Изобретение относится к способам переработки пластмасс, а именно к способам пневмовакуумного формования изделий из листовых или пленочных термопластов, и может быть использовано в химической и пищевой промышленности при изготовлении тары, например коррексов.
Основное назначение: изготовление коррексов, ячейки которых снабжены боковыми выступами для фиксации конфет или подобных кондитерских изделий в этих ячейках.
Известен способ пневмовакуумного формования изделий из органического стекла, заключающийся в том, на листовой заготовке первоначально образуют эластичную мембрану путем нанесения на одну из ее поверхностей слоя жидкой эластомерной композиции и последующего отверждения этой композиции, затем устанавливают листовую заготовку и эластичную мембрану в формующую оснастку с размещением эластичной мембраны со стороны формообразующей поверхности, разогревают листовую заготовку до температуры формования с последующим ее деформированием разностью давлений совместно с эластичной мембраной, а после охлаждения полученного таким образом изделия его извлекают из формы и снимают указанную эластичную мембрану (Описание изобретения к авторскому свидетельству SU 1650463 А1, кл. В 29 С 51/10, 23.05.91. БИ № 19).
Признаки известного способа, совпадающие с признаками заявленного изобретения, заключаются в том, что листовую или пленочную заготовку из термопласта устанавливают на формующую матрицу, разогревают ее до температуры формования с последующим ее деформированием разностью давлений для придания ей заданной формы, охлаждают сформованное таким образом изделие и извлекают его из формующей матрицы.
Причина, препятствующая получению в известном способе требуемого технического результата, заключается в том, что для придания заготовке заданной формы используют только разность давлений и не используют пуансоны.
Наиболее близким аналогом (прототипом) является способ пневмовакуумного формования изделий с использованием пуансонов и разности давлений, который заключается в том, что осуществляют установку листовой или пленочной заготовки из термопласта на формующую матрицу, представляющую собой плиту с как минимум одной ячейкой, выполненной в виде формообразующего углубления с боковыми пуансонами, затем осуществляют разогрев заготовки до температуры формования и последующее ее деформирование разностью давлений для придания заготовке заданной формы путем растягивания заготовки этой разностью давлений при выдвинутых в пространство формообразующего углубления формообразующих частей пуансонов до соприкосновения заготовки с поверхностью формообразующего углубления и поверхностью формообразующих частей пуансонов, после этого осуществляют охлаждение сформованного таким образом изделия и последующее выведение формообразующих частей пуансонов из пространства формообразующего углубления путем приложения к пуансонам выводящей силы, развиваемой механизмом перемещения пуансонов, а затем осуществляют извлечение изделия из формующей матрицы (описание изобретения к авторскому свидетельству СССР № 611780, М. кл. В 29 С 5/06, опублик. 25.06.78 в БИ № 23).
Признаки известного способа (прототипа), совпадающие с признаками заявленного изобретения, заключаются в том, что осуществляют установку листовой или пленочной заготовки из термопласта на формующую матрицу, представляющую собой плиту с как минимум одной ячейкой, выполненной в виде формообразующего углубления с боковыми пуансонами, последующий разогрев заготовки до температуры формования с последующим ее деформированием разностью давлений для придания заготовке заданной формы путем растягивания заготовки этой разностью давлений при выдвинутых в пространство формообразующего углубления формообразующих частей пуансонов до соприкосновения заготовки с поверхностью формообразующего углубления и поверхностью формообразующих частей пуансонов, дальнейшее охлаждение сформованного таким образом изделия и его извлечение из формующей матрицы.
Причина, препятствующая получению в известном способе требуемого технического результата, заключается в том, что выведение формообразующих частей пуансонов из пространства формообразующего углубления осуществляют до извлечения изделия из формующей матрицы.
Задача, на решение которой направлено изобретение, заключается в упрощении способа.
Технический результат, опосредствующий решение указанной задачи, заключается в исключении из способа операции выведения формообразующих частей пуансонов из пространства формообразующего углубления как самостоятельной операции, не зависящей от операции извлечения изделия из формующей матрицы, что дает возможность не применять специальные механизмы перемещения пуансонов.
Достигается технический результат тем, что в способе пневмовакуумного формования изделий из листовых или пленочных термопластов первоначально осуществляют установку листовой или пленочной заготовки из термопласта на формующую матрицу, представляющую собой плиту с как минимум одной ячейкой, выполненной в виде формообразующего углубления с боковыми пуансонами, затем заготовку разогревают до температуры формования и деформируют разностью давлений для придания заготовке заданной формы путем растягивания заготовки этой разностью давлений при выдвинутых в пространство формообразующего углубления формообразующих частей пуансонов до соприкосновения заготовки с поверхностью формообразующего углубления и поверхностью формообразующих частей пуансонов, далее осуществляют охлаждение сформованного таким образом изделия и извлечение охлажденного изделия из формующей матрицы одновременно с выходом формообразующих частей пуансонов из пространства формообразующего углубления путем приложения к изделию такой извлекающей силы, которая осуществляет преодоление силы сопротивления пружин, предназначенных для обеспечения упомянутого выдвинутого в пространство формообразующего углубления положения формообразующих частей пуансонов, путем силового воздействия на формообразующие части пуансонов, выполненные для этого скошенными или закругленными со стороны соответствующих выступающих частей изделия, сформованных указанными формообразующими частями пуансонов.
Новые признаки заявленного технического решения заключаются в том, что извлечение изделия из формующей матрицы осуществляют одновременно с выходом формообразующих частей пуансонов из пространства формообразующего углубления путем приложения к изделию такой извлекающей силы, которая осуществляет преодоление силы сопротивления пружин, предназначенных для обеспечения упомянутого выдвинутого в пространство формообразующего углубления формообразующих частей пуансонов, путем силового воздействия на формообразующие части пуансонов, выполненные для этого скошенными или закругленными со стороны соответствующих выступающих частей изделия, сформованных указанными формообразующими частями пуансонов.
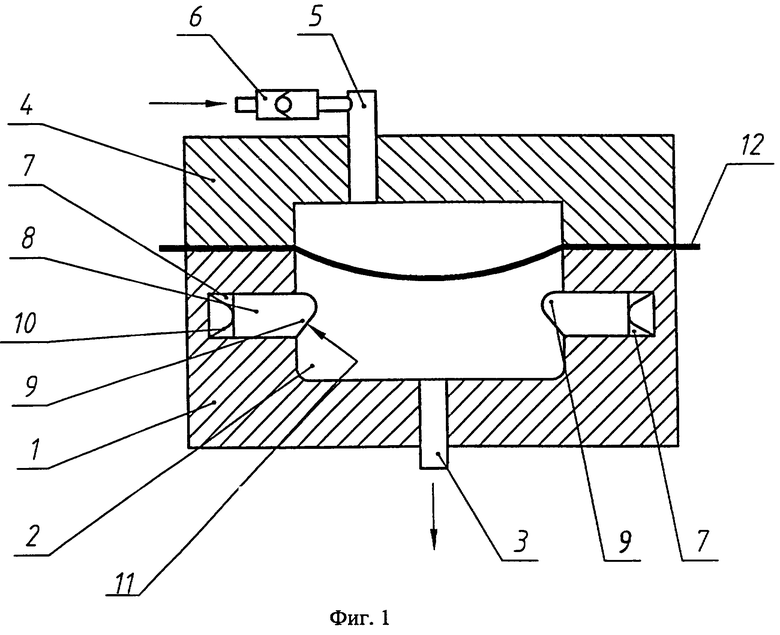
На фиг.1 схематично показан фрагмент устройства, реализующего способ пневмовакуумного формования изделий из листовых или пленочных термопластов (одна ячейка устройства), перед началом формования;
на фиг.2 - то же после вытягивания материала разностью давлений;
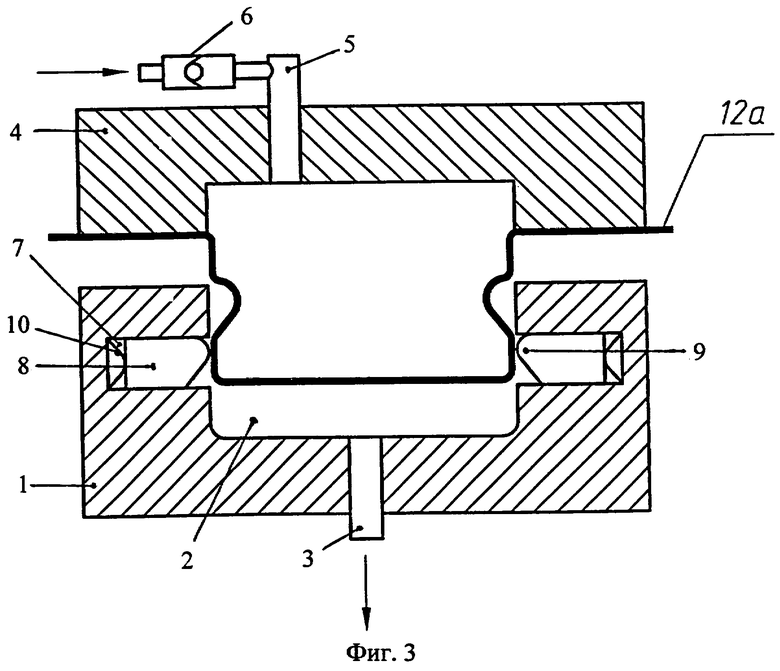
на фиг.3 - то же в момент извлечения сформованного из листовой или пленочной заготовки из термопласта изделия из матрицы;
на фиг.4 - сформованное из листовой или пленочной заготовки из термопласта изделие.
Устройство для пневмовакуумного формования изделий из листовых или пленочных термопластов, реализующее заявленный способ, содержит формующую матрицу, представляющую собой плиту 1 с как минимум одной ячейкой, выполненной в виде формообразующего углубления 2 с дном, в котором установлен штуцер 3 для отвода воздуха; установленную над формующей матрицей камеру формования 4 со штуцером 5 и клапаном 6 для подвода воздуха; установленные в боковых углублениях 7 плиты 1 подпружиненные пуансоны 8 с соответствующими формообразующими частями 9, так что пружина 10, установленная в том же боковом углублении, в своем свободном состоянии обеспечивает выдвинутое в пространство формообразующего углубления 2 положение указанной формообразующей части 9 каждого пуансона, которая при этом со стороны дна формообразующего углубления 2 выполнена со скосом (или закруглением) 11.
Работа устройства и оптимальный вариант конкретного осуществления способа заключаются в следующем.
Заготовку 12 из листового или пленочного термопласта устанавливают на формующую матрицу (плиту) 1, на которую также устанавливают камеру формования 4 (фиг.1). Затем заготовку 12 разогревают до температуры формования, открывают клапан 6 и через штуцер 5 подают под давлением воздух. Под действием разности давлений воздуха в камере 4 и в углублении 2 происходит деформирование материала заготовки 12, так что этот материал растягивается до соприкосновения с поверхностями формообразующего углубления 2 благодаря выходу избыточного воздуха из пространства углубления 2 через отверстие штуцера 3 в дне формообразующего углубления 2. При этом формообразующие части 9 пуансонов 8 под действием пружин 10 выступают в пространство формообразующего углубления 2, вследствие чего указанный материал 12 в процессе его деформирования огибает формообразующие части 9 пуансонов 8, которые благодаря определенному подбору силы пружин 10 не изменяют своего положения в процессе указанного деформирования (фиг.2).
Затем образовавшееся таким образом изделие 12а охлаждают и извлекают из формующей матрицы. Для этого снимают камеру 4, а к сформованному изделию 12а прикладывают извлекающую силу. Под действием этой силы изделие 12а начинает движение вверх и своими выступающими частями, сформованными формообразующими частями 9 пуансонов 8, воздействует на скос (или закругление) 11 формообразующей части 9 пуансона 8 (фиг.3). Последний, преодолевая действие пружины 10, заходит в пространство бокового углубления 7 (т. е. выходит из пространства формообразующего углубления 2) и тем самым дает возможность извлечения изделия 12а из углубления 2 матрицы. В результате образуется изделие (в нашем случае - коррекс) 12а (фиг.4), имеющее множество ячеек 13 с боковыми внутренними выступами 14, предназначенными для фиксации в этих ячейках транспортируемых в них изделий (например, конфет).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ШТАБЕЛИРОВАНИЯ КОРРЕКСОВ (ВАРИАНТЫ) | 2007 |
|
RU2337045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО АКРИЛОВОГО ТЕРМОПЛАСТА | 2013 |
|
RU2562653C2 |
| КОРРЕКС | 2008 |
|
RU2369547C1 |
| УПАКОВОЧНЫЙ ЭЛЕМЕНТ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА С КАК МИНИМУМ ОДНОЙ ЯЧЕЙКОЙ | 2005 |
|
RU2298515C2 |
| КОРРЕКС | 2003 |
|
RU2261209C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ И ОБРАБОТКИ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ УСТАНОВКИ ДЛЯ ФОРМОВАНИЯ ЛИСТОВЫХ ТЕРМОПЛАСТОВ | 1997 |
|
RU2174069C2 |
| Способ пневмовакуумного формования изделий из органического стекла | 1988 |
|
SU1650463A1 |
| КОРРЕКС | 2004 |
|
RU2276051C2 |
| Способ формования изделий из полимерных материалов | 2018 |
|
RU2719838C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ УПАКОВОК И ЕМКОСТЬ ДЛЯ ИНДИВИДУАЛЬНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В УГЛУБЛЕНИЯ | 1996 |
|
RU2174466C2 |


Изобретение относится к способам переработки пластмасс, а именно к способам пневмовакуумного формования изделий из листовых или пленочных термопластов, и может быть использовано в химической и пищевой промышленности при изготовлении тары, например коррексов. Способ включает установку листовой или пленочной заготовки из термопласта на формующую матрицу, разогрев заготовки до температуры формования и деформирование разностью давлений для придания ей заданной формы. Матрица представляет собой плиту с, по меньшей мере, одной ячейкой в виде формообразующего углубления с боковыми пуансонами. Заготовку деформируют путем растягивания разностью давлений при выдвинутых в пространство формообразующего углубления формообразующих частей пуансонов до соприкосновения заготовки с ними и с поверхностью формообразующего углубления. Затем осуществляют охлаждение сформованного изделия и извлечение его из матрицы. Извлечение изделия осуществляют одновременно с выходом формообразующих частей пуансонов из пространства формообразующего углубления путем приложения к изделию такой извлекающей силы, которая преодолевает силу сопротивления пружин, предназначенных для обеспечения выдвинутого в пространство формообразующего углубления положения формообразующих частей пуансонов, путем силового воздействия на них. Формообразующие части пуансонов выполнены для этого скошенными или закругленными со стороны соответствующих выступающих частей изделия, сформованных ими. Изобретение позволяет упростить способ формования изделий. 4 ил.
Способ пневмовакуумного формования изделий из листовых или пленочных термопластов, включающий установку листовой или пленочной заготовки из термопласта на формующую матрицу, представляющую собой плиту с как минимум одной ячейкой, выполненной в виде формообразующего углубления с боковыми пуансонами, последующий разогрев заготовки до температуры формования с последующим ее деформированием разностью давлений для придания заготовке заданной формы путем растягивания заготовки этой разностью давлений при выдвинутых в пространство формообразующего углубления формообразующих частей пуансонов до соприкосновения заготовки с поверхностью формообразующего углубления и поверхностью формообразующих частей пуансонов, дальнейшее охлаждение сформованного таким образом изделия и его извлечение из формующей матрицы, отличающийся тем, что извлечение изделия из формующей матрицы осуществляют одновременно с выходом формообразующих частей пуансонов из пространства формообразующего углубления путем приложения к изделию такой извлекающей силы, которая осуществляет преодоление силы сопротивления пружин, предназначенных для обеспечения упомянутого выдвинутого в пространство формообразующего углубления положения формообразующих частей пуансонов, путем силового воздействия на формообразующие части пуансонов, выполненные для этого скошенными или закругленными, со стороны соответствующих выступающих частей изделия, сформованных указанными формообразующими частями пуансонов.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2031793C1 |
| Форма для раздува экструзионных термопластических заготовок | 1975 |
|
SU611780A1 |
| Погрузочно-разгрузочное устройство | 1973 |
|
SU713759A1 |
| DE 3727926 А1, 10.03.1988. | |||

