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Устройство для механической обработки пластмассовых изделий | 1981 |
|
SU1024287A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛ; ИЗ ПРЕСС-ФОРШ, содержащее смонтированные на основании опорную плиту с фиксаторами для установки пресс-формы и отвер:стиями, соответствующими гнездам пресс-формы, выталкивающие инструменты и привод для их возвратнопоступательного перемещения, отличающееся тем, что, с целью расширения технологических возможностей устройства, оно снабжено смонтированными на основании под опорной плитой суппортами с обрабатывающими инструментами, головкой, в которой установлены выталкивакицие инструменты и привод для их вращения, и управления, связанной с суппортами и с приводами для воавратно-поступательного перемещения и вращения выталкивающих инструментов, а выталкивающие инструменты вьтолнены в виде шпинделей с закрепленными на их концах оправками со ступенчатой конической поверхностью и средствами для их креппения на шпинделях.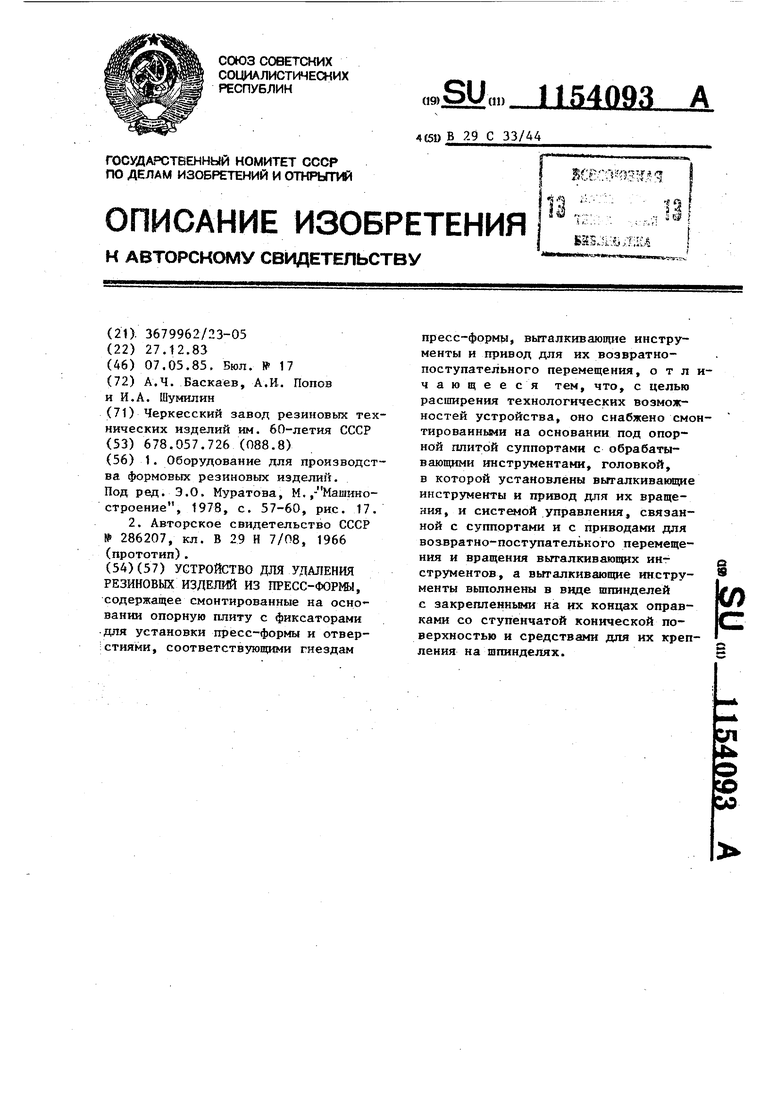
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оборудование для производства формовых резиновых изделий | |||
| Под ред | |||
| Э.О | |||
| Муратова, М.,- Машиностроение, 1978, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ВЫБИВКИ РЕЗИНОВЫХ ДЕТАЛЕЙ ИЗ ПРЕСС-ФОРМЫ | 0 |
|
SU286207A1 |
| Солесос | 1922 |
|
SU29A1 |
