Изобретение относится к антикоррозионной обработке металлических изделий, в частности к нанесению цинкового покрытия на изделия из ферромагнитных материалов способом термодиффузионного цинкования, и может быть использовано в любой отрасли машиностроения, а также других отраслях промышленности.
Наибольшее распространение в практике защиты от коррозии нашли следующие методы цинкования: гальваническое, газотермическое цинкование напылением, холодное путем окраски цинконаполненными красками, термодиффузионное цинкование.
Метод термодиффузионного цинкования, благодаря хорошему сочетанию эксплуатационных, технологических и экологических качеств находит все более широкое применение в различных областях деятельности, многообещающе выглядят перспективы использования метода в практике общего химического и транспортного машиностроения, приборостроения, в строительстве, в частности, при изготовлении закладных деталей.
Данные натурных испытаний и ускоренных коррозионных испытаний позволяют констатировать, что скорость коррозии термодиффузионного покрытия уже на начальной стадии меньше, чем гальванического. Это объясняется меньшей электрохимической активностью поверхности железноцинкового сплава, чем чистого цинка. На более поздних стадиях испытаний характер зависимости не меняется. Это связано с формированием на поверхности цинка, прочно сцепленных нерастворимых продуктов коррозии, в то время как на поверхности чистого цинка при воздействии агрессивной среды образуются рыхлые плохо сцепленные продукты коррозии, которые легко смываются атмосферными осадками, потоками при контакте с жидкой коррозионной средой, т.е. коррозионный процесс на поверхности гальванического покрытия идет практически без торможения.
Суть термодиффузионного цинкования заключается в том, что в объеме порошковой цинкосодержащей смеси, находящейся в замкнутом пространстве рабочих реторт под действием высокой температуры, цинк переходит в парофазное состояние, отличающееся от газофазного состоянием докритического насыщения. Подвижные атомы паров цинка проникают в пришедшую в движение кристаллическую решетку альфа-железа за счет заполнения вакансий, поскольку под действием температуры атомы железа также пришли в подвижность и во встречное диффузионное движение. Проникшие в структурную решетку железа атомы цинка вступают в термохимические реакции с железом, образуя твердый раствор цинка в альфа-железе (цинковый феррит). С повышением температуры в результате встречной диффузии железа в цинк образуются последующие фазы железоцинкового покрытия.
Таким образом, при термодиффузионном цинковании в порошковых цинкосодержащих смесях на поверхности цинкуемого изделия образуется покрытие, состоящее не из металлического цинка, а из железоцинкового сплава, представляющего ряд интерметаллидных соединений железа с цинком и твердые растворы цинка в железе и железа в цинке.
Сочетание ряда положительных свойств ТДЦ-покрытий, таких как высокая коррозионная стойкость, хорошая адгезия к подложке, пластичность, равномерность покрытия по толщине, обеспечило довольно широкий круг областей применения для изделий, ими покрываемых.
Следует отметить и экологическую безопасность, т.к. детали цинкуются в герметически закрытых ретортах и не требует создания очистных сооружений, а отходы производства можно использовать в качестве наполнителя бетонных строительных смесей.
Известно множество способов ТДЦ, в которых в качестве источника цинка используются смеси порошка цинка с инертными наполнителями, используемыми преимущественно для повышения тугоплавкости и текучести источника цинка, что улучшает технологичность его использования и качество покрытия. Они отличаются по составу применяемой смеси для антикоррозийной защиты изделий, по температурному и временному режиму процесса цинкования и, соответственно, конструктивной реализации того или иного способа.
Известен способ нанесения цинкового покрытия путем термодиффузионного цинкования, включающий загрузку изделия или партии изделий в реторту поворотной электрической печи, засыпку насыщающей смеси, содержащую 95-99% цинка, герметизацию реторты, нагрев изделий до заданной температуры 380-600°C, после завершения нагрева до заданной температуры производят сброс давления из реторты, вновь герметизируют ее и осуществляют выдержку при этой температуре в течение периода, необходимого для образования требуемой толщины покрытия, после чего выгружают изделия из реторты.
После выгрузки производят их мойку и пассивацию в комплексе ванн, состоящем из первой и второй ванн, не имеющих подогрева и используемых для отмывки изделий, и третьей и четвертой ванн с подогревом, в которых осуществляют пассивацию и последующее полоскание изделий с одновременным их разогревом для ускоренного обсыхания (Патент РФ №2117717, опубл. 20.08.1998 г.).
Известный способ нанесения цинкового покрытия путем термодиффузионного цинкования имеет следующие недостатки: недостаточная управляемость в получении определенной толщины покрытия в течение заданного времени; усложнение процесса цинкования за счет сброса давления в реторте после нагрева ее до температуры 380-600°C и повторной герметизации реторты, а также длительность процесса цинкования - 1-4 часа.
Известен способ нанесения цинкового покрытия путем термодиффузионного цинкования, который заключается в том, что изделие или партию изделий загружают в реторту поворотной электрической печи, засыпают насыщающую смесь, герметизируют реторту, нагревают ее до температуры 150-200°C, производят сброс давления из реторты, вновь ее герметизируют и производят дальнейший нагрев до температуры свыше 300°C, необходимой для протекания процесса термодиффузионного цинкования, и осуществляют выдержку при этой температуре в течение заданного времени, необходимого для образования требуемой толщины покрытия, после чего изделия выгружают из реторты. Для насыщения используют смесь, содержащую не более 99% цинка. Сброс давления из реторты в атмосферу осуществляют с использованием фильтра (Патент РФ №2139366, опубл. 10.10.1999 г.). К недостаткам известного способа относится недостаточно высокая эффективность процесса диффузионного цинкования в связи с тем, что предусмотренный в нем температурный режим значительно ниже температуры диффузионного взаимодействия металла покрытия с поверхностным слоем деталей и не раскрыты возможности повышения качества покрытия на деталях мелкого крепежа, а также обеспечения толщины пленки покрытия на деталях в диапазоне величин от 3,0 до 60,0 мкм.
Известен способ нанесения цинкового покрытия путем термодиффузионного цинкования, который включает загрузку изделий в реторту поворотной электрической печи, засыпку насыщающей смеси, содержащей 80-90% цинка, причем для формирования цинкового покрытия толщиной 1 мкм засыпная масса насыщающей смеси составляет 7,8-8,2 г на 1 м2, герметизацию реторты, нагрев ее до заданной температуры, выдержку при этой температуре, сброс давления в реторте в течение всего времени процесса цинкования, выгрузку изделий из реторты, мойку и пассивацию их (Патент Рф №2174159, опубл. 27.09.2001 г.).
К недостаткам этого способа следует отнести, во-первых, недостаточно высокую производительность процесса по причине применения цинкового порошка, полученного методом воздушного распыления и вследствие этого имеющего на поверхности своих частиц сплошную окисную пленку, которая снижает способность к возгонке цинка; во-вторых, повышенные энергозатраты из-за необходимости нагрева насыщающей смеси, а вместе с ней и обрабатываемых изделий вместе с контейнером до более высокой температуры для того, чтобы обеспечить достаточно высокую способность к возгонке цинка с поверхности частиц, покрытых сплошной окисной пленкой; в-третьих, покрытие не обладает высоким качеством из-за непривлекательного товарного вида, имеющего неравномерный (пятнистый) темно-серый цвет.
Общим недостатком вышеуказанных способов является то, что нагрев реторты осуществляется непосредственно электрическим током или электронагревателями внутри реторты и они предназначены для цинкования мелких изделий, поэтому не могут обеспечить равномерного покрытия длинномерных изделий.
Наиболее близким аналогом предлагаемого изобретения является способ нанесения покрытия на изделия из ферромагнитных материалов путем термодиффузионного цинкования, защищенный патентом РФ №2424351, опубл. 20.07.2011 г.
Известный способ включает загрузку изделия или партии изделий в реторту электрической нагревательной установки, выполненной в виде индукторов, засыпку насыщающей цинксодержащей смеси, герметизацию реторты, ее нагрев, выдержку реторты в нагревательной установке в течение периода времени, необходимого для образования требуемой толщины покрытия, и выгрузку изделий из реторты, при этом в процессе цинкования осуществляют непрерывный сброс избыточного давления в реторте, в качестве цинксодержащей смеси используют смесь, содержащую компоненты, мас.%: порошок цинка - 20-25 и глинозем - 75-80, засыпку насыщающей смеси в реторту осуществляют равномерно распределяя ее по всей длине реторты в количестве 8-16% от массы цинкуемых изделий, после герметизации реторты ее размещают внутри индукторов, нагрев корпуса реторты осуществляют вихревыми токами до температуры 300-400°C при вращении реторты, далее осуществляют от одного до восьми колебаний температуры изделий в зоне температуры магнитных превращений материалов, приводящих к магнитострикционным эффектам путем попеременного охлаждения и нагрева корпуса реторты до указанной температуры за счет чередования отключения и включения электропитания индукторов, затем извлекают реторту из индукторов и подвергают ее принудительному охлаждению до температуры, не превышающей 250°C при ее вращении на технологическом столе.
Кроме того, при нанесении цинкового покрытия на партию длинномерных металлических изделий засыпку насыщающей смеси и ее равномерное распределение по всей длине реторты осуществляют порциями, чередуя их каждый раз с загрузкой части партии изделий, составляющей не более половины всей загружаемой партии.
После выгрузки оцинкованных металлических изделий проводят сбор остатка насыщающей смеси с поверхности оцинкованных изделий и/или из полости реторты и восстанавливают исходный состав насыщающей смеси добавлением порошка цинка в количестве, израсходованном на формирование покрытия.
Способ позволяет получить требуемую толщину покрытия за счет осуществления нескольких циклов цинкования, расширить номенклатуру цинкуемых изделий, в том числе и длинномерных металлоизделий. Наличие сменного оборудования (технологических столов) обеспечивает непрерывность производственного процесса нанесения цинкового покрытия на металлические изделия за счет того, что окончательное охлаждение реторты и выгрузку изделий из нее осуществляют вне электронагревательной установки.
Основными недостатками прототипа является длительность процесса цинкования, которое проводится в несколько циклов, причем осуществляют их с охлаждением реторты, с последующим нагревом, поэтому возрастает расход электроэнергии, но равномерного покрытия изделия трудно достигнуть, т.к. разные зоны поверхности реторты нагреваются с перепадом температуры, так, зона реторты, находящаяся под индуктором, нагревается сильнее, чем в зоне между индукторами.
Кроме того, совмещение процессов нагрева и охлаждения цинкуемых деталей в одном агрегате значительно снижает производительность процесса и экономические показатели. Относительно низкое содержание цинка в цинкосодержащей смеси при высокой температуре на поверхности изделия позволяет получить качественное покрытие, но увеличивает расход электроэнергии и время образования покрытий толщиной более 100 мкм.
Технической задачей заявляемого изобретения является устранение недостатков способа-прототипа путем повышения равномерности нагрева поверхности реторты, уменьшения времени цинкования, путем выбора оптимального содержания цинка в цинковой смеси и оптимальной температуры нагрева, в зависимости от заданной толщины цинкового покрытия, а также повышение надежности и удобства эксплуатации установки независимо от длины и конфигурации изделия.
Технический результат достигается за счет того, что в известный способ термодиффузионного цинкования изделий из ферромагнитных материалов, включающий загрузку изделия или партии изделий в реторту электронагревательной установки, выполненной виде индукторов, равномерную засыпку насыщающей цинксодержащей смеси, герметизацию реторты, помещение реторты внутри индукторов нагревательной установки и нагрев вихревыми токами при вращении реторты до заданной температуры, после чего отключают электропитание индукторов установки, выдерживают реторту в нагревательной установке в течение периода времени, необходимого для образования требуемой толщины покрытия, при этом в процессе цинкования осуществляют непрерывный сброс избыточного давления в реторте, затем извлекают реторту из индукторов, подвергают ее охлаждению и производят выгрузку оцинкованных изделий, внесены изменения и дополнения, а именно:
- размещение реторты внутри индукторов осуществляют посредством дополнительных механизмов продольного перемещения ее;
- нагрев поверхности реторты до заданного значения осуществляют в две стадии, причем на первой стадии нагревают ее до температуры, равной 85-90% заданного значения, которую измеряют в зоне индукторов посредством дополнительно установленных в этих зонах термопар;
- при достижении температуры поверхности реторты в зоне индукторов значения указанного диапазона отключают электропитание индукторов и осуществляют продольное перемещение реторты в сторону выхода из печи на величину, равную расстоянию между индукторами;
- затем включают электрическое питание индукторов нагревательной установки и дополнительных механизмов вращения реторты в момент касания ее поверхности;
- продолжают нагрев реторты вихревыми токами до достижения заданной температуры в смещенных зонах реторты, составляющей 250-550°С в зависимости от cодержания цинка, составляющего 10-50 мас.% в цинковой смеси, и массы загруженных в реторту изделий;
- время выдержки реторты в нагревательной установке определяют в зависимости от состава и требуемой толщины покрытия, составляющей от 30 до 300 мкм.
Конкретное оптимальное значение заданной температуры и время выдержки для получения заданной толщины покрытия при различных составах порошковой цинковой смеси были определены эмперическим путем, в результате исследований, проведенных на установке, реализующей заявляемый способ.
Нагрев реторты, находящейся под индуктором, до заданной температуры в два этапа, позволяет избежать перегрева цинкуемого изделия, т.к. в этой зоне температура выше, чем на поверхности реторты в зоне между индукторами, а продольное перемещение реторты позволяет обеспечить равномерность нагрева изделий, а следовательно, и качество покрытия. Диапазон температуры на первой стадии в пределах 85-90% от заданного значения позволяет оптимизировать процесс цинкования изделий без существенного их охлаждения.
Соответственно, для реализации заявляемого способа известная установка термодиффузионного цинкования дополнительно оснащается средствами, обеспечивающими осуществление процесса, в частности дополнительными термопарами, подъемными средствами механизмов продольного перемещения и вращения реторты и т.п.
Учитывая тот факт, что для равномерности нагрева изделия необходимо обеспечить вращение реторты, т.к. при продольном смещении ее она выходит из сцепления с основным приводом вращения, на рамном основании дополнительно установлены механизмы, обеспечивающие вращение смещенной реторты, а в систему управлении работой установки внесены соответствующие изменения.
Сущность заявляемого способа термоддифузионного цинкования изделий из ферромагнитного материала поясняется на примере работы установки, реализующей его.
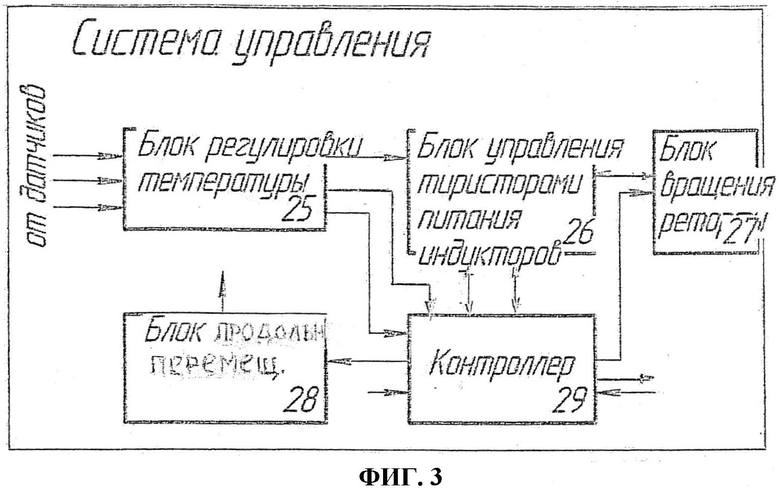
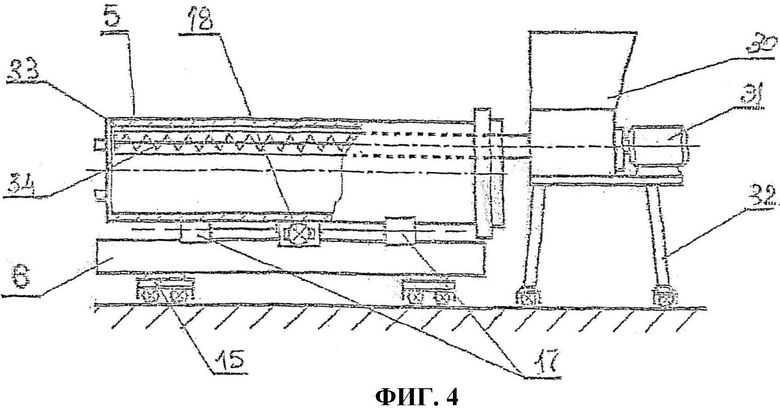
Реализация способа и один из вариантов конструкции установки приведены на следующих рисунках. На фиг.1 схематически изображен процесс загрузки реторты в электрическое нагревательное устройство; на фиг.2 показаны размещение реторты в индукторах и конструкция механизмов продольного перемещения и вращения реторты, установленных на основании установки; на фиг.3 приведена блок-схема системы управления процессом цинкования; на фиг.4 - конструкция загрузочного устройства цинкосодержащей смеси в реторту.
На фиг.1 показаны корпус 1, индукторы 2, привод вращения реторты 3, рамное основание 4, реторта 5, технологический стол 6 (на фиг.1 изображен один, но их может быть два-три и более в зависимости от реализуемого способа нанесения покрытия), стойки 7 рамного основания, механизм 8 продольного перемещения реторты, механизм 9 вращения реторты при смещении ее, пальцы 10, фиксирующие рабочее положение реторты, водило 11, реборда 12, крышка реторты 13, дренажный патрубок 14, транспортная тележка 15, подъемные ролики 16, барабаны 17 с приводом 18, приводы 19, 20 соответственно механизмов продольного перемещения и вращения реторты.
На фиг.2 показана конструкция индукторов 2, размещенных на рамном основании 4 с опорами 7, каждый из которых состоит из трехсекционной катушки с секциями 21, 22, 23, снабженные токоподводом 24 с системой охлаждающих коллекторов. На фиг.2 также показана реторта 5 в рабочем положении, ролики 9 механизма вращения реторты и привод механизма 8 продольного перемещения реторты 5.
На фиг.3 приведена блок-схема системы управления работой установки, содержащая основные блоки: блок регулирования (контроля) 25 температуры нагрева поверхности реторты 5, блок управления 26 тиристорного источника питания индукторов 2, блок управления 27 основным приводом вращения реторты 5, блок управления 28 приводами продольного перемещения реторты 5, как вдоль технологического стола 6, так и внутри нагревательного устройства (индукторов 2), контроллер 29, осуществляющий работу установки по специальной программе для конкретного варианта реализации способа. На фиг.3 стрелками показано, что контроллер 29 соединен с входами и выходами каждого блока управления соответствующим механизмом установки. Блок-схема может изменяться в зависимости от конкретного выполнения установки и программы реализации способа нанесения цинкового покрытия.
На фиг.4 показано загрузочное устройство смеси для цинкования, которое содержит загрузочный бункер 30, привод 31, установленный на основании 32 и предназначенный для вращения шнека 34, размещенного в трубе 33. На фиг.4 приведены также реторта 5, технологический стол 6 с транспортной тележкой 15, барабаны 17 и привод 18.
Процесс термодиффузионного цинкования металлических изделий ведется в следующей последовательности:
- на участке входного контроля производят отбор изделий, пригодных к цинкованию;
- в выбранную для проведения очередного цикла цинкования реторту, размещенную на одном из технологических столов, загружают партию подлежащих цинкованию изделий, засыпают необходимое количество цинксодержащей насыщающей смеси в требуемом соотношении компонентов, равномерно распределяя ее по всей длине реторты, закрывают крышку реторты и размещают загруженную реторту внутри индукторов;
- проводят процесс термодиффузионного цинкования в индукторах нагревательной установки, обеспечивая двухстадийный нагрев корпуса реторты до заданной температуры, при одновременном вращении реторты в индукторах, после проведения первой стадии нагрева, отключают электропитание катушек индукторов и смещают реторту в продольном направлении, затем продолжают нагрев реторты до достижения заданной температуры, вращая ее за счет дополнительных механизмов вращения. Выдерживают в течение времени для образования требуемой толщины покрытия, производят выгрузку реторты из индуктора на технологический стол и ее принудительное охлаждение. В процессе цинкования осуществляют непрерывный сброс избыточного давления в реторте;
- на технологическом столе осуществляют принудительное охлаждение корпуса реторты до 100-130°C и выгружают изделия из реторты;
- производят мойку и пассивацию оцинкованных изделий, и контроль качества покрытия.
Ниже приводится описание конкретных примеров осуществления заявляемого способа термодиффузионного нанесения цинковых покрытий на различные металлические изделия.
Пример 1. Входной контроль изделий допускает наличие на них ржавчины, отдельных пятен масел и т.п. В исходном состоянии реторта 5 расположена на технологическом столе 6, опираясь на подъемные ролики 16 механизма продольного перемещения реторты. Проведено цинкование проката черного металла в виде уголка 25×25×4 длиной 3,5 м в количестве 250 кг. Материал уголка - сталь 3. Требуемая толщина покрытия - 30 мкм. Приготовлена навеска насыщающей смеси, содержащая 5 кг порошка цинка и 20 кг глинозема. В полость реторты диаметром 350 мм и длиной 4,5 м, расположенной на технологическом столе 6, загружены металлоизделия и засыпана насыщающая смесь в два приема порциями по 125 кг уголка, чередующимися с порциями по 12,5 кг порошка. Технологический стол 6 с помощью транспортной тележки 15 располагают напротив горловины индуктора 2, закрывают реторту 5 герметичной крышкой 13 и с помощью подъемных роликов 16 перемещают вдоль технологического стола 6 и внутри индукторов 2 до достижения первых роликов механизма 8 продольного перемещения реторты в нагревательном устройстве. Для размещения ее в рабочем положении внутри индукторов необходимо согласовать ось вала основного привода 3 с осью реторты, что достигается за счет выставления на нужную высоту механизма 8 продольного перемещения реторты с помощью винтового домкрата, снабженного приводом (на фиг.2 не показан), включение которого осуществляется по команде контроллера 29, являющегося программатором системы управления работой установки. Когда установка соосности вала основного привода и реторты закончена, включается реверсивный привод 22 роликов продольного перемещения реторты в индукторах 2, и она фиксируется в рабочем положении посредством пальцев 10, которые вошли в отверстия водила 11, установленного на валу привода 3. После этого контроллер 29 системы управления подает команды на блоки 26, 27 на включения тиристорных источников питания индукторов 2 и вращение привода 3 реторты 5 соответственно, а также на отключение автономного двигателя роликов продольного перемещения 8 и опускание их, посредством винтового домкрата в исходное положение. В каждой катушке (21, 22, 23) индукторов 2 создается переменный магнитный поток, который пронизывает корпус реторты 5, а также металлоизделия и насыщающую смесь, находящиеся в ней, вызывая возникновение вихревых токов. При этом в изделиях из ферромагнитного материала величина вихревых токов в десятки и сотни раз превышает величину токов, индуктируемых в корпусе реторты 5, выполненном из нержавеющей стали. Вследствие этого большая часть электроэнергии, подводимой к индукторам 2, поглощается металлоизделиями, где в соответствии с законом Джоуля-Ленца она превращается в тепловую энергию. В качестве заданной температуры принимается оптимальная (380°C) для конкретной реализации способа. Нагрев корпуса реторты до температуры 325°C, что составляет 85% от заданной температуры поверхности реторты в зоне индуктора 2, осуществляется в течение 20 минут. Температура измеряется термопарами, установленными в зоне индукторов 2 (во второй секции поз.22) и между индукторами (на фиг.2 не показаны). При этом температура металлоизделий достигает 820-855°C. В этот момент от блока 25 контроля температуры в систему управления (контроллер 29) выдавался сигнал на отключение электропитания индукторов и формирование сигнала на подъем механизмов 8 продольного перемещения реторты с последующим перемещением ее на величину, равную расстоянию между индукторами. Насыщающая смесь оказывается практически прозрачной для электромагнитного поля и нагревается в основном за счет конвективного теплообмена от корпуса реторты 5 и радиационного нагрева от металлоизделий, находящихся в соприкосновении с ней и подвергающихся постоянному совместному с ней перемешиванию при вращении реторты 5. При этом в зоне непосредственного контакта с металлом находится лишь часть насыщающей смеси, в которой образуется расплав цинка. Остальное количество смеси благодаря наличию в ней глинозема, являющегося инертным огнеупорным материалом, выполняет роль теплового экрана, что предотвращает выгорание и испарение находящегося в ней цинка и дает возможность повторного использования остатков насыщающей смеси. В ходе всего процесса цинкования с помощью патрубка 14 происходит непрерывный сброс избыточного давления в реторте. Пары воды, смазки и смазочно-охлаждающих жидкостей, имеющихся на поверхности изделий, удаляются из реторты 5 в атмосферу.
Одновременно с перемещением реторты 5 формируется сигнал на подъем механизмов вращения реторты и включение электропитания индукторов. За это время корпус реторты охладился на 15-25°C. Затем произвели в течение 5-6 минут нагрев реторты до заданной температуры 380°C и последующее отключение электропитания индукторов 2. Выдержка производилась в течение 10 минут, которое предопределяет толщину покрытия 30 мкм. После этого реторту с помощью механизма 8 продольного перемещения извлекли из нагревательной установки и поместили на технологический стол 6, где с помощью подъемных роликов 16 перемещают вдоль него. Ролики 16 опускают и, установив реторту 5 на барабаны 17, включают привод 18 вращения реторты на технологическом столе. Технологический стол отвозят в сторону для охлаждения, которое может быть принудительным или естественным, охлаждение вращающейся реторты осуществляли до 130°C. Охлажденные металлоизделия были извлечены из реторты. Остаток насыщающей смеси собран в мерную емкость. На процесс цинкования израсходовано 2,7 кг порошка цинка. Контроль толщины покрытия в трех точках по длине изделия показал, что она составляет 29-31 мкм. Проведенные металлографические исследования подтвердили уменьшение пористости нанесенного покрытия по сравнению с покрытиями, полученными известными способами. При этом его твердость и ударная вязкость существенно возросли.
На освободившееся место помещают сменную реторту 5, предварительно подготовленную к цинкованию на соответствующем ей технологическом столе 6, и начинают цикл цинкования следующей партии изделий.
Порядок проведения процесса термодиффузионного цинкования изделий из ферромагнитных материалов не изменяется в зависимости от толщины покрытия, но с целью сокращения времени цинкования с ростом толщины покрытия целесообразно увеличить содержание цинка в порошковой смеси, что приводит к корректировке параметров процесса.
В нижеприведенной таблице указаны оптимальные параметры процесса термодиффузионного цинкования, а также вышеописанного примера осуществления способа.
Время проведения процесса термодиффузионного цинкования по прототипу, в зависимости от толщины покрытия составляет от 2 до 4-х часов, а по предлагаемому способу в пределах 1,2-2 часа. Во всех примерах, приведенных в таблице, контроль прочности сцепления покрытия определялся по ГОСТ Р9. 915-2010.
Таким образом, результатом использования предлагаемых изобретений является значительное уменьшение длительности технологического цикла нанесения антикоррозионного цинкового покрытия, сокращение затрат электроэнергии, сокращение расхода цинкового порошка, обеспечение высокого качества цинкового покрытия при увеличении его толщин до 300 мкм и расширении номенклатуры цинкуемых изделий, а также улучшение управляемости процесса цинкования, в части получения требуемой толщины покрытия.
Способ позволяет увеличить надежность работы устройства за счет введения дополнительных механизмов вращения реторты, оснащенных автономным приводом, что значительно облегчает эксплуатацию устройства при использовании установки. Это обуславливает возможность широкого применения заявляемых технических решений в машиностроении и других отраслях промышленности.
В настоящее время установка проходит опытно-промышленные испытания, целью которых является оптимизация параметров процесса, в зависимости от вида и формы изделий, используемых в различных отраслях промышленности, после окончания которых будет разработана техническая документация для широкого внедрения заявляемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2533400C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 2015 |
|
RU2597460C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2013 |
|
RU2547057C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2013 |
|
RU2527234C1 |
| Способ нанесения защитного покрытия | 2023 |
|
RU2799465C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174159C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117717C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1998 |
|
RU2139366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ НИЗКО- И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ, ЦВЕТНЫХ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ МЕТОДОМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2014 |
|
RU2570856C1 |
Изобретение относится к антикоррозионной обработке изделий, в частности к способу термодиффузионного цинкования изделий из ферромагнитных материалов, и может быть использовано в любой отрасли машиностроения, а также других отраслях промышленности. Реторту размещают внутри индукторов посредством дополнительных механизмов продольного перемещения, нагрев поверхности реторты до заданного значения осуществляют в две стадии, причем на первой стадии нагревают ее до температуры, равной 85-90% заданного значения, которую измеряют в зоне индукторов посредством дополнительно установленных в этих зонах термопар. При достижении в зоне индукторов значения указанного диапазона отключают электрическое питание индукторов и перемещают реторту в сторону выхода из нагревательной установки на величину, равную расстоянию между индукторами, затем включают электрическое питание индукторов и дополнительных механизмов вращения реторты в момент касания механизмов с поверхностью реторты и продолжают нагрев реторты вихревыми токами до достижения заданной температуры в смещенных зонах реторты, составляющей 250-550°С в зависимости от содержания цинка, составляющего 10-50 мас.% в цинковой смеси, и массы загруженных в реторту изделий, а время выдержки реторты в нагревательной установке определяют в зависимости от состава цинковой смеси и требуемой толщины покрытия, составляющей от 30 до 300 мкм. В процессе цинкования осуществляют непрерывный сброс избыточного давления в реторте. Затем извлекают реторту из индукторов, подвергают ее охлаждению и производят выгрузку оцинкованных изделий. Обеспечивается уменьшение длительности технологического цикла нанесения антикоррозионного цинкового покрытия, сокращение затрат электроэнергии, сокращение расхода цинкового порошка, обеспечение высокого качества цинкового покрытия при увеличении его толщины до 300 мкм, повышение надежности работы устройства. 4 ил., 1 табл.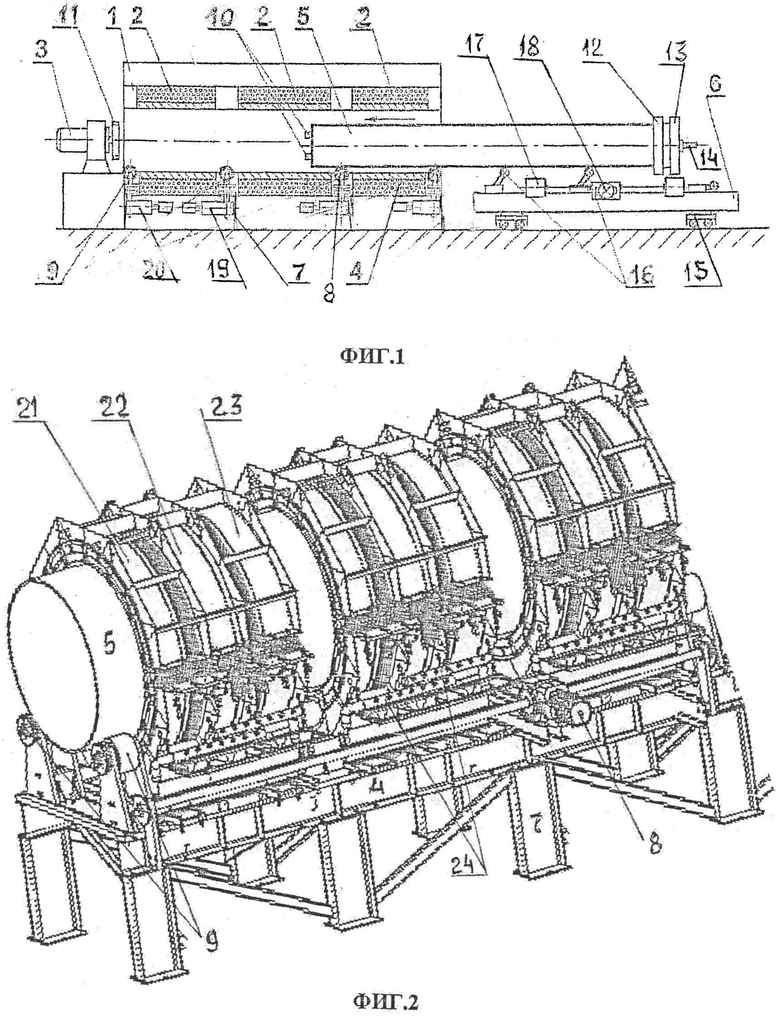
Способ термодиффузионного цинкования изделий из ферромагнитных материалов, включающий загрузку изделия или партии изделий в реторту электронагревательной установки, выполненной в виде индукторов, равномерную засыпку насыщающей цинксодержащей смеси, герметизацию реторты, помещение реторты внутри индукторов нагревательной установки и нагрев вихревыми токами при вращении реторты до заданной температуры, после чего отключают электропитание индукторов установки, выдерживают реторту в нагревательной установке в течение периода времени, необходимого для образования требуемой толщины покрытия, при этом в процессе цинкования осуществляют непрерывный сброс избыточного давления в реторте, затем извлекают реторту из индукторов, подвергают ее охлаждению и производят выгрузку оцинкованных изделий, отличающийся тем, что размещение реторты внутри индукторов осуществляют посредством дополнительных механизмов продольного перемещения, нагрев поверхности реторты до заданного значения осуществляют в две стадии, причем на первой стадии нагревают ее до температуры, равной 85-90% заданного значения, которую измеряют в зоне индукторов посредством дополнительно установленных в этих зонах термопар, при достижении температуры в зоне индукторов значения указанного диапазона отключают электрическое питание индукторов и перемещают реторту в сторону выхода из нагревательной установки на величину, равную расстоянию между индукторами, затем включают электрическое питание индукторов и дополнительных механизмов вращения реторты в момент касания механизмов с поверхностью реторты и продолжают нагрев реторты вихревыми токами до достижения заданной температуры в смещенных зонах реторты, составляющей 250-550°С в зависимости от содержания цинка, составляющего 10-50 мас.% в цинковой смеси, и массы загруженных в реторту изделий, а время выдержки реторты в нагревательной установке определяют в зависимости от состава цинковой смеси и требуемой толщины покрытия, составляющей от 30 до 300 мкм.
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1998 |
|
RU2139366C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174159C1 |
| US 5126522 A, 30.06.1992 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕБИТА НЕФТЯНОЙ СКВАЖИНЫ | 2003 |
|
RU2243375C1 |

