Изобретение относится к антикоррозионной обработке металлических изделий, в частности, к нанесению цинкового покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования и к установке, используемой для его осуществления, и может быть использовано в любой отрасли машиностроения и в других отраслях промышленности.
Долговременная защита от коррозии металлических строительных конструкций является проблематичной задачей, потому что существующие методы защиты посредством лакокрасочных покрытий не эффективны, т.к. срок их службы не более 15-20 лет, т.е. менее срока службы строительных конструкций.
Наибольшее распространение в практике защиты от коррозии нашли следующие методы цинкования: гальваническое, газотермическое цинкование напылением, «холодное» путем окраски цинконаполненными красками, термодиффузионное цинкование. Наибольший интерес представляет термодиффузионное цинкование, которое обладает рядом преимуществ перед другими известными методами цинкования, а именно:
- экологическая безопасность, т.к. детали цинкуются в герметически закрытых ретортах, что не требует создания очистных сооружений, а отходы производства можно использовать в качестве наполнителя бетонных строительных смесей;
- качество покрытия, т.к. оно не имеет пор и за счет диффузионного слоя имеет прочную адгезионную связь с подложкой, поэтому диффузионный цинк покрывает детали равномерным слоем без наплывов, точно повторяя профиль цинкуемой поверхности, включая глухие отверстия;
- толщина покрытия может быть любой и зависит от времени выдержки цинкуемых деталей в печи.
Известно множество способов термодиффузионного цинкования, которые отличаются по составу применяемой смеси для антикоррозийной защиты изделий, по температурному и временному режиму процесса цинкования и, соответственно, конструктивной реализации того или иного способа.
Известен способ нанесения цинкового покрытия путем термодиффузионного цинкования, который заключается в том, что изделия или партию изделий загружают в реторту поворотной электрической печи, засыпают насыщающую смесь, герметизируют реторту, нагревают ее до температуры 150-200°C, производят сброс давления из реторты, вновь ее герметизируют и производят дальнейший нагрев до температуры свыше 300°C, необходимой для протекания процесса термодиффузионного цинкования, и осуществляют выдержку при этой температуре в течение заданного времени, необходимого для образования требуемой толщины покрытия, после чего изделия выгружают из реторты. Для насыщения используют смесь, содержащую не более 99% цинка. Сброс давления из реторты в атмосферу осуществляют с использованием фильтра (Патент РФ №2139366, опубл. 10.10.1999 г.).
К недостаткам известного способа относится недостаточно высокая эффективность процесса диффузионного цинкования в связи с тем, что предусмотренный в нем температурный режим значительно ниже температуры диффузионного взаимодействия металла покрытия с поверхностным слоем деталей и не раскрыты возможности повышения качества покрытия на деталях мелкого крепежа, а также обеспечения толщины пленки покрытия на деталях в диапазоне величин от 3,0 до 60,0 мкм.
Известен способ нанесения цинкового покрытия путем термодиффузионного цинкования включает загрузку изделий в реторту поворотной электрической печи, засыпку насыщающей смеси, содержащей 80-90% цинка, причем для формирования цинкового покрытия толщиной 1 мкм засыпная масса насыщающей смеси составляет 7,8-8,2 г на 1 м, герметизацию реторты, нагрев ее до заданной температуры, выдержку при этой температуре, сброс давления в реторте в течение всего времени процесса цинкования, выгрузку изделий из реторты, мойку и пассивацию их (Патент РФ №2174159, опубл. 27.09.2001 г.).
К недостаткам этого способа следует отнести, во-первых, недостаточно высокую производительность процесса по причине применения цинкового порошка, полученного методом воздушного распыления и вследствие этого имеющего на поверхности своих частиц сплошную окисную пленку, которая снижает способность к возгонке цинка; во-вторых, повышенные энергозатраты из-за необходимости нагрева насыщающей смеси, а вместе с ней и обрабатываемых изделий вместе с контейнером до более высокой температуры для того, чтобы обеспечить достаточно высокую способность к возгонке цинка с поверхности частиц, покрытых сплошной окисной пленкой; в-третьих, покрытие не обладает высоким качеством из-за непривлекательного товарного вида, имеющего неравномерный (пятнистый) темно-серый цвет.
Общим недостатком способа для обоих аналогов является то, что они предназначены для цинкования мелких изделий, поэтому не могут обеспечить равномерного покрытия длинномерных изделий.
Наиболее близким аналогом предлагаемого изобретения является способ нанесения покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования, защищенный патентом РФ №2424351, опубл. 20.07.2011 г.
Известный способ включает загрузку партии изделий в реторту электрической нагревательной установки, засыпку насыщающей цинксодержащей смеси, герметизацию реторты, ее нагрев, выдержку реторты в нагревательной установке в течение периода времени, необходимого для образования требуемой толщины покрытия, и выгрузку изделий из реторты, при этом в процессе цинкования осуществляют непрерывный сброс избыточного давления в реторте, в качестве цинксодержащей смеси используют смесь, содержащую компоненты, мас.%: порошок цинка - 20-25 и глинозем - 75-80, засыпку насыщающей смеси в реторту осуществляют равномерно, распределяя ее по всей длине реторты, в количестве 8-16% от массы цинкуемых изделий, после герметизации реторты ее размещают внутри индуктора, нагрев корпуса реторты осуществляют вихревыми токами до температуры 300-400°C, а изделий - до температуры 768-910°С при вращении реторты, осуществляют от одного до восьми колебаний температуры изделий в зоне температуры магнитных превращений материалов, приводящих к магнитострикционным эффектам путем попеременного охлаждения и нагрева корпуса реторты до указанной температуры за счет чередования отключения и включения индуктора, затем извлекают реторту из индуктора и подвергают ее принудительному охлаждению до температуры, не превышающей 250°C при ее вращении на технологическом столе, причем нанесении цинкового покрытия на партию длинномерных металлических изделий засыпку насыщающей смеси и ее равномерное распределение по всей длине реторты осуществляют порциями, чередуя их каждый раз с загрузкой части партии изделий, составляющей не более половины всей загружаемой партии.
Кроме того, после выгрузки оцинкованных металлических изделий проводят сбор остатка насыщающей смеси с поверхности оцинкованных изделий и/или из полости реторты и восстанавливают исходный состав насыщающей смеси добавлением порошка цинка в количестве, израсходованном на формирование покрытия.
Основными недостатками прототипа является длительность процесса цинкования, который проводится в несколько циклов, причем осуществляют их с охлаждением реторты, поэтому возрастает расход электроэнергии, но равномерного покрытия изделия трудно достигнуть, т.к. разные зоны поверхности реторты нагреваются с перепадом температуры, так зона реторты, находящаяся под индуктором нагревается сильнее, чем между индукторами. Кроме того, совмещение процессов нагрева и охлаждения цинкуемых деталей в одном агрегате значительно снижает производительность процесса и экономические показатели.
Естественно, что и устройства, реализующие вышеприведенные способы цинкования покрытия термодиффузионным методом имеют конструктивные надостатки.
Так установка для нанесения цинкового покрытия (Патент РФ №2139366, опубл. 10. 10. 1999 г.) содержит станину с установленной на ней поворотной балкой и приводом наклона. На поворотной балке смонтированы поворотная электропечь, включающая корпус, нагревательные элементы и теплоизолятор, реторту и ложемент. Реторта установлена в электропечи с возможностью вращения, а привод вращения реторты закреплен на поворотной балке. Реторта имеет герметичную крышку, в которую вмонтировано устройство для сброса давления из полости реторты, выполненное например, в виде клапана или вентиля. Сброс давления в атмосферу может осуществляться через фильтр или непосредственно в атмосферу. Для размещения обрабатываемых изделий во внутреннем объеме реторты используется перфорированный контейнер, в который предварительно, до загрузки его в реторту, помещаются изделия и насыщающая смесь. После установки контейнера в реторту герметизация последней осуществляется посредством прижимного устройства крышки. Для поворота балки с электропечью используется привод наклона, обеспечивающий три фиксированных положения реторты: вертикального загрузочного, горизонтального рабочего и наклонного разгрузочного.
Установка для нанесения термодиффузионного цинкового покрытия (Патент РФ №2174159, опубл. 27.09.2001 г.) содержит станину с установленной на ней поворотной балкой и приводом наклона. На поворотной балке смонтирована электропечь, реторта, опорное устройство, привод вращения реторты. Реторта размещена внутри электропечи с возможностью вращения и оснащена крышкой, шлюзовой камерой, постоянно соединенной с атмосферой посредством дренажного патрубка. При необходимости патрубок может быть оснащен фильтром. После естественного охлаждения реторты с изделиями выключают привод вращения реторты, открывают крышку реторты и поворачивают реторту посредством привода наклона в сторону вибрационной установки для мойки, полировки и пассивации изделий. Затем снова включают привод вращения реторты и постепенно ссыпают оцинкованные изделия с остатками насыщающей смеси в вибрационную установку, где производится мойка, полировка и пассивация оцинкованных изделий.
Общим недостатком этих устройств является то, что они не предназначены для цинкования длинномерных изделий, а низкая температура цинкования увеличивает время процесса и не гарантирует качества покрытия.
Наиболее близким по технической сущности и достигаемому результату к предлагаемой устройству является установка, реализующая способ нанесения цинкового покрытия путем термодиффузионного цинкования металлических изделий, в соответствии с изобретением, защищенному патентом РФ №2424351. Установка содержит электрическое нагревательное устройство, выполненное в виде электромагнитных индукторов, заключенных в корпус, внутри которых горизонтально размещена реторта, снабженная приводом вращения, герметичной крышкой и закрепленным на ней дренажным патрубком, устройство засыпки и распределения насыщающейся смеси в реторте, механизм выгрузки оцинкованных изделий, причем нагревательное устройство оснащено механизмом продольного перемещения реторты, выполненное в виде роликов, установленных на входе первого и выходе последнего индуктора, а также между другими индукторами, на входе нагревательного устройства установлена роликоопора с возможностью ее вертикального перемещения для обеспечения вращения реторты, а между индукторами установлены датчики температуры отдельных участков корпуса реторты, подключенные через соответствующие регуляторы температуры, с системой управления тиристорными блоками питания индукторов, осуществляющую их включение и отключение. Устройство засыпки и распределения насыщающей смеси в реторте выполнено в виде установленного на передвижном штативе бункера со шнековым питателем, заключенным в трубе, длина которой превышает длину реторты. Установка для нанесения цинкового покрытия снабжена, по крайней мере, двумя технологическими столами, каждый из которых установлен на транспортной тележке и оснащен приводом вращения реторты и механизмом перемещения реторты вдоль стола, а также устройством охлаждения реторты после удаления ее из нагревательного устройства.
Кроме того, установка снабжена аспирационной системой сбора остатка насыщающей смеси из реторты и/или с поверхности оцинкованных изделий, снабженной осадителем частиц в мерную емкость.
Установка позволяет получить требуемую толщину покрытия за счет осуществления нескольких циклов цинкования, расширить номенклатуру цинкуемых изделий, в том числе и длинномерных металлоизделий. Наличие сменного оборудования (технологических столов) обеспечивает непрерывность производственного процесса металлических изделий и сокращает время повторного нагрева установки для каждого следующего цикла.
К недостаткам известной установки следует отнести некоторые конструктивные ее недостатки, которые вызывают трудности при эксплуатации и снижают надежность работы отдельных узлов установки, в частности продольного перемещения реторты в нагревательном устройстве при фиксации реторты в рабочее положение и выгрузке ее на технологический стол. Это вызвано тем, что, в зависимости от длины реторты вес ее может быть значительным, следовательно, и давление на ролики продольного перемещения реторты, установленных на опорах, размещенных на корпусе нагревательного устройства между индукторами, может вызвать деформацию его и/или поверхности реторты. При установке реторты в нагревательное устройство ось ее не совпадает с осью вала привода вращения реторты, поэтому необходимая фиксация выступов реторты в водиле привода вращения, обеспечивается путем вертикального перемещения роликоопоры, т.е. с одной стороны, что выполнить достаточно трудно.
Технической задачей заявляемого изобретения является устранение недостатков способа - прототипа и устройства, его реализующего путем повышения равномерности нагрева поверхности реторты, уменьшения времени цинкования, а также повышения надежности и удобства эксплуатации установки для нанесения цинкового покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования, независимо от длины и конфигурации изделия.
Технический результат достигается за счет того, что в известный способ нанесения цинкового покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования, включающий загрузку партии изделий в реторту электрической нагревательной установки, засыпку насыщающей цинксодержащей смеси, герметизацию реторты, после герметизации реторты ее размещают внутри индукторов нагревательной установки и осуществляют нагрев вихревыми токами при вращении реторты до заданной температуры, выдерживают реторту в нагревательной установке в течение периода времени, необходимого для образования требуемой толщины покрытия, затем извлекают реторту из индуктора и подвергают ее принудительному охлаждению до температуры, не превышающей 250°С при ее вращении на технологическом столе, при этом в процессе цинкования осуществляют непрерывный сброс избыточного давления в реторте внесены изменения, а именно:
- в качестве заданной температуры принимают температуру поверхности реторты в зоне индуктора, которую измеряют дополнительно установленными термопарами в этих зонах,
- контролируют момент достижении заданного значения температуры;
- формируют сигнал на осуществление продольного перемещения реторты на величину, равную расстоянию между индукторами;
- далее продолжают нагрев реторты до достижения заданной температуры поверхности в смещенных зонах реторты,
- при одновременном вращении реторты посредством дополнительных механизмов, снабженных автономными приводами
Кроме того, конкретное значение заданной температуры выбирают в диапазоне 350-550°C, в зависимости от требуемой толщины покрытия и массы изделий в партии.
Контроль температуры на поверхности реторты, которая принята в качестве заданной, находящейся под индуктором, позволяет избежать перегрева цинкуемого изделия, т.к. в этой зоне температура выше, чем на поверхности реторты в зоне между индукторами, а продольное перемещение реторты позволяет обеспечить равномерность нагрева изделий, а следовательно, и качество покрытия.
Соответственно, для реализации заявляемого способа в известную установку для нанесения цинкового покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования, включающую электрическую нагревательную установку, содержащую, по крайней мере, не менее трех индукторов, заключенных в корпусе, с размещенной в них ретортой с герметичной крышкой, и дренажным патрубком, закрепленным в центре ее крышки, привод вращения реторты, установленный с возможностью вертикального перемещения, механизм продольного перемещения реторты, выполненный в виде роликов, установленных до или после индукторов, на корпусе реторты между индукторами установлены датчики температуры, подключенные к входам соответствующего регулятора температуры системы управления работой установки, вырабатывающей сигналы управления тиристорными блоками на включение или отключение цепей питания индукторов и приводами отдельных узлов установки, устройство засыпки и распределения насыщающей смеси в реторту, механизм выгрузки оцинкованных изделий из реторты, причем устройство засыпки и распределения насыщающей смеси в реторте выполнено в виде установленного на передвижном штативе бункера со шнековым питателем, заключенным в трубе, длина которой превышает длину реторты, при этом установка снабжена, по крайней мере, одним технологическим столом, установленным на транспортной тележке и оснащенным приводом вращения реторты, механизмом перемещения реторты вдоль технологического стола, узлом принудительного охлаждения реторты, внесены изменения, а именно:
- корпуса индукторов опираются на основании, выполненное в виде рамной конструкции, имеющей платформы, снабженные подъемным механизмом;
- на которых установлены ролики продольного перемещения реторты, дополнительно снабженные автономными приводами;
- на неподвижных плитах основания дополнительно установлены механизмы вращения реторты, снабженные автономными приводами;
- в систему управления дополнительно введены блоки управления приводами продольного перемещения, вращения реторты и подъемным механизмом;
- в зоне индукторов на поверхности реторты установлены дополнительные датчики температуры, соединенные с блоком контроля температуры и контроллером системы управления.
Кроме того, каждая платформа основания выполнена из двух плит, из которых одна неподвижная, а вторая снабжена устройством подъема, например, винтовым домкратом, причем, ролики продольного перемещения реторты размещены на подвижной плите;
- дополнительный механизм вращения реторты выполнен в виде роликов, расположенных по обе стороны реторты, причем два соседних ролика с одной и другой стороны реторты соединены с валом общего автономного привода.
Установка индукторов на общем рамном основании позволяет повысить надежность работы установки, т.к. даже при максимальной нагрузке позволяет исключить деформацию корпуса, даже при максимальном весе реторты с изделиями.
Установка роликов продольного перемещения реторты на платформы, оснащенные подъемным устройством, позволяет повысить точность фиксации реторты в рабочее положение, т.к. позволяет выставить указанные ролики соосно с механизмом перемещения реторты на технологическом столе и валом привода вращения реторты, а оснащение роликов реверсивным приводом значительно облегчает загрузку и выгрузку реторты из нагревательного устройства, т.к. нагрузка уменьшается, а вероятность порчи поверхности реторты снижается, а так как механизм продольного перемещения реторты расположен на платформе, то на корпус индукторов нагрузка практически отсутствует.
Установка дополнительных датчиков температуры на поверхности реторты в зоне индукторов и смещение реторты в продольном направлении обеспечивает равномерность нагрева металлических изделий, загружаемых в реторту, причем оптимальное значение ее и принято за заданную температуру и определена эмперическим путем, в результате проведенных исследований.
Учитывая тот факт, что для равномерности нагрева изделия необходимо обеспечить вращение реторты, а при продольном смещении ее она выходит из сцепления с основным приводом вращения, на рамном основании дополнительно установлены механизмы вращения смещенной реторты, а в систему управлении работой установки дополнительно введены блоки контроля и программное устройство - контроллер.
Сущность установки, реализующей способ нанесения цинкового покрытия по предлагаемому изобретению, поясняется следующими рисунками.
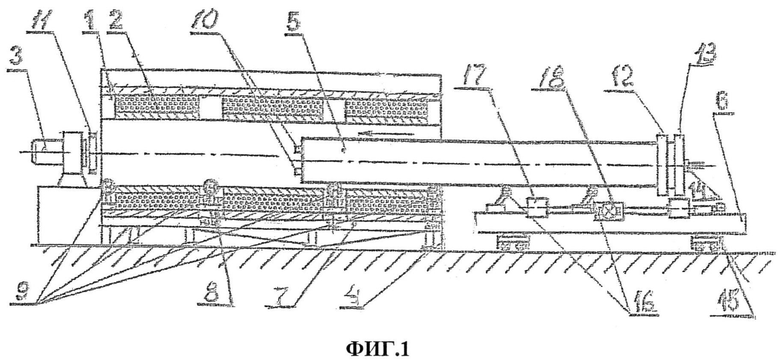
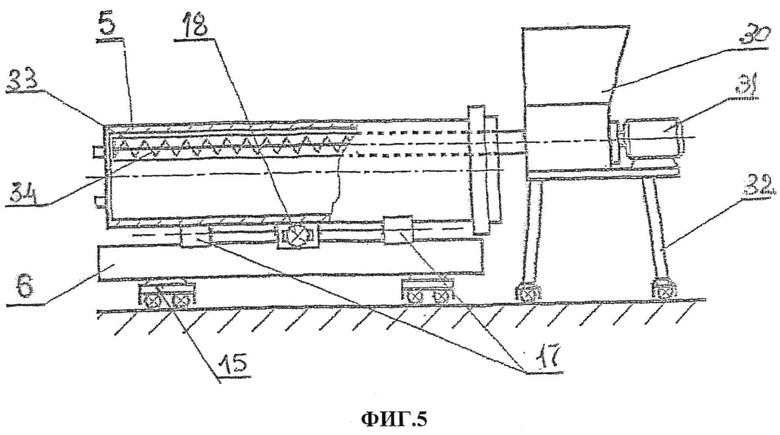
На фиг.1 схематически изображен процесс загрузке реторты в электрическое нагревательное устройство; на фиг.2 показана конструкция размещения реторты в ней; на фиг.3 - конструкция рамного основания установки; на фиг.4 приведена блок-схема системы управления установки, а на фиг.5 приведена конструкция загрузочного устройства смеси для цинкования в реторту.
На фиг.1 показаны корпус 1, индукторы 2, привод вращения реторты 3, рамное основание 4, реторта 5, технологический стол 6 (на фиг1 изображен один, но их может быть два-три и более в зависимости от реализуемого способа нанесения покрытия), стойки 7 рамного основания, платформа 8, ролики продольного перемещения реторты 9, пальцы 10, фиксирующие рабочее положение реторты, водило 11, реборда 12, крышка реторты 13, дренажный патрубок 14, транспортная тележка 15, подъемные ролики 16, барабаны 17 с приводом 18.
На фиг.2 показана конструкция корпуса 1 индукторов 2, размещенного на рамном основании 4 с опорами 7, реторта 5 в рабочем положении, ролики 19 механизма вращения реторты, закрепленный на плите 20, размещенной на рамном основании 4.
На фиг.3 приведена конструкция рамного основания 4 с опорами 7, рабочее положение реторты 5, более ясное расположение роликов 19 механизма вращения и роликов 9 продольного перемещения реторты 5, а также автономные приводы 22 и 23 соответственно механизмов продольного перемещения и механизма вращения реторты, причем один привод вращает два соседних ролика 19, т.к. они соединены тягами 24. На фиг.3 также показаны платформа 8, подъемное устройство 21 и плита 20.
На фиг.4 приведена блок-схема системы управления работой установки, содержащая основные блоки: блок регулирования (контроля) 25 температуры нагрева поверхности реторты 5, блок управления 26 тиристорного источника питания индукторов 2, блок управления 27 основным приводом вращения реторты 5, блок управления 28 приводами продольного перемещения реторты 5 как вдоль технологического стола 6, так и внутри нагревательного устройства (индукторов 2), контроллер 29, осуществляющий работу установки по специальной программе для конкретного варианта реализации способа. На фиг.4 стрелками показано, что контроллер 29 соединен с входами и выходами каждого блока управления соответствующим механизмом установки. Блок-схема может изменяться в зависимости от конкретного выполнения установки и программы реализации способа нанесения цинкового покрытия.
На фиг.5 показано загрузочное устройство смеси для цинкования, которое содержит: загрузочный бункер 30, привод 31, установленный на основании 32 и предназначенный для вращения шнека 34, размещенного в трубе 33. На фиг.5 приведены также: реторта 5, технологический стол 6 с транспортной тележкой 15, барабаны 17 и привод 18.
Кроме того, установка снабжена аспирационной системой сбора остатка насыщающей смеси из реторты и/или с поверхности оцинкованных изделий, снабженной осадителем частиц в мерную емкость, но их конструкция не приводится, т.к. используются стандартные устройства и они являются вспомогательным оборудованием, которое непосредственно не связано с конструкцией нагревательной установки.
Ниже приводится описание работы установки для нанесения цинкового покрытия на металлические изделия термодиффузионным способом. Приведена реализация одного из возможных вариантов способа с конкретным составом смеси для нанесения цинкового покрытия.
Входной контроль изделий допускает наличие на них ржавчины, отдельных пятен масел и т.п. В исходном состоянии реторта 5 расположена на технологическом столе 6, опираясь на подъемные ролики 16 механизма продольного перемещения реторты. Для проведения цикла цинкования приготавливают порцию насыщающей смеси в количестве 8-16% от массы цинкуемых изделий, содержащей 20-25% порошка цинка и 75-80%) глинозема.
Экспериментальным путем установлено, что для формирования толщины покрытия 15-30 мкм навески насыщающей смеси составляют 8-10% от массы изделий, а для толщины покрытия, приближающейся к 300 мкм - 15-16%. Выбранное количество насыщающей смеси засыпают в бункер 30 устройства засыпки и распределения насыщающей смеси в реторте 5, транспортируют на штативе 32 и, позиционируя его, вдвигают трубу 33 с размещенным в ней шнековым питателем 34 в полость реторты 5 вплоть до ее конца, добиваясь равномерного распределения насыщающей смеси. При небольших партиях металлоизделий засыпку осуществляют в один прием. При цинковании больших партий длинномерных изделий их загрузку и засыпку насыщающей смеси осуществляют послойно порциями, составляющими не более половины требуемого количества. Технологический стол 6 с помощью транспортной тележки 15 располагают напротив горловины индуктора 2, закрывают реторту 5 герметичной крышкой 13 и с помощью подъемных роликов 16 перемещают вдоль технологического стола 6 и вдоль индуктора 2, при достижении первых роликов 9 продольного перемещения реторты в нагревательном устройстве, для размещения ее в рабочем положении внутри индуктора 1 необходимо согласовать ось вала основного привода 3, с осью реторты, что достигается за счет выставления с помощью винтового домкрата 21, снабженного приводом (на фиг.3 не показан), включение которого осуществляется по команде контроллера 29, являющегося программатором системы управления работой установки. Когда установка соосности вала основного привода и реторты закончена, включается реверсивный привод 22 роликов продольного перемещения реторты в индукторе 2 и она фиксируется в рабочем положении посредством пальцев 10, которые вошли в отверстия водила 11, установленного на валу привода 3. После этого контроллер 29 системы управления подает команды на блоки 26, 27 на включения тиристорных источников питания индукторов 2 и вращение привода реторты 5 соответственно, а также на отключение автономного двигателя роликов продольного перемещения 9 и опускание их посредством винтового домкрата 21 в исходное положение.
В каждой катушке индуктора 2 создается переменный магнитный поток, который пронизывает корпус реторты 5, а также металлоизделия и насыщающую смесь, находящиеся в ней, вызывая возникновение вихревых токов. При этом в изделиях из ферромагнитного материала величина вихревых токов в десятки и сотни раз превышает величину токов, индуктируемых в корпусе реторты 5, выполненном из нержавеющей стали. Вследствие этого большая часть электроэнергии, подводимой к индуктору 2, поглощается металлоизделиями, где в соответствии с законом Джоуля-Ленца она превращается в тепловую энергию. При этом изделия разогреваются до температуры 800-910°C, а корпус реторты 5 - до 350-550°C. Заданная температура нагрева поверхности реторты 5 контролируется термопарами, размещенными на корпусе реторты 5 в зоне индуктора и межиндукторном пространстве (не показаны) и являющимися датчиками температуры, соединенными с блоком контроля и регулирования температуры (блок 25). Для управления процессом нанесения цинкового покрытия конкретной партии металлоизделий выбирают заданные значения температуры их нагрева и остывания, в пределах которых находится температура магнитных превращений данного материала.
В качестве заданной температуры принимается оптимальная, для конкретной реализации способа, которая зависит от требуемой толщины покрытия и массы изделий, загруженных в реторту, температура под индукторами. Естественно, что на нее влияет и состав смеси, применяемой при цинковании. Принимаем за заданную температуру - 380°C. Насыщающая смесь оказывается практически прозрачной для электромагнитного поля и нагревается в основном за счет конвективного теплообмена от корпуса реторты 5 и радиационного нагрева от металлоизделий, находящихся в соприкосновении с ней и подвергающихся постоянному совместному с ней перемешиванию при вращении реторты 5. При этом в зоне непосредственного контакта с металлом находится лишь часть насыщающей смеси, в которой образуется расплав цинка. Остальное количество смеси благодаря наличию в ней глинозема, являющегося инертным огнеупорным материалом, выполняет роль теплового экрана, что предотвращает выгорание и испарение находящегося в ней цинка и дает возможность повторного использования остатков насыщающей смеси. В ходе всего процесса цинкования с помощью патрубка 14 происходит непрерывный сброс избыточного давления в реторте. Пары воды, смазки и смазочно-охлаждающих жидкостей, имеющихся на поверхности изделий, удаляются из реторты 5 в атмосферу.
При достижении заданной температуры, измеренной на поверхности реторты в зоне индуктора, измеренная температура в межиндукторном пространстве достигла только 315°C, т.е. нагрев реторты является неравномерным. Сигнал от термопар поступает в регулятор температуры, а при достижении заданного значения от него в контроллер 29 системы управления, где будет сформирована последовательность команд. Одновременно на привод винтового домкрата на подъем подвижной плиты платформы 8 и отключение тиристорного питания индукторов, при касании роликами 9 продольного перемещения поверхности реторты, включаются автономные двигатели 22 и реторта будет смещена вправо на расстояние, равное межиндуторному, при этом термопары, которые ранее измеряли температуру реторты в зоне индуктора, будут измерять температуру на поверхности реторты в межиндукторном пространстве, а те, которые первоначально измеряли температуры реторты в межиндукторной зоне, станут измерять ее в зоне индуктора.
Однако при продольном перемещении реторты 5 она выходит из зацепления с водилом 11, а привод 3 вращения реторты отключается, поэтому после окончания продольного перемещения реторты 5, контроллер выдает сигналы на включение автономных приводов 23 на вращение реторты и включение электропитания индукторов 2, а также опускание подвижной плиты платформы 8, чтобы ролики 9 продольного перемещения реторты 5 заняли исходную позицию.
При достижении вновь заданного значения температуры корпуса реторты сигнал от регулятора температуры блока 25 выдают сигнал, поступающий в контроллер 29, который выдаст команды: на прекращение нагрева путем отключения тиристорного источника питания индукторов 2, электромагнитный поток исчезает, вихревые токи становятся равными нулю, начинается остывание реторты и изделий. Одновременно, контроллер 29 выдает сигнал на подьем роликов 9 продольного перемещения реторты 5. При касании роликами 9 поверхности реторты, включение автономного привода 22 происходит не сразу, а только после выдержки времени, которое зависит от толщины наносимого покрытия, например 10-15 минут. Затем с помощью роликов 9 механизма продольного перемещения, реторту 5 извлекают из индукторов 2, помещают ее на технологический стол 6 и с помощью подъемных роликов 16 перемещают вдоль него. Ролики 16 опускают и, установив реторту 5 на барабаны 17, включают привод 18 вращения реторты на технологическом столе. Технологический стол отвозят в сторону для охлаждения, которое может быть принудительным или естественным. На освободившееся место помещают сменную реторту 5, предварительно подготовленную к цинкованию на соответствующем ей технологическом столе 6, и начинают цикл цинкования следующей партии изделий.
Принудительное охлаждение первой реторты осуществляют до температуры, не превышающей 250°C при ее вращении на технологическом столе. Оцинкованные изделия выгружают из реторты 5 с помощью механизма выгрузки (не показан). Включением аспирационной системы производят сбор остатка насыщающей смеси из реторты 5 и с поверхности оцинкованных изделий.
Заявляемое устройство обладает рядом преимуществ по сравнению с известными техническими решениями, т.к. позволяет увеличить надежность работы устройства за счет введения основания с платформой, оснащенной возможностью регулирования положения роликов продольного перемещения реторты, установленных на ней и оснащении их реверсивным приводом, что значительно облегчает эксплуатацию устройства.
В настоящее время установка проходит опытно-промышленное испытания, а затем после подготовки технической документации, будет внедряться в различных отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2527593C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2013 |
|
RU2547057C1 |
| Способ нанесения защитного покрытия | 2023 |
|
RU2799465C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 2015 |
|
RU2597460C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2013 |
|
RU2527234C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174159C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117717C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1998 |
|
RU2139366C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |



Изобретение относится к антикоррозионной обработке металлических изделий, а именно к нанесению цинкового покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования и к установке, используемой для его осуществления. Осуществляют загрузку партии изделий в реторту электрической нагревательной установки, засыпку насыщающей цинксодержащей смеси в количестве 8-16% от массы цинкуемых изделий, содержащей 20-25% порошка цинка и 75-80% глинозема, герметизацию реторты, ее размещение внутри индукторов нагревательной установки и нагрев до 350-550°С в зависимости от требуемой толщины покрытия и массы изделий вихревыми токами при вращении реторты до заданной температуры, выдержку реторты, извлечение реторты из индукторов и охлаждение при вращении ее на технологическом столе до температуры, не превышающей 250°C. В процессе цинкования осуществляют непрерывный сброс избыточного давления в реторте. Контролируют момент достижения заданного значения температуры, по которому формируют сигнал для осуществления продольного перемещения реторты на величину, равную расстоянию между индукторами. Продолжают нагрев реторты до достижения заданной температуры в смещенных зонах реторты при ее вращении. Обеспечивается повышение равномерности нагрева поверхности реторты, уменьшение времени цинкования, а также повышение надежности и удобства эксплуатации установки для нанесения цинкового покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования независимо от длины и конфигурации изделия. 2 н. и 2 з.п. ф-лы, 5 ил.
1. Способ нанесения цинкового покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования, включающий загрузку партии изделий в реторту электрической нагревательной установки, засыпку насыщающей цинксодержащей смеси в количестве 8-16% от массы цинкуемых изделий, содержащей 20-25% порошка цинка и 75-80% глинозема, герметизацию реторты, ее размещение внутри индукторов нагревательной установки и нагрев вихревыми токами при вращении реторты до заданной температуры, выдержку реторты в нагревательной установке в течение периода времени, необходимого для образования требуемой толщины покрытия, извлечение реторты из индукторов и охлаждение при вращении ее на технологическом столе до температуры, не превышающей 250°C, при этом в процессе цинкования осуществляют непрерывный сброс избыточного давления в реторте, отличающийся тем, что нагрев реторты проводят до заданной температуры, соответствующей температуре поверхности реторты в зонах индукторов и составляющей 350-550°С в зависимости от требуемой толщины покрытия и массы изделий, при этом указанную температуру измеряют дополнительно установленными в зонах индукторов датчиками температуры, контролируют момент достижения заданного значения температуры, по которому формируют сигнал для осуществления продольного перемещения реторты на величину, равную расстоянию между индукторами, продолжают нагрев реторты до достижения заданной температуры в смещенных зонах реторты при вращении реторты, при этом продольное перемещение реторты осуществляют посредством дополнительных механизмов, снабженных автономными приводами.
2. Установка для нанесения цинкового покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования, содержащая электрическую нагревательную установку, имеющую, по крайней мере, не менее трех индукторов, заключенных в корпусе, с размещенной в них ретортой с герметичной крышкой и дренажным патрубком, закрепленным в центре ее крышки, привод вращения реторты, механизм продольного перемещения реторты, выполненный в виде роликов, установленных до или после индукторов, на корпусе реторты между индукторами установлены датчики температуры, подключенные к входам соответствующего регулятора температуры системы управления работой установки, вырабатывающей сигналы управления блоком управления тиристорного источника питания индукторов, устройство засыпки и распределения насыщающей смеси в реторту, механизм выгрузки оцинкованных изделий из реторты, причем устройство засыпки и распределения насыщающей смеси в реторте выполнено в виде установленного на передвижном штативе бункера со шнековым питателем, заключенным в трубе, длина которой превышает длину реторты, при этом установка снабжена, по крайней мере, одним технологическим столом, оснащенным для охлаждения реторты приводом вращения реторты, отличающаяся тем, что корпус индукторов опирается на основание, выполненное в виде рамной конструкции, имеющей платформы, снабженные подъемным механизмом, при этом каждая из платформ выполнена из двух плит, одна из которых неподвижна, а вторая снабжена устройством подъема, при этом на платформах установлены ролики продольного перемещения реторты, дополнительно снабженные автономными приводами, а на неподвижных плитах платформ дополнительно установлены механизмы вращения реторты, снабженные автономными приводами, упомянутая система управления работой установки дополнительно содержит блоки управления приводами продольного перемещения, вращения реторты и подъемным механизмом, в зонах индукторов на поверхности реторты установлены дополнительные датчики температуры, соединенные с блоком контроля температуры и контроллером системы управления.
3. Установка по п.2, отличающаяся тем, что ролики продольного перемещения реторты размещены на второй плите платформы, а устройство подъема второй плиты представляет собой винтовой домкрат.
4. Установка по п.2, отличающаяся тем, что дополнительно установленные механизмы вращения реторты выполнены в виде роликов, расположенных по обе стороны реторты, причем два соседних ролика с одной и другой стороны реторты соединены с валом автономного привода.
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117717C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2098509C1 |
| US 5126522 A, 30.06.1992 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕБИТА НЕФТЯНОЙ СКВАЖИНЫ | 2003 |
|
RU2243375C1 |

