Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления монолитных камер ракет со строго определенным профилем сопловой части.
Известен способ изготовления тонкостенных деталей переменного сечения, включающий смазку и нагрев деформируемого участка полой цилиндрической заготовки, торцевую осадку и калибровку [1]. Изготовление таких деталей может быть осуществлено в штампе, содержащем матрицу со средствами нагрева, вкладыш и средство охлаждения [1].
Задачей настоящего изобретения является снижение трудоемкости, энергозатрат и расхода материала.
Для реализации указанной задачи в известном способе изготовления тонкостенных деталей переменного сечения осадку и калибровку производят за один ход ползуна пресса, причем калибровку осуществляют обратным выдавливанием излишне набранного материала. Штамп для изготовления тонкостенных деталей переменного сечения, содержащий матрицу со средствами нагрева, вкладыш и средство охлаждения, снабжен пуансоном для оформления внутренней поверхности, а также установленным на наружной поверхности пуансона съемным упором.
Осуществление способа иллюстрируется на примере изготовления цельноштампованной камеры ракеты из трубы Д16Т 79,4x4,5.
В заготовке длиной 1120 мм смазывают деформируемую часть по наружному диаметру смазкой "Вапор" - 70% и графитом чешуйчатым 30% и помещают ее в матрицу, температура в рабочей зоне которой (480±10)oC. Производят набор необходимого объема металла при скорости ползуна пресса (120±10) мм/мин, при этом давление не должно превышать 30 тс. Дальнейшим ходом ползуна пресса производят калибровку предварительно смазанным пуансоном при давлении, не превышающем 70 тс. Далее извлекают полученное изделие длиной 310 мм из матрицы и помещают в ванну с водой, температура которой не превышает 50oC.
Конструкция штампа иллюстрируется чертежом, на котором изображен общий вид штампа.
Штамп содержит матрицу 1 с вкладышем 2, установленные на подкладной плите 3. На ползуне пресса закреплена оправка 4, с которой соединен пуансон 5. На оправке 4 установлено упорное кольцо 6. Для нагрева матрицы 1 предназначен нагреватель 7, а в переходной зоне заготовки 8 установлено средство охлаждения в виде холодильника 9 конвективного типа.
Заготовку 8 устанавливают на оправку 4 и далее вставляют в матрицу 1, нагреваемую нагревателем 7. Усилие от ползуна пресса передается через оправку 4, упорное кольцо 6 на торец заготовки 8. После набора необходимого объема металла в зоне матрицы снимается упорное кольцо 6 и усилие пресса передается через оправку 4 и пуансон 5 на набранный объем металла в матрице, осуществляется калибровка детали.
В процессе калибровки предварительно набранный металл в матрице под действием пуансона 5 осаживается в большую толщину и заполняет свободный объем между матрицей 1, вкладышем 2 и пуансоном 5. Излишне набранный металл обратным выдавливанием формируется в исходную заготовку. При этом внутренний профиль оформляется окончательно при помощи пуансона 5 и вкладыша 2. Для охлаждения переходной зоны заготовки применяется холодильник 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ | 1995 |
|
RU2097161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС | 2000 |
|
RU2183148C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН" | 2008 |
|
RU2383409C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК КРУПНОГАБАРИТНЫХ ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ, ИМЕЮЩИХ ГОРЛОВИНУ И СФЕРИЧЕСКУЮ ЧАСТЬ | 2011 |
|
RU2491147C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2002 |
|
RU2220808C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2010 |
|
RU2476287C2 |
Изобретение может быть использовано для изготовления монолитных камер ракет. Сущность изобретения: способ заключается в том, что вначале производят смазку и нагрев деформируемого участка полой цилиндрической заготовки. За один ход ползуна пресса осуществляют торцевую осадку заготовки и калибровку. Калибровку осуществляют обратным выдавливанием излишне набранного материала. Штамп для изготовления тонкостенных деталей переменного профиля содержит матрицу со средством нагрева, вкладыш и средство охлаждения, пуансон для оформления внутренней поверхности. На наружной поверхности пуансона установлен съемный упор. Снижаются трудоемкость, энергозатраты и расход материала. 2 с.п.ф-лы, 1 ил.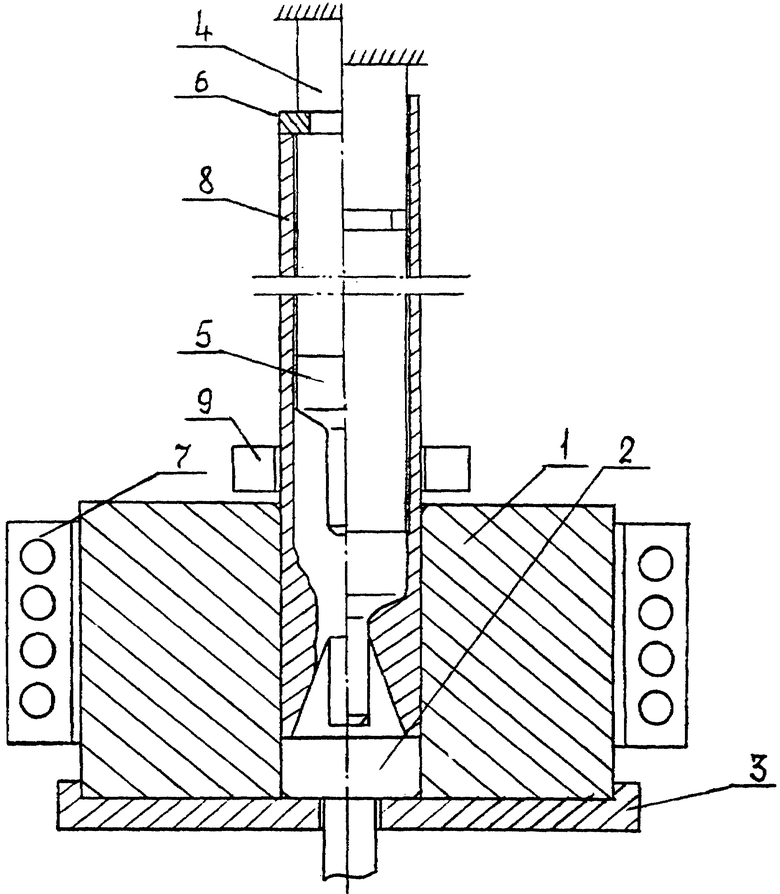
| Новое в технологии штамповки | |||
| Сборник статей/Под ред | |||
| М.Н | |||
| Горбунова | |||
| Труды МАТИ, вып.65 "Машиностроение" | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
